
Fターム[4F201BA08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | バリ取一般 (97)
Fターム[4F201BA08]に分類される特許
21 - 40 / 97
バリ処理方法
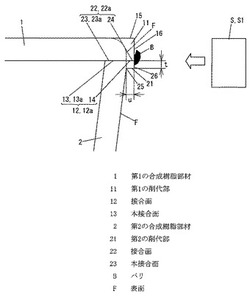
【課題】 合成樹脂部材同士を溶着又は接着によって接合するに当たって、確実に適切なバリ処理を行なうことができるバリ処理方法を提供する。
【解決手段】 第1の合成樹脂部材1は、合成樹脂部材1,2同士が接合される本接合面13と、本接合面13に沿って設けられ第1の合成樹脂部材1の表面Fから突出した第1の削代部11とを備えている。前記本接合面13と第1の削代部11の一側面14とで第1の合成樹脂部材1の接合面12が構成されている。また、第2の合成樹脂部材2は、上記第1の合成樹脂部材1と同様の構成を備えている。このような第1の合成樹脂部材1と第2の合成樹脂部材2とが溶着又は接着された際に発生するバリBを、第1の削代部11及び第2の削代部21と共に除去するようにした。
(もっと読む)
樹脂製品製造システム及び製造方法

【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
樹脂製品製造システム、製造方法、樹脂成形装置、及び金型
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
重合体粒子及びその製造方法
【課題】重合体粒子を懸濁重合で簡便に製造する方法を提供することを課題とする。
【解決手段】重合性ビニル系モノマーと重合開始剤とを含むモノマー混合物を、懸濁安定剤としてのコロイダルシリカとの存在下に、水系懸濁重合させることで重合体粒子を得る方法であって、前記モノマー混合物が、前記重合性ビニル系モノマー対し水酸基を有するモノマーを、前記重合性ビニル系モノマー100重量部に対し、0.5〜30重量部の範囲で含むことを特徴とする重合体粒子の製造方法により上記課題を解決する。
(もっと読む)
フィルムのロールおよびそれを用いた加工フィルムの製造方法
【課題】スリット時に薄いフィルムでも皺や毛羽立ちの発生を抑制し、紙管の再使用可能なフィルムを巻き取り、スリットおよび繰り出すためのロール、およびこのロールを用い、紙管を廃棄することなく効率的に加工フィルムを製造する方法を提供する。
【解決手段】フィルム4を巻き取り、スリットし、および繰り出すためのロールであって、複数の紙管1に紙管より外径が小さい円筒形状のスペーサー2を挟んでシャフト3を挿入してなり、紙管と紙管の外周部の間隔がフィルムをスリットする回転刃5の刃幅〜(刃幅+2mm)であるロール。
(もっと読む)
配向成形体及びその製造方法
【課題】より汎用性の高い配向成形体及びその製造方法を提供することにある。
【解決手段】配向成形体は、磁場配向により形成され、かつ配向方向の異なる複数の配向部を備えている。また、配向成形体は、配向状態を同じくする3つ以上の領域に区分された少なくとも一つの断面を含む。
(もっと読む)
熱硬化性樹脂への粒子分散設計支援装置、支援方法及びプログラム
【課題】熱硬化性樹脂中へ粒子を配合する工程での粒子の攪拌挙動を迅速かつ高精度に予測する。
【解決手段】熱硬化樹脂への粒子分散の設計支援装置がモデル作成部12と流動解析部13から構成され、モデル作成部12は各版容器と液状樹脂部の形状を定義し、流動解析部13内のクラスター内粒子数解析部14では液状熱硬化性樹脂中に投入されたクラスター内粒子数の時間変化率を計算し、微小時間経過後の前記クラスター内粒子数の増分あるいは減分を近似的に求め、新しい時刻におけるクラスター内粒子数を逐次求めていく。流動解析部13内の熱硬化性樹脂粘度解析部15では粘度算出式を用いてクラスター内粒子数解析部14中の粘度を計算する。また、流動解析部13内の温度、せん断速度解析部16では樹脂の温度、せん断速度分布を算出してクラスター内粒子数解析部14に代入し、攪拌層内のクラスター内粒子数の分布と時間変化を逐次計算する。
(もっと読む)
樹脂成形体ゲート残り処理方法
【課題】ガラスフィラーを含む樹脂を用いて射出成形された成形済み品のゲート残りに含まれるガラスフィラーをガラス屑として飛散させることのない樹脂成形体ゲート残り処理方法を提供すること。
【解決手段】ガラスフィラーを含む樹脂で形成された樹脂成形体101のゲート残り103を半球状の凹部4を有するツール7で加熱押圧して熔融させることで、ゲート残り103周辺の熔融樹脂がゲート残り103に覆い被さるように表皮6aとして固化し、熔着ゲート6からガラスフィラーが表面に露出しないようにする。
(もっと読む)
プラスチック成形品の仕上げ装置
【課題】成形品のパーティングライン等に生じるバリを自動的に除去し、除去後の切削屑が生じないプラスチック成形品の仕上げ装置を提供する。
【解決手段】成形品を保持する治具と、上記成形品に生じたバリに押し付ける加熱具とを備え、上記加熱具は、上記成形品に生じたバリと接触する面に設けられた合成ゴムと、上記合成ゴムを所定の温度に加熱するヒーターから構成され、上記合成ゴムを上記ヒーターにて所定の温度に加熱した後、上記成形品に生じたバリに上記合成ゴムを押し付け、上記バリを溶かして、上記バリが溶けたものを上記成形品の表面に溶着させて平坦にする。
(もっと読む)
中空成形装置
【課題】従来の上ばり回収は、打込工程での成形装置自体において、回収上ばりをエア送りするためのハウジングおよびダクトの設置のための所定の占有空間を必要とし、成形装置自体の小型化を阻害するという課題があった。
【解決手段】一対の胴部把持体27,28および一対の口部把持体29,30を備えた製品ホルダ20を型締装置5の駆動とは独立して開閉駆動するよう設け、その上方に上ばりB1を当接・落下させるストッパ体50,51を設け、ストッパ体と製品ホルダとの間に割受け体対40a,40bと41a,41bを備えこれらの開閉によってストッパ体50,51から落下した上ばりB1を受ける上ばり受け部40、41を設けた構成とした。これによって、型締・打込工程にて狭い作業域を持つ中空成形装置でも適用でき、かつ簡素な構成の上ばり回収の機構によって確実に上ばりを回収することができる。
(もっと読む)
超音波洗浄・バリ取り方法及び超音波洗浄・バリ取り装置
【課題】 例えば、PPS樹脂素材のような超音波洗浄ではバリ取りに時間がかかる場合に、時間が経過してもバリ取り効率が低下せず、生産ラインのタクトタイムに合わせて効率的にバリ取りが行なえるようにする。
【解決手段】 洗浄槽3内の洗浄液E中に被洗浄物物を浸漬し、洗浄液Eを脱気回路10により循環させながら脱気しつつ超音波洗浄・バリ取りを行うような操作において、洗浄槽3内の洗浄液Eに大気中の気体が入るのを抑制するため、洗浄液Eの液面に樹脂シート等の液面シャッター部材13を被せて超音波洗浄・バリ取りを行う。また液面シャッター部材13を洗浄槽3上部の二段開閉蓋11に取付け、二段開閉蓋11の開閉操作に連動して液面シャッター部材13が液面に被せられたり、液面から退避できたりするようにする。
(もっと読む)
スピュー回収装置およびスピュートリミング装置
【課題】タイヤに損傷などを発生させることなくスピュー回収能力、回収効率が大きいタイヤトレッド面のスピュー回収装置およびスピュートリミング装置を提供する。
【解決手段】タイヤトレッド面から切除されたスピューを吸引する吸引装置と、吸引装置に連結された円筒形の回収ノズルと、回収ノズルと所定の間隔を隔てて、回収ノズルの側面の一部を覆うフードが設けられ、回収ノズルの側壁には、円筒の中心線に平行に伸びる細長い複数の開口部が設けられており、フードは、少なくとも一つの開口部を覆っており、回収ノズルは、円筒の中心線を回転の中心として回転自在に設けられ、タイヤトレッド面に側壁が接してタイヤの回転と共に回転しつつ、開口部よりスピューを吸引するスピュー回収装置および前記スピュー回収装置を備えたスピュートリミング装置。
(もっと読む)
樹脂成形品の取付け逃げ量決定方法
【課題】熱膨張時に取付け穴で逃げ量が制限される場合に、常温に復帰する際に生じる変形をより確実に抑制可能にする樹脂成形品の取付け逃げ量決定方法を提供する。
【解決手段】特定部位で取付け面に完全拘束される共に、残りの複数の取付け部位に突設された係入部材が、取付け面の取付け穴に係入される樹脂成形品に対して、常温からの昇温による熱膨張に応じて取付け穴の形状を係入部材を逃がすように設定するために、基準位置からの逃げ方向及び逃げ量を許容最大逃げ量の範囲内で決定する逃げ量決定方法において、各取付け部位C1〜C11に生じる熱膨張による総応力が最小になるように、各取付け穴の二次元面での逃げ方向及び逃げ量を決定し、降温の際に各取付け部位C1〜C11に生じる熱収縮による総応力が最大になるように、一部の取付け部位の二次元面での逃げ方向及び逃げ量を基準位置から熱膨張に対して決定された方向とは逆方向に決定する。
(もっと読む)
箔バリ除去装置
【課題】転写後の成形品に生じた箔バリを簡単に除去する箔バリ除去装置を提供する。
【解決手段】成形品の箔バリを付着させるための粘着テープを送り出すテープ供給装置と、成形品をセットし固定する保持台と、上記粘着テープを上記成形品に上から押しつけるゴムパッドと、上記ゴムパッドを第1の回転軸で回転可能に保持するアームと、上記アームを第2の回転軸で回転可能に保持する上部ステージと、上部ステージを上下動させるためのシリンダーとを備え、上記第2の回転軸が上記第1の回転軸に対して所定の傾斜角度を有するように配置し、上記シリンダーで上記上部ステージを下方に移動させ、モーターで上記第2の回転軸を回転させることによって、上記粘着テープを上記成形品の頂部の周囲に、上記ゴムパッドが押しつけながら回転し、上記箔バリを上記粘着テープに付着させて除去する。
(もっと読む)
ゴム製品の製造方法
【課題】ゴム成形体1を成形後、冷却して脆化させ、これにショット材を投射することによってバリ12を破壊分離して製品を仕上げるゴム製品の製造方法において、ショット材の投射量を増大させることなくバリ除去の作業効率を向上させる。
【解決手段】製品部11と、この製品部11に沿って延びる板状バリ部121と、製品部11と板状バリ部121との境界の境界バリ部122とを備え板状バリ部121が境界バリ部122より厚肉であるゴム成形体1を成形し、このゴム成形体1を脆化温度以下の温度に冷却した後、前記板状バリ部121にショット材を投射することによって板状バリ部121を境界バリ部122と共に製品部11から分離させる。
(もっと読む)
箔バリ除去装置
【課題】転写後の成形品に生じた箔バリを簡単に除去する箔バリ除去装置を提供する。
【解決手段】成形品の側面に生じた箔バリを付着させるための粘着テープを送り出すテープ供給装置と、成形品を保持する治具と、上記治具をその中心が楕円を描くように移動させる治具駆動部とを備え、上記治具の中心が楕円を描くように移動させて上記成形品の側面を上記粘着テープに押し付けることによって、上記箔バリを上記粘着テープに付着させて除去する。
(もっと読む)
ポリエステル樹脂製容器のトリミング装置
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】容器1を載置した状態の受け部材31に向けて、超音波ホーン32を超音波振動させながら、超音波ホーン32と押し込み部材33を下方に移動させたときに、先ず、超音波ホーン32の先端部32aと受け部材31の先端部31aとが接触する寸前で、超音波ホーン32の移動をストッパー部材35、36により停止させてから、その状態で容器1と当接している押し込み部材33を、弾性部材34を圧縮して更に移動させることで、容器1の縁部に沿った部分10が切断されるように構成する。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
表面処理された埋め込み可能アーティクルおよび関連方法
表面処理された埋め込み可能アーティクルおよび関連する方法が開示される。表面処理された埋め込み可能アーティクルは実質的にバリを含まないか、1つ以上の丸められた端を含むか、または高められた光学的透明さを含むことが可能であり、それらの1つまたは全ては研磨することによって製造され得る。研磨することは、埋め込み可能アーティクルが拡大状態に膨潤されているとき、埋め込み可能アーティクルを研磨メディアに繰り返し衝突させることを含み得る。研磨工程は、涙小管に挿入可能な涙管インプラントを滑らかにすることに特に有用であり得る。  (もっと読む)
(もっと読む)
21 - 40 / 97
[ Back to top ]