
Fターム[4F201BD03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | FRP成形 (44)
Fターム[4F201BD03]に分類される特許
21 - 40 / 44
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 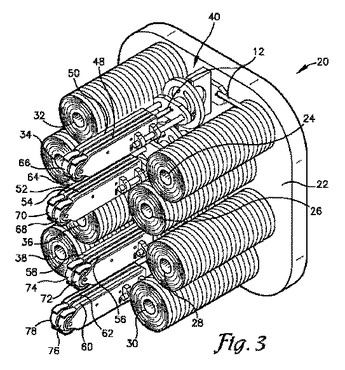 (もっと読む)
(もっと読む)
プリフォームの製造方法および製造装置
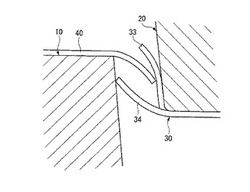
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
高分子樹脂中における磁性粒子の分布状態の制御方法及びその製造装置

【課題】 高分子樹脂中の磁性粒子において傾斜配向を行うことができる高分子樹脂中における磁性粒子の分布状態の制御方法及びその製造装置を提供する。
【解決手段】 高分子樹脂中における磁性粒子の分布状態の制御方法において、高分子樹脂中に磁性粒子を混合し、超電導コイル1による磁場の分布を変化さた磁場を、前記磁性粒子が混合された高分子樹脂4に印加し、前記磁性粒子の濃度傾斜配向を行う。
(もっと読む)
繊維強化ポリアミド樹脂組成物の製造方法
【課題】 機械的強度に優れた繊維強化ポリアミド樹脂組成物の製造方法を提供すること。
【解決手段】 複数本束ねた強化繊維を、熱溶融したポリアミド樹脂とともに、貫通孔が形成されたダイスの当該貫通孔に通して引き抜くことによって得られた、ポリアミド樹脂付着繊維束を切断してペレットを得る、ペレット作製工程と、前記ペレットを低酸素条件下において前記ポリアミド樹脂の融点未満で加熱する加熱工程と、を有する、繊維強化ポリアミド樹脂組成物の製造方法。
(もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】強化繊維の毛羽が少なく、取扱い性に優れた芯−鞘型の長繊維ペレットを得ることができる長繊維強化熱可塑性樹脂ペレットの製造方法を提供する。
【解決手段】強化繊維束[A]、または、該強化繊維束[A]にJIS K7199規格に基づく溶融粘度が0.1〜10Pa・sの範囲である熱可塑性重合体[C]を含浸した熱可塑性重合体含浸強化繊維束[AC]に熱可塑性樹脂[B]を被覆した後、3〜20mmの範囲の長さに切断する芯−鞘型の長繊維ペレットの製造方法であって、前記熱可塑性樹脂[B]を4〜20個の口金から構成されるクロスヘッドダイを備えた押出機より、各口金の吐出量の経時変動が口金内平均吐出量の−10〜10%の範囲で、かつ各口金の口金内平均吐出量が口金間平均吐出量の90〜110%の範囲で吐出することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法。
(もっと読む)
プリフォーム賦形用マンドレルおよびそれを用いたプリフォームの製造方法
【課題】長手方向に高さが変化するFRP成形体成形用のプリフォームを、比較的短尺で軽量なマンドレルを用いて、安価にかつ高品位に賦形可能なマンドレルを提供するとともに、そのマンドレルを用いた、自動化まで可能な効率のよいプリフォームの製造方法を提供する。
【解決手段】FRP成形体の成形に用いられる、長手方向に高さが変化するプリフォームを賦形するためのマンドレルであって、マンドレルの長さは賦形すべきプリフォームの全長の半分以下であり、マンドレルが賦形すべきプリフォームの長手方向に賦形すべきプリフォームに対し相対移動可能に設けられ、マンドレルが賦形すべきプリフォームの高さ方向に上マンドレルと下マンドレルとに分割されており、かつ、上下マンドレル間に、上下マンドレル間の間隔を機械的に調整可能な間隔調整手段が介装されているプリフォーム賦形用マンドレル、およびそれを用いたプリフォームの製造方法。
(もっと読む)
自己強化された三次元ポリマー製品を製造する方法
自己強化された三次元ポリマー製品を製造する方法であって、a)単層押出または同時押出された形のポリマーテープを短い長さに細断する工程、b)細断されたポリマーテープを多孔質の型の中へ、または型の上へ噴霧する工程、およびc)適切な結合剤および/または結合用マトリックスによって、細断されたテープを熱硬化および/または熱結合してプリフォームを得る工程を有する製造方法において、細断されたポリマーテープ、結合剤および/または結合用マトリックスがすでに最初から適正な量で存在していることを特徴とする、自己強化された三次元ポリマー製品を製造する方法。 (もっと読む)
プリプレグおよび銅張積層板
【課題】 耐熱性が高く、紫外光領域、並びに、可視光領域において、光反射率が高く、また、加熱処理や光照射処理による光反射率の低下が少ない、LED実装用プリント配線板に用いるプリプレグ並びに銅張積層板を提供する。
【解決手段】 ビスフェノールAノボラック型エポキシ樹脂(A)、脂環式エポキシ樹脂(B)、二酸化チタン(C)を含有する樹脂組成物と基材からなるプリプレグおよびそれを用いた銅張積層板。
(もっと読む)
樹脂含浸長繊維の製造方法および含浸用ダイス
【解決課題】連続した繊維束の開繊、熱可塑樹脂浸時の繊維の傷付きが少なく、品質の優れた樹脂含浸長繊維が得られる製造方法及び含浸用ダイスを提供する。
【解決手段】含浸用ダイスに溶融した熱可塑性樹脂を供給すると共に繊維束を導入して上記熱可塑性樹脂を上記繊維束に含浸しノズルから引く抜く樹脂含浸長繊維の製造方法において、溶融樹脂流路内に繊維束の進行方向に沿って互いに反対方向から延びた少なくとも2つの張り出し部を設け、上記張り出し部の少なくとも一つが、上記繊維束に対して垂直方向から挿入され、上記溶融樹脂流路内にその端部を張り出して位置調整された第1の可動式チョークバーであり、上記張り出し部の上面に走行する繊維束を当接することにより繊維束を開繊して熱可塑性樹脂を含浸することを特徴とする樹脂含浸長繊維の製造方法。
(もっと読む)
繊維強化樹脂ストランドの製造装置
【課題】滑りを生じさせることなく高速度の生産速度で繊維強化樹脂ストランドを製造することができる耐久性に優れた繊維強化樹脂ストランドの製造装置を提供する。
【解決手段】押出機6から溶融樹脂材料2が連続供給されるクロスヘッド5内に、強化用繊維束3を解繊するスプレッダー8が配設され、前記クロスヘッド5の出口ノズル5aの前方位置に、この出口ノズル5aから樹脂含浸繊維束からなる繊維強化樹脂ストランド9を引出し、かつ撚りを付与する撚りローラ11a,11bを備えると共に、この撚りローラ11a,11bの前方位置に、前記繊維強化樹脂ストランド9の撚りを保持する撚り保持ローラ12a,12bを備えた繊維強化樹脂ストランドの製造装置において、前記撚りローラ11a,11bと撚り保持ローラ12a,12bを、何れも表面に凹凸が形成された金属により構成する。
(もっと読む)
長繊維ペレット、その製造方法、及び繊維強化熱可塑性樹脂複合材料成型品の製造方法
【課題】射出成型中における強化繊維の繊維長を長く保つことができ、射出成型機の供給用ホッパー内部でブリッジは発生せず安定して供給され、得られた成型品は高強度・高剛性である長繊維ペレットを提供する。
【解決手段】厚さが200μm以下の熱可塑性樹脂含浸強化繊維テープ1枚以上を強化繊維の配向方向に沿って曲折して束ねた長繊維ペレットであって、強化繊維を構成する単繊維の合計が1000〜80000本、長さが1〜50mmであり、熱可塑性樹脂含浸強化繊維テープの配向方向と直交する外周に、熱可塑性樹脂含浸強化繊維テープに含浸される熱可塑性樹脂を溶融して形成した融着帯を有する長繊維ペレット2とする。
(もっと読む)
長繊維強化ポリオレフィン樹脂成形材料の製造方法
【課題】単軸押出機による含浸ダイへのマトリックス樹脂の充填供給を安定して行え、機械強度・耐久性に優れた長繊維強化ポリオレフィン樹脂成形材料の製造方法を提供する。
【解決手段】ポリオレフィン樹脂からなるベース樹脂と、ポリオレフィン樹脂に融点125℃以下の低融点添加剤を含む添加剤を予め溶融分散させたマスターバッチを含有するポリオレフィン樹脂組成物を、単軸押出機にて可塑化溶融させて含浸ダイに充填し、この含浸ダイに強化繊維を通過させ、得られた長繊維強化ポリオレフィン樹脂ロッドを所定の長さに切断する。
(もっと読む)
プリプレグの切断方法
【課題】 切断時における切断粉の発生を防止できると共に、切断後の取り扱い時におけるガラス繊維粉の発生を防止できるようにする。
【解決手段】 ガラス繊維基材2に熱硬化性樹脂を含浸し半硬化させたプリプレグPにレーザ光6,9を照射してこのプリプレグPを切断する一方、切断後の熱硬化性樹脂の硬化により、この熱硬化性樹脂によってガラス繊維基材2の切断端部側を包んだ状態で固める。その際、レーザ光6,9をプリプレグPに対して切断方向に相対的に移動させながらプリプレグPを切断し、またプリプレグPに対してレーザ光6,9の照射域を含む噴射領域に冷却用ガスを噴射して、この冷却用ガスによりプリプレグPの切断箇所を冷却する。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 樹脂含浸性が高く生産性に優れた長繊維強化熱可塑性樹脂成形材料の製造方法を提供すること。
【解決手段】 連続した強化繊維束を含浸ダイに導入し、溶融した熱可塑性樹脂中に浸漬させて、ノズルから引き抜く繊維強化熱可塑性樹脂成形材料の製造方法であって、強化繊維束を、該強化繊維束の引き抜き方向と順方向に熱風が流れている予熱室を通過させて予熱処理したのち、含浸ダイへ導入させる。熱風は、温度が(熱可塑性樹脂の溶融温度−100)〜(熱可塑性樹脂の溶融温度+10)℃であり、風速は10〜120m/minであり、風量は1〜8m3/minであることが好ましい。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置及びその製造方法
【課題】潰れや割れが少ない高品質の長繊維強化熱可塑性樹脂成形材料を生産性よく製造する。
【解決手段】強化繊維束を引き取りながら熱可塑性樹脂を含浸させる含浸ダイ3と、熱可塑性樹脂が含浸された樹脂含浸強化繊維束を引き取る引取装置とを有する、長繊維強化熱可塑性樹脂成形材料の製造装置において、前記引取装置が2対以上のロール8を樹脂含浸強化繊維束の上下にその進行方向に沿って段設してなり、該ロール8の表面の硬度が70〜98度であることを特徴とする。
(もっと読む)
繊維強化樹脂成形材料の製造方法及び製造装置
【課題】過大な張力を繊維束に作用させることなく、かつ、十分に開繊して熱可塑性樹脂を含浸できる繊維強化樹脂成形材料の製造方法を提供する。
【解決手段】 溶融した熱可塑性樹脂をダイス内に供給し、このダイス内に強化繊維束を連続的に供給して、前記強化繊維束に前記熱可塑性樹脂を含浸させる繊維強化樹脂成形材料の製造方法において、前記ダイス内に前記強化繊維束を開繊させるための一つ又は複数のロッドに振動を与えつつ、前記強化繊維束を通過させるようにした。ダイスの出口に設けたノズルに振動を付与しつつ前記ノズルから前記強化繊維束を引き出すようにしてもよい。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法および長繊維強化熱可塑性樹脂ペレット
【課題】
毛羽が少なく取扱い性に優れた芯−鞘型の長繊維ペレットを得る方法および毛羽が少なく取扱い性に優れた芯−鞘型の長繊維ペレットを提供すること。
【解決手段】
強化繊維束[A]、または、該強化繊維束[A]にJIS K7199規格〔溶融温度:軟化温度(または融点)+30℃、剪断速度:103s−1〕に基づく溶融粘度が0.1〜10Pa・sの範囲である熱可塑性重合体[C]を含浸した熱可塑性重合体含浸強化繊維束[AC]に熱可塑性樹脂[B]が被覆されてなる芯−鞘型の長繊維ペレットの製造方法であって、[A]、または、[AC]に溶融した熱可塑性樹脂[B]を付与、被覆し、5〜50kJ/(kg・s)の条件で除熱した後、3〜20mmの範囲の長さに切断することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法。
(もっと読む)
長繊維強化熱可塑性樹脂構造体の製造方法
【課題】
本発明の目的は、異種の繊維による長繊維強化熱可塑性樹脂構造体を製造する方法において、その混合比率及び繊維濃度を適宜変更可能な、ブレンダ−等によるブレンド作業を省略できる効率的な長繊維強化熱可塑性樹脂構造体の製造方法を提供する。
【解決手段】
本発明は、繊維束のロービングを引きながら、溶融された熱可塑性樹脂中で繊維ロービングに張力をかけて開繊し、熱可塑性樹脂を含浸後、賦形ダイにより繊維濃度を調節して冷却し、裁断により3〜50mmのペレット状とすることにより製造される長繊維強化熱可塑性樹脂構造体において、複数の繊維種を同時に含浸し、それぞれの繊維ロービングをそれぞれ個別の出口から引取り、含浸ダイでは、それぞれの繊維の開繊幅を5〜40mmに調節することを特徴とする長繊維強化熱可塑性樹脂構造体の製造方法を提供することによる。
(もっと読む)
硬化ポリマー物品の製造方法
【解決手段】(a)ベースポリマーと多成分系硬化剤組合せの第1の硬化剤成分の第1のバッチ混合物と、(b)上記ベースポリマーと第2の硬化剤成分との第2のバッチ混合物、および(c)キャリヤーと複数の機能性添加剤の第3のバッチ混合物の供給流れであるコンパウンド化ポリマー混合物から、例えばガスケットまたはシールのような硬化ポリマー物品を現場(成形金型内)で製造する方法。
【効果】上記第3のバッチ混合物は比較的小容積(第1、第2のバッチ混合物を入れる容器の容積と比較したとき)を有する容器から供給される。この容積が小さいため添加剤の配合処方が正確になり、ベースポリマーへの添加剤配合処方の変更がすばやく行える。
(もっと読む)
21 - 40 / 44
[ Back to top ]