
Fターム[4F201BQ50]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 副材料等の添加手段、混合手段 (244)
Fターム[4F201BQ50]に分類される特許
201 - 220 / 244
樹脂タブレットの形成方法と樹脂タブレット及びそれを用いる電子部品の樹脂封止成形方法

【課題】 本発明は、基板34に装着した電子部品33を樹脂封止成形して高品質性及び高信頼性の製品(樹脂成形体)を得ることを目的とする。
【解決手段】 まず、粉末状の樹脂材料と超臨界二酸化炭素とを混合した混合材料を押圧して超臨界二酸化炭素を含む樹脂タブレット26を形成し、次に、当該樹脂タブレット26を電子部品の樹脂封止成形用金型31・32におけるポット37内に供給して加熱溶融化する共に、当該溶融樹脂に超臨界二酸化炭素を混合した状態で、当該溶融樹脂をプランジャ38で加圧して金型キャビティ36内に注入充填することにより、前記金型キャビティ36内に嵌装セットした基板34上の電子部品33を樹脂成形体内に封止成形する。
(もっと読む)
ペレット製造方法およびペレット製造装置

【課題】流動性の小さい素材を用いてペレットを製造する際に、単位時間当たりのペレット生産量をさらに向上させ、より良質のペレットを大量生産可能とすることを課題とする。
【解決手段】軟化した所定の素材を混合して不定形の状態で押し出す押出機構と、この押出機構から押し出された不定形の素材を粉砕する粉砕機構と、この粉砕機構にて粉砕された素材をペレット形状に成形する成形機構とを設けた。押出機構で押し出された不定形の素材が一旦粉砕されて成形機構に供給されるので、製造されるペレットをより均質にさせることができ、当該ペレットを原料とした成形品や骨材をより均質にさせることの可能な良質のペレットを大量生産することができる。また、より容易に後成形の成形品を成形することが可能となる。さらに、単位時間当たりのペレット生産量をさらに増やすことが可能となる。
(もっと読む)
ゴム材料の混練方法
【課題】生産性が大幅に低下するのを回避しながら、粉状の配合剤の吹き出し量を低減することが可能なゴム材料の混練方法を提供する。
【解決手段】密閉式混練機の混練室2,3内のゴム材料Wを加圧するためのフローティングウェイト9が混練室2,3から上方に延在する投入通路8上方の上昇位置で、粉状の配合剤xを投入口7から投入通路8に投入し、次いでフローティングウェイト9を上昇位置から投入通路8内を通って加圧位置まで降下させる際に、投入通路8内を降下する速度を投入通路8に入る前の降下速度より遅くする。
(もっと読む)
変性天然ゴムマスターバッチ及びその製造方法、並びにゴム組成物及びタイヤ
【課題】ゴム組成物の低ロス性、耐摩耗性及び破壊特性を大幅に向上させることが可能なゴムマスターバッチと、該マスターバッチの製造方法を提供する。
【解決手段】(i)天然ゴムラテックスと、充填剤を予め水中に分散させてなるスラリー溶液とを混合する工程;(ii)前記(i)工程で得られた混合液を凝固させる工程;並びに、(iii)前記(ii)工程で得られた凝固物に極性基含有化合物を加え、機械的なせん断力をかけながら乾燥して、凝固物中の天然ゴム分子に極性基含有化合物をグラフト重合又は付加させる工程を含むことを特徴とする変性天然ゴムマスターバッチの製造方法と、該方法で製造された変性天然ゴムマスターバッチである。
(もっと読む)
ゴム混練設備及びゴム混練方法
【課題】シリカをゴムコンパウンド中に混練するに際して、ゴムコンパウンドの品質を安定化することを可能にしたゴム混練設備及びゴム混練方法を提供する。
【解決手段】混練手段1と、計量手段2と、該計量手段2で計量されたシリカS1 を混練手段1へ搬送する過程で該シリカS1 の含水率を測定する含水率測定手段4と、計量手段2で計量されたシリカS1 に対して水を供給する給水手段5と、これら計量手段2、含水率測定手段4及び給水手段5を統制する制御手段6とを備えたゴム混練装置を用い、含水率測定手段4で測定された実際の含水率と計量手段2で測定されたシリカS1 の重量に基づいて目標の含水率に対する不足水分量を計算し、該不足水分量に基づいて給水手段5からの給水量を制御し、給水を受けたシリカS1 を混練手段1においてシランカップリング剤と共にゴムコンパウンド中に混練する。
(もっと読む)
摩耗低減性添加剤含有フルオロカーボンエラストマー組成物
【課題】耐薬品性と熱可塑的加工性とを組合せもつエラストマー組成物、またはゴム組成物の提供。
【解決手段】加工性ゴム組成物は加硫フルオロカーボンエラストマーと摩耗低減性添加剤とを熱可塑性ポリマー材料の母材中に分散して含有する。一実施態様では母材は連続相を形成し、加硫エラストマー材料は非連続相を形成する粒子状である。硬化剤、未硬化フルオロカーボンエラストマー、摩耗低減性添加剤および熱可塑性材料を混合し、エラストマー材料の加硫を行うのに充分な温度で充分な時間加熱し、その間機械エネルギーを混合物に加えて加熱工程中混合する。成形物品、例えばシール、ガスケット、O−リング、ホースは従来の熱可塑方法、例えばブロー成形、射出成形、押出しで容易に形成できる。
(もっと読む)
粉体投入用シュータ、そのシュータを備えたゴム混練機、粉体投入方法およびその方法を用いたゴム混練方法
【課題】シュータ内面への粉体の付着を防止して、粉体の定量供給の精度を高めることができる粉体投入用シュータ、粉体投入方法、ゴム混練機およびゴム混練方法を提供すること。
【解決手段】粉体を供給するスクリューフィーダ3と、その粉体が供給される連続混練押出機1との間に設けられ、スクリューフィーダ3より投入される粉体が、内部を通過するように配される筒状の粉体投入用シュータ2において、スクリューフィーダ3に連通する内筒2aと、内筒2aとの間に間隙を設けて外挿された外筒2bとを備え、前記間隙に水Wを封入又は通流可能に構成した。
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
本発明の目的は、生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。 生分解性シートは、澱粉質を70重量%以上含有する原料を、温度120〜180℃に保持しつつ成形し、好適には、更にプラスチックを含有するものであり、当該澱粉質及びプラスチックを混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させ、その後加熱しつつ均一に混合することにより融解し、当該融解物を温度120〜180℃で、シート状に成形することにより製造される。 また、生分解性容器は、本発明の生分解性シートを、少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを加熱真空成形または圧空成形することにより得る。  (もっと読む)
(もっと読む)
成形用繊維強化難燃樹脂混合物および成形品
【課題】
機械特性、難燃性、射出成形時の流動性に優れた成形用繊維強化難燃樹脂混合物および射出成形品を提供することを目的とする。
【解決手段】
次の構成要素(A)〜(C)を含む成形用繊維強化難燃樹脂混合物。
(A)ペレットと実質的に同一長さの強化繊維を含む長繊維強化熱可塑性樹脂ペレット
(B)重量平均繊維長が0.1〜0.5mmの強化繊維を含む短繊維強化熱可塑性樹脂ペレット
(C)難燃剤
(もっと読む)
架橋ポリオレフィン樹脂発泡体の可塑化方法ならびに前記方法による再生材を用いた成形体および発泡体
【課題】架橋ポリオレフィン発泡体を長時間熱可塑化する際に起こる可塑化設備の腐食を抑制し、安定して連続運転できる可塑化方法ならびに前記可塑化方法により可塑化された成形体および発泡体を提供する。
【解決手段】架橋ポリオレフィン樹脂発泡体の可塑化時に、(1)無機物を1〜10質量%配合、もしくは(2)MFR1g/10min以上のポリオレフィン樹脂を20〜75質量%配合し、可塑化することを特徴とする架橋ポリオレフィン発泡体の可塑化方法。
(もっと読む)
長繊維強化熱可塑性樹脂構造体の製造方法
【課題】
本発明の目的は、異種の繊維による長繊維強化熱可塑性樹脂構造体を製造する方法において、その混合比率及び繊維濃度を適宜変更可能な、ブレンダ−等によるブレンド作業を省略できる効率的な長繊維強化熱可塑性樹脂構造体の製造方法を提供する。
【解決手段】
本発明は、繊維束のロービングを引きながら、溶融された熱可塑性樹脂中で繊維ロービングに張力をかけて開繊し、熱可塑性樹脂を含浸後、賦形ダイにより繊維濃度を調節して冷却し、裁断により3〜50mmのペレット状とすることにより製造される長繊維強化熱可塑性樹脂構造体において、複数の繊維種を同時に含浸し、それぞれの繊維ロービングをそれぞれ個別の出口から引取り、含浸ダイでは、それぞれの繊維の開繊幅を5〜40mmに調節することを特徴とする長繊維強化熱可塑性樹脂構造体の製造方法を提供することによる。
(もっと読む)
熱可塑性複合材料の製造方法並びに熱可塑性複合材料及び光学素子
【課題】透明性及び熱膨張の少ない光学素子を提供する。
【解決手段】光学素子としての対物レンズ15等の製造方法は、熱可塑性樹脂と一次粒子の体積平均分散粒子径が30nm以下である無機粒子とを溶融・混練する溶融混練工程を有し、前記溶融混練工程における単位重量あたりの混練トルク最大値Mが、下記式(1)の条件を満たしている。
0.02Nm/g≦M … (1)
(もっと読む)
ゴム組成物のための可塑化系
ジエンゴム組成物を可塑化するための本発明の可塑化系は、MES油又はTDAE油及びC5/ビニル芳香族留分樹脂、特にC5留分とスチレンのコポリマーをベースにしている。該ゴム組成物は、改善された耐摩耗性及び耐カット性を示し、並びに少なくとも1種の型のジエンエラストマー、補強充填剤、網状化系、及び5〜35pceのMES油又はTDAE油及び5〜35pceの該樹脂を含有する可塑化系をベースにしている(pce=エラストマー質量の百分率)。本発明の組成物を作製する方法、自動車の地面保持システムのため、特にタイヤ及びそれらのベルトスレッドのための完成品又は半-完成品を製造するためのそれらの使用も、明らかにされている。 (もっと読む)
シート用樹脂組成物の製造方法
【課題】シート押出時のダイにおける目ヤニの発生を大幅に抑制し、高い衝撃強度と優れた真空成形性を有する樹脂組成物の製造方法を提供する。
【解決手段】相対粘度の異なる少なくとも2種のポリアミド混合物、ポリフェニレンエーテル及びエラストマーを含み、第一の工程でポリフェニレンエーテルと相対粘度の低いポリアミドとをあらかじめ溶融混練した予備混合物を形成し、第二の工程で該予備混合物と相対粘度の高いポリアミドとを溶融混練してなる事を特徴とする製造方法。
(もっと読む)
造粒用ダイス、造粒装置、および発泡性熱可塑性樹脂粒子の製造方法
この造粒用ダイスBは、水流に接触して設けられた樹脂吐出面5aを備え、この樹脂吐出面5aには、押出機のシリンダに連通する複数のノズル8が形成されている。これらノズル8は、樹脂吐出面5aのうち、水流の流入方向及び流出方向にあたる領域P、および水流の流入方向および流出方向と直交する方向にあたる領域Rの、少なくともいずれかの領域には形成されず、それ以外の領域Qにのみ形成されている。 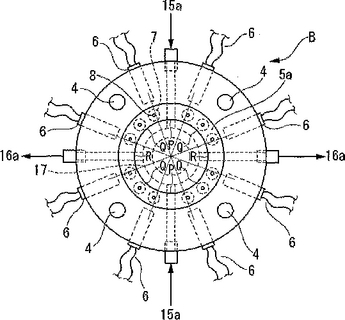 (もっと読む)
(もっと読む)
微細フィラー混合複合材料の製造方法
【課題】熱可塑性樹脂中に微細フィラーが均一に分散した高品質の微細フィラー混合複合材料を製造できるようにする。
【解決手段】押出機Eの可塑化ゾーンAにホッパ3を介して熱可塑性樹脂を供給し、耐圧混合槽23において超臨界二酸化炭素中に均一に分散された微細フィラーを混練ゾーンBに設けられた供給口6を介して導入して混練したのち、脱揮ゾーンCにおいてガス化した二酸化炭素を強制排気口11を介して排気(除去)し、ついでダイ4よりストランドとして押し出して切断装置10で逐次ペレットに切断する。
(もっと読む)
板状建築資材の製造方法
【課題】 既存の設備を大幅に変更することなく有効利用し、プラスチック廃材をリサイクルして板状建築資材を製造することができる方法を提供すること。
【解決手段】 タンク24にプラスチック廃材を投入し、攪拌板26の攪拌作用による摩擦熱によって、プラスチック廃材を軟化させる第1の工程と、軟化したプラスチック廃材をスクリューフィーダ36で搬送して混練すると共に、バンドヒータ44で加熱する第2の工程と、前記加熱によって前記プラスチック廃材の少なくとも一部が溶融した後の、前記スクリューフィーダ36中に、投入器46から木材の粉体や木材由来の製品の粉体を投入する第3の工程と、投入された前記粉体と溶融したプラスチック廃材とをさらに前記スクリューフィーダ36で搬送して混練する第4の工程と、混練された粉体とプラスチック廃材を金型60キャビティに射出して板状に成型する第5の工程とを有する。
(もっと読む)
光学フィルム、その製造方法、偏光板及び液晶表示装置
【課題】 セルロースエステルを主原料とする加熱溶融流延法により、熱分解による着色が大幅に抑制され、高い透明性を有する光学フィルムとその製造方法、該光学フィルムを用いた偏光板及び液晶表示装置を提供することにある。
【解決手段】 少なくともセルロースエステルと可塑剤を含有し、加熱溶融流延法により製造する光学フィルムの製造方法において、セルロースエステル原料を水分除去工程で処理した後、加熱溶融流延時の温度より低い温度で、該セルロースエステル原料への外気中の水分の再吸収抑制手段を設けた、少なくとも該セルロースエステルと該可塑剤を混合して造粒またはペレット化する事前混合粒子化工程で処理し、造粒またはペレット化した混合粒子を溶融押し出し流延製膜することを特徴とする光学フィルムの製造方法。
(もっと読む)
未加硫ゴムの混練方法
【課題】未加硫ゴムとシリカの混練を効率化して生産性に優れた未加硫ゴムの混練方法を提供する。
【解決手段】混合室2で未加硫ゴムにシリカとカップリング剤を配合して混練を行なう未加硫ゴムの混練方法において、混合室2に水蒸気を供給すると共に、混合室2からシリカとカップリング剤の反応で生成したアルコールを除去しながら混練を行なう。
【効果】シリカとカップリング剤の反応を、混練温度を低下させることなく促進させ、所望のゴム特性を得るまでの未加硫ゴムの混練時間を短縮することができる。
(もっと読む)
長繊維強化ポリプレピレン樹脂成形材料の製造方法
【課題】 毛羽の発生量を低減し、かつ、機械的強度及びガラス繊維分散性の良いポリプロピレン樹脂成形品を得るための長繊維ポリプロピレン樹脂成形材料の製造方法を提供する
【解決手段】 300〜2000本のガラス単繊維を集束剤で集束させたガラス繊維束2〜18本を、酸変性ポリプロピレン樹脂を含む溶融したポリプロピレン樹脂中に浸漬させて、ノズルから引き抜き、平均径が0.4〜3.0mmで、ガラス含有率が30〜75質量%となる長繊維強化ポリプレピレン樹脂成形材料の製造方法であって、前記集束剤として、重量平均分子量が10,000〜50,000、かつ、酸価が10〜50mg[KOH/g]である酸変性ポリプロピレン樹脂と、シランカップリング剤と、ポリウレタン樹脂とを含む組成物を用い、前記ガラス繊維束100質量部に対し、前記集束剤を固形分で0.1〜1.0質量部付着させる。
(もっと読む)
201 - 220 / 244
[ Back to top ]