
Fターム[4F202AB12]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 着色剤・顔料(←染色性改善剤) (45)
Fターム[4F202AB12]に分類される特許
1 - 20 / 45
射出成形方法及び射出成形用金型
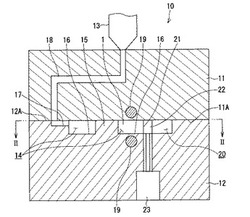
【課題】穴を有する成形品における樹脂材料の会合部に生ずる外観不具合(ウェルドライン)を抑制できること。
【解決手段】成形品に穴を形成するキャビティ14を備え、添加物が添加された樹脂材料1をキャビティ14内に充填させることで成形品を射出成形する射出成形用金型10であって、キャビティ14は、樹脂材料1が穴を形成すべく分岐して流れた後に会合するよう形成され、また、樹脂材料1の会合位置近傍に設けられた開口21を介してキャビティ14に連通する逃し空間20が設けられ、この逃し空間20内にキャビティ14内の樹脂材料が流入可能とされ、更に、開口21を開閉する開閉ピン22及びシリンダ装置23が設けられ、開閉ピン22は、キャビティ14内で樹脂材料1が会合した直後または会合する直前に開口21を開き、キャビティ14内で会合した樹脂材料1を、開口21を経て逃し空間20側へ流動させるよう構成されたものである。
(もっと読む)
メタリック樹脂成形における金型装置

【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面にゲル状粘着物が残ることなく成形品の表面平滑性が得られ、さらには、耐熱性をも備える離型用フィルムを提供する。
【解決手段】融点が140℃以上のフッ素含有ポリマーからなり、動的粘弾性での140℃における貯蔵弾性率が50MPa以下である離型用フィルム。なお、フッ素含有ポリマーは、テトラフルオロエチレン・ヘキサフルオロプロピレン・ビニリデンフロライド共重合体であることを特徴とする。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
射出成形用金型
【課題】キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにする。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも白色顔料と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がフッ素系材料から構成され、ロックウェル硬度Rスケールで50以上の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも充填材と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がセラミック系材料またはフッ素系材料から構成され、特定の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
リフレクター用樹脂組成物、リフレクター用樹脂フレーム、リフレクター、及び半導体発光装置
【課題】リフレクターとする際の成形性及び生産性が高く、リフレクターとした場合に優れた耐熱性を発揮し得るリフレクター用樹脂組成物、当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法を提供する。
【解決手段】ポリメチルペンテン樹脂と、白色顔料と、球状溶融シリカ粒子及び/又は異形断面ガラス繊維と、を含むリフレクター用樹脂組成物、及び当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法である。
(もっと読む)
樹脂成形品
【課題】光輝材に対する制約を不要としつつ、ウエルドラインやヒケの発生を防止する。
【解決手段】
本発明の樹脂成形品1,1Aは、一端部側から他端部側に樹脂が射出される本体部2と、本体部2の一方の面2aに突設される立体部3と、対向する一対の長辺11を有し、立体部3を支持するように本体部2に突設される補強リブ5とを備え、補強リブ5が設置される立体部3の設置面3aに対して一対の長辺11を斜めに配置した時に樹脂の流動方向8に沿って一対の長辺11を直線状に結ぶ線分13の寸法をbとし、立体部3の設置面3aに対して一対の長辺11を垂直に配置した時の補強リブ5の長さ寸法をcとし、立体部3の設置面3aに対して一対の長辺11を平行に配置した時の補強リブ5の幅寸法をdとした場合に、補強リブ5は、条件d<b<cを充足するように、樹脂の流動方向8に対して斜めに設けられていることを特徴とする。
(もっと読む)
トルクリミッタおよびその再生方法
【課題】外環部材に挿入された内輪を締め付けるコイルばねの緊縛力を利用したばね式のトルクリミッタの軽量化を図る。
【解決手段】外環部材1の内側に回転自在に挿入した内輪2に、その外径面を締め付ける小径部3aを有するコイルばね3を装着し、そのコイルばね3の一端のフック部3cを外環部材1に連結し、他端のフック部3dを外環部材1に回転可能に嵌め込まれた調整リング4に連結したトルクリミッタにおいて、内輪2を熱可塑性樹脂であるポリアセタールの射出成形により形成するようにした。これにより、従来の金属製内輪を用いた場合よりも内輪単体およびトルクリミッタ全体を軽量化することができる。
(もっと読む)
メタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法
【課題】 複雑な形状の自動車用部品を対象とし、成形樹脂の組成(メタリック粒子の配向性、ベース樹脂の流動性)、金型改良及び成形条件を総合的に考慮し、最適化することで、光輝感とメタリック粒子の配向のバラツキなどによる外観不良が出ない高品位の無塗装メタリック樹脂射出成形品の製造方法とその品質評価方法を提供することを目的とする。
【解決手段】 本発明は、所定のメタリック樹脂(アルミニウム粒子、パール粒子及び着色剤を所定の割合で混練したペレット)を用いて射出成形を行うことにおいて、金型の構成と成形条件の選択により樹脂中のメタリック粒子の配向角度は好ましくは2°〜45、最も好ましくは4°〜23°となるようにしたことを特徴とするメタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法。
(もっと読む)
金型製造方法、および光学シートの製造方法
【課題】プリズム部および光吸収部の形状が複雑なものであっても、これを適切に製造することができる金型製造方法を提供する。
【解決手段】円柱状体の外周面の周方向に沿って溝を形成することにより金型を製造する方法であって、溝の長手方向に直交する断面において、溝のうち対向する壁部の少なくとも一方の壁部が、折れ曲がるように形成された2つの面を有して形成され、折れ曲がるように形成された2つの面の1つを形成する第一の切削バイトと、他の1つの面を形成する第一の切削バイトとは異なる形状の第二の切削バイトとが、円柱状体の軸線方向に並列され、第一の切削バイトにより切削をおこない、これに追随して第二の切削バイトでさらに切削することにより溝が形成されることを特徴とする。
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
射出成形型
【課題】ウェルドラインの発生を有効且つ効果的に防止し得る射出成形型を提供する。
【解決手段】光輝材を添加した樹脂材料を使用し、捨てリブを有する射出成形品を製造する。捨てリブ101に対応する捨てリブ部17において、キャビティ14との結合部にアールRを付し、捨てリブ部17とキャビティ14とを滑らかに結合する。
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
射出成形型及び射出成形品の製造方法
【課題】射出成形品の外観品質を良好なものとする。
【解決手段】射出成形品の意匠面とならない部位から突出形成される捨てリブに対応して、キャビティの所定の部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。射出成形品の意匠面の端部がパーティングライン上に設定されており、該パーティングライン上に沿ったキャビティ面において、意匠面から内側へ偏倚して前記捨てリブ部17を付設形成し、捨てリブ部17とキャビティとが接続する接続部17aの意匠面100a側の一部または全部が湾曲形状に形成される。
(もっと読む)
含フッ素高分岐ポリマーを用いた界面接着性制御
【課題】マトリクス樹脂に対する混合、分散性に優れ、マトリクス樹脂中で凝集を起こさず、しかも従来の線状高分子からなる剥離剤と比べて、該組成物の成形加工工程における混合・成形機械や金型への離型性、或いはフィルム等の他の樹脂成形品に対する剥離性等に優れる内部剥離剤並びに該内部剥離剤を用いることによる樹脂成形品の界面接着性の制御方法を提供すること。
【解決手段】本発明は、第1観点として、分子内に2個以上のラジカル重合性二重結合を有するモノマーAと、分子内にフルオロアルキル基及び少なくとも1個のラジカル重合性二重結合を有するモノマーBとを、該モノマーA及び該モノマーBの合計モルに対して、5モル%以上200モル%以下の重合開始剤Cの存在下で重合させることにより得られる、含フッ素高分岐ポリマーからなる内部剥離剤並びに該内部剥離剤を用いる樹脂成形品における界面接着性の制御方法。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】白色度が30%以上である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。熱可塑性樹脂組成物6Aは、熱可塑性樹脂成形品としたときの白色度が30%以上となるよう、熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部、着色剤を0.05〜30質量部含有してなる。
(もっと読む)
1 - 20 / 45
[ Back to top ]