
Fターム[4F202AD05]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 材料 (1,560) | プラスチック (727)
Fターム[4F202AD05]に分類される特許
201 - 220 / 727
金型を使う成形品の製造方法および金型装置
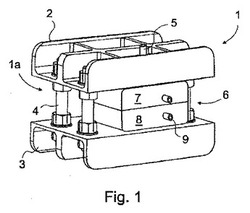
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
シートの圧縮成形用金型及びシートの製造方法

【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
離型フィルム
【課題】耐熱性、成形性、離型性を同時に備えた離型フィルムを提供する。
【解決手段】融点が210℃以上245℃以下、および配向係数が0.10以上0.16以下の基材フィルムの少なくとも片方の面に、帯電防止性を有する成分と離型性を有する成分とを構成成分として含有する離型層を設けた離型フィルム。さらに、離型性を有する成分が、ポリビニルアルコール又はポリエチレンイミンを塩素化アルキロイル又はアルキルイソシアネートで長鎖アルキル化した共重合体であり、帯電防止性を有する成分が、第四級アンモニウム塩型カチオン化合物である離型フィルム。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
複合光学素子及びその製造方法
【課題】樹脂の吐出量を正確に制御しなくてもバリの形成を防ぐことができる複合光学素子とその製造方法を提供する。
【解決手段】光学基材11の接合面上に紫外線硬化型樹脂12を滴下し、金型14の成形面14aで樹脂12を押延し、この樹脂12に紫外線を照射して硬化させる。金型14の成形面14aで樹脂12を押延する工程では、樹脂12の金型と接触する面の周縁と成形面14aの周縁とが一致するまで樹脂12を押延する。さらに、成形面14aの周縁と樹脂12の基材接触面の周縁とを最短距離で結んだ直線と光学基材11の光軸O−Oとがなす角度をθとしたときに、0.5≦tanθ≦2を満たすように樹脂12を押延する。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接水分を供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型3と、成形型3の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面に液状の水分を供給して離型を促進する水分供給部8と、水分供給部8に接続される水分供給系7と、を備え、水分供給部8は、水分供給系7から供給された水を噴出する複数の噴出孔であることを特徴とする。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
皮革インサート成形品とその製造方法
【課題】 金型への皮革のセットが容易で、皮革をインサート成形品の表面に部分的に組み込んだデザインでも隙間や端面露出の問題がない皮革インサート成形品とその製造方法を提供する。
【解決手段】 皮革インサート材が外面に積層された一次成形樹脂部をコア型に密着させたまま、二次成形型に移動させ、基体シート上に剥離層、隠蔽層及び接着層が順次積層された転写シートを二次成形用キャビティに吸着させた状態で型閉めし、前記二次成形用キャビティに二次成形樹脂を射出することにより、前記一次成形樹脂部及び前記皮革インサート材と一体に且つ前記皮革インサート材が周縁部を除いて露出するように、外面に隠蔽層を形成した二次成形樹脂部を成形し、前記二次成形型と前記コア型との型開き時または型開き後に、前記基体シートを剥離する。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するに際し、被覆材が樹脂製品の裏面側に流出するのを防止する型内被覆用金型を提供する。
【解決手段】 樹脂製品の表面側の金型7と樹脂製品の裏面側の金型8によりキャビティ12を形成し、このキャビティ12に溶融樹脂14を射出して樹脂製品1を成形し、この樹脂製品1の表面1aに被覆材3をコーティングする型内被覆用金型6において、被覆材3の注入部5に臨むキャビティ12aを形成する樹脂製品の裏面側の金型8の周縁部に凹部15を設け、この凹部15とキャビティ12aにより成形され収縮した樹脂14が樹脂製品の裏面側の金型8と樹脂製品の表面側の金型7に密着して樹脂製品1の裏面1b側に流出する被覆材3のシール部を形成する。
(もっと読む)
型内被覆用金型
【課題】インモールドコート法を実施するに際し、被覆材がランナを越えてスプルー側に流入するのを防止することができる型内被覆用金型を提供する。
【解決手段】固定金型2と可動金型3によりキャビティ12を形成し、このキャビティ12に溶融樹脂10を射出して樹脂製品13を成形し、この樹脂製品13に被覆を施す型内被覆用金型1において、溶融樹脂10を通すランナ5に凸部11を設け、この凸部11に収縮した樹脂10が密着してシール部を形成する。
(もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
防水コネクタ部品製造装置
【課題】インサートとなる樹脂部品を、インサート成形用の中子にセットする際に、当該樹脂部品の傷付き及び削れを抑制する製造装置を提供する。
【解決手段】一方側が開口すると共に他方側が蓋部で閉塞された略筒状のホルダ15を、インサート成形用の中子に被せるようにセットして、ホルダ15にシール部が一体形成された防水コネクタ部品を形成するための防水コネクタ部品製造装置であり、インサート成形装置と樹脂部品セット装置とを備えている。樹脂部品セット装置は、一対の挟持部62によりホルダ15を挟持方向に対して略直交する面内で姿勢変更可能に支持する挟持部62と、挟持部62を挟持部62に沿って移動可能に支持する挟持部可動支持部80とを備えている。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】白色度が30%以上である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。熱可塑性樹脂組成物6Aは、熱可塑性樹脂成形品としたときの白色度が30%以上となるよう、熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部、着色剤を0.05〜30質量部含有してなる。
(もっと読む)
熱硬化性樹脂レンズの成形方法、成形装置、熱硬化性樹脂レンズ及び成形用フレーム
【目的】熱硬化性樹脂レンズの成形に際し、離型のための突き出しピン構造を採用しても、注入樹脂材料の高い流動性に起因する問題が生じにくい成形方法、成形装置、成形レンズ及び成形に用いる成形用フレームを得る。
【構成】一対の割型10、20のレンズ成形空間に対応する逃げ開口31と、この逃げ開口31からレンズ成形空間内に向けて突出して形成した連結突出部(32、33)とを有する成形用フレーム30を準備し、一対の割型10、20の間に、逃げ開口31の位置をレンズ成形空間の位置に合致させて成形用フレーム30を挟着し、レンズ成形空間内に熱硬化性樹脂を注入し、加熱して硬化させて、連結突出部(32、33)に結合された熱硬化性樹脂レンズ40を成形し、一対の割型10、20を開いた状態で、成形用フレーム30に、レンズ成形空間の外側において突き出し離型部材23を当接させ、連結突出部(32、33)を介してレンズ成形空間内に成形されたレンズ40を割型から離型させる熱硬化性樹脂レンズの成形方法。
(もっと読む)
201 - 220 / 727
[ Back to top ]