
Fターム[4F202AD05]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 材料 (1,560) | プラスチック (727)
Fターム[4F202AD05]に分類される特許
141 - 160 / 727
多層成形品の成形方法及び成形システム
【課題】1次成形品及び2次成形品の成形サイクルタイムのいずれが長い場合であっても、2次成形品の生産サイクルタイムを長い方の成形サイクルタイムより短くすることができる多層成形品の成形方法及び成形システムを提供する。
【解決手段】1次成形品表面の一部又は全面に溶融樹脂を積層させ2次成形品を成形する多層成形品の成形方法において、成形サイクルタイムの長い方の成形品を成形する複数の射出成形装置を備え、それぞれの成形サイクル開始時間又は成形サイクル完了時間を相違させ、2次成形品の生産サイクルタイムが最短、かつ毎サイクル同じになるように、成形サイクルタイムが短い方の成形品を成形する射出成形装置A及び複数の射出成形装置のそれぞれの成形サイクルタイムと、成形サイクル開始時間と、成形サイクル完了時間とが制御される。
(もっと読む)
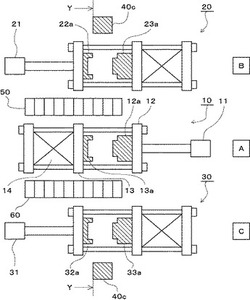
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 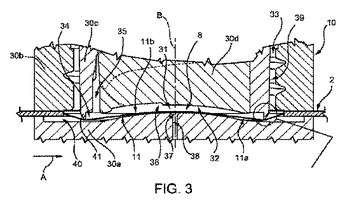 (もっと読む)
(もっと読む)
シート用パッドの製造方法およびシート用パッド

【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
2色成形加飾品形成金型、2色成形加飾品の製造方法および2色成形加飾品
【課題】 2色成形加飾品の製造過程で1次キャビティ型とコア型とを型閉じする途中でインサートシートの脱落が生じず、また、位置決めピンの先端部とコア型のキャビティ面との間で1次成形樹脂部による樹脂バリが生じず、2色成形加飾品の製品外観不良が発生しない。
【解決手段】 基体シート上に加飾層が積層されたインサートシートが配置される1次キャビティ型と、2次キャビティ型と、コア型とを備え、
1次キャビティ型には、予備成形されたインサートシートの位置決め孔に挿入される位置決めピンが、1次キャビティ型に対して型開閉方向に移動可能なように弾性体を介してキャビティ面から突出するように設置され、
1次キャビティ型とコア型とによって1次成形樹脂部の表面にインサートシートが積層された1次成形加飾品を形成可能であり、
2次キャビティ型とコア型とによって1次成形加飾品の表面に2次成形樹脂部を形成可能であることを特徴とする2色成形加飾品形成金型とする。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
型の製造方法、および当該型を用いた賦形による光学シートの製造方法
【課題】所定の凹凸形状を有するシートを賦形により製造するための型を容易かつ精度良く製造する方法を提供する。
【解決手段】凹凸形状を有する光学シート40を賦形するための成型用型70は、中心軸線CAを有する円柱状の型用基材80と、型用基材80の外周面80aに形成された溝76と、型用基材80の外周面80aに形成された凹部74と、を有している。このような成型用型を製造する方法は、円柱状の型用基材80の外周面80aに凹部74を形成する工程と、凹部74内に被覆材81を塗布する工程と、型用基材80の外周面80aおよび凹部74内の被覆材81とをバイト88により切削することによって、型用基材80の外周面80aに溝76を形成する工程と、を備えている。被覆材81は、少なくとも、凹部74と溝76との接続箇所78であって、切削方向において上流側に位置する上流側接続箇所79aを覆うよう凹部74内に塗布されている
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
プラスチック材料を用いてインサート成形された構成部材を製造するための装置及びインサート成形された構成部材
本発明は、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)であって、型工具(11;11a)を備え、型工具(11;11a)が、パーティング面(15)内で互いに協働する少なくとも2つの型要素(13,14)を有しており、両型要素(13,14)に、プラスチック材料(1)を用いてインサート成形された構成部材(5)の外側の形状を形成するための凹部(17,18)が形成されており、型要素(13,14)の少なくとも1つに、型工具(11;11a)内へのプラスチック材料(1)の進入時に型工具(11;11a)内に存在する空気又はガスを逃がすことが可能な排気通路(27;27a)が形成されている、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)に関する。本発明により、排気通路(27;27a)は、排気通路(27;27a)からのプラスチック材料(1)の流出を阻止する閉鎖要素(25;25a)の構成要素であるようにした。 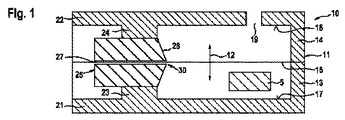 (もっと読む)
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
中空体の製造方法
【課題】生産効率がよく、中空部を有していても一体に成形可能な中空体の製造方法を提供すること。
【解決手段】給水装置Xに用いられ、中空部を有する中空体Yの製造方法として、中空体Yの外形に対応した金型100内に、水溶性又は加水分解型の第1の樹脂材料の中子103を配置させ、金型100に非加水分解型であって疎水性を有する第2の樹脂材料を充填し、中空体Yを射出成形する工程と、射出成形された中空体Yの中空部に位置する中子103を加水分解により除去させる工程と、を備える構成とする。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
構造体、成形型を生産するための方法および装置
成形による硬化性材料から構造体を作り出す方法が記述される。方法の第1のステップにおいて、成形型は表面上に配置される。その結果、成形型および表面の間の領域では、硬化性材料が、表面および表面に対向する成形型の成形する表面に接触する。それで、付加的な硬化性材料は、領域に流れ込み続けることが可能となる。第2のステップにおいて、硬化性材料が局所的に変わる異なる速度で硬化するように、局所的に変化する方法で硬化性材料の領域に光が照射される。その結果、硬化性材料の硬化の間に生じる収縮は、付加的な硬化性材料によって補償される。方法の第3のステップにおいて、一定圧力が付加的な硬化性材料に加えられる。さらに、光学部品のための成形型と同様に成型によって、硬化性材料から構造体を作り出すための第2の方法および装置が説明される。 (もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
撮像レンズユニットの製造方法及び成形金型装置
【課題】光学レンズのホルダーとカバーとの位置ズレを抑制できる撮像レンズユニットの製造方法及びそのための成形金型を提供する。
【解決手段】成形金型装置20は、固定型24と可動型22とを有している。成形金型装置20では、固定型24と可動型22とのうち、少なくとも一方を他方に対して型開閉方向とは直交する方向に移動させることにより、ホルダー2とカバー4とを整合位置に移動させ、当該整合位置で固定型24と可動型22とを型締め可能である。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
ガスケット、ガスケットの製造方法、光学素子の製造方法
【課題】フィルム部材を良好に配置することができるガスケット、ガスケットの製造方法、及び、ガスケットを用いた光学素子の製造方法を提供する。
【解決手段】筒状の本体部(2)と、本体部(2)の内側に配置されるフィルム部材(F)と、を備え、本体部(2)とフィルム部材(F)とが一体成形され、フィルム部材(F)の外縁部(Fo)が本体部(2)に埋設されている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造方法
【課題】インサート材の周囲に樹脂部を備え、強度と美観を向上させた樹脂成形品、及びその製造方法を提供する。
【解決手段】凹部を有するシート材4と、凹部に配置され、裏面がシート材4の表面に接着した平板状のインサート材3と、シート材4の表面がインサート材3の側面に密着するように、シート材4の裏面、かつインサート材3の周囲に、射出成形により環状に形成された樹脂部7と、を備えた。
(もっと読む)
141 - 160 / 727
[ Back to top ]