
Fターム[4F202AD05]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 材料 (1,560) | プラスチック (727)
Fターム[4F202AD05]に分類される特許
161 - 180 / 727
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
成形体及びその成形方法

【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
透明性インサート材を備えた樹脂成形品及びその製造に用いる金型及び樹脂成形品の製造方法
【課題】透明性のインサート材の外周に形成された樹脂部の強度を向上させた樹脂成形品、及びその製造のための金型、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品Pは、透明性のインサート材3と、インサート材3の外周に配置された金属製のフレーム材4と、インサート材3とフレーム材4とに亘って裏面側から接着される粘着シート5とを備え、インサート材3を囲繞するとともに、フレーム材4の周縁部4Aの少なくとも一部に係合した状態に樹脂部7を形成した。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
多材射出成形機および多材射出成形方法
【課題】必要とされる型締力の割に生産効率がよく、型開閉に伴う成形サイクルを短縮することが可能な多材射出成形機および多材射出成形方法を提供する。
【解決手段】多材射出成形機10は、第1の盤12に取付けられる金型14,15と、第2の盤13に取付けられる金型21,22と、金型14,15と金型21,22との間に配設される中間金型27と、中間金型27またはそのキャビティ28を少なくとも型開閉方向と直交する方向に移動させる移動機構29と、金型14および中間金型27の間と金型21および中間金型27の間にそれぞれ形成される複数の一次キャビティC1,C1に射出を行う第1の射出装置31と、金型15および中間金型27の間と金型22と中間金型27の間にそれぞれ形成され前記一次キャビティC1,C1と形状の異なる複数の他のキャビティC2,C2に射出を行う第1の射出装置31以外の他の射出装置32とを備える。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
プリプレス金型内部の転写フィルムの金型内部転写方法
【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
(もっと読む)
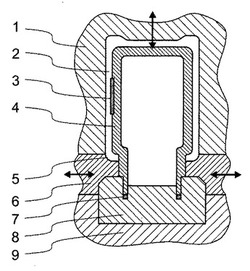
管継手及びその製造方法、並びに射出成形用金型
【課題】内側コーナー部が円弧状曲面の樹脂製管継手を、溶接・切削等の追加工を必要とせず、射出成形法により簡便に製作する技術を提供することを目的とする。
【解決手段】本発明の射出成形における金型、内筒体及び外包体(最終製品である継手に相当)の配置図に示されるように、まず、継手の内側コーナー部16に接する面が円弧状である内筒体11を金型にインサートする。内筒体11は外包体12との剥離性が良いシリコンが望ましい。また、内筒体の潰れ防止のためにコアピン19が挿入されている。内筒体11の回りに、例えばフッ素樹脂が充填され、管継手が成形される。成形品を金型から取り出し、コアピン19を除去、その後、内筒体11を引き抜いて取り除き、内側コーナー部16が円弧状曲面の外包体(管継手)が得られる。
(もっと読む)
射出成形体の製造方法および製造装置
【課題】一次射出されたハウジング3とレンズ部4とを二次射出により一体化してサイドターンランプ1を製造する作業をより効率化する。
【解決手段】第一射出装置6で射出したハウジング3を金型6−2ともどもターンテーブル13に移送し、該テーブル13の旋回途中で光源2を組み込んだ後、ハウジング付き金型6−2を、レンズ部4が射出成形されている第二射出装置7に移送させて該第二射出装置7で二次射出をし、該製造されたサイドターンランプ1を、金型6−2ともどもターンテーブル13に移送し、テーブル13の旋回途中で取り出すようにした。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
発泡樹脂成形品の製造方法及び製造設備
【課題】少なくとも一部が合成樹脂からなる副資材を容易に金型内面の湾曲面に沿って延在するように配置することができ、且つ成形後の脱型も容易な発泡樹脂成形品の製造方法及び製造設備を提供する。
【解決手段】工場の床にサーキット状のレール10が敷設され、台車11がこのレール10に沿って移動可能に設置されている。台車11上に、発泡成形用金型12と、合成樹脂製の副資材13を収容し、且つ副資材13を、該合成樹脂の曲げ強度及び曲げ弾性率が所定値以下となる温度以上の温度に加温するための副資材加温装置14が設置されている。副資材組み付けゾーンにおいて、副資材加温装置14から副資材13を取り出し、この副資材13をキャビティ12a内の副資材配置予定領域12bに配置し、係止部に係止する。その後、発泡成形を行う。
(もっと読む)
合成樹脂製の中空成形品の製造方法
【課題】接合ムラの発生を防止し、接合部の長手方向の全長にわたって均一に確実に接合する上で有利な合成樹脂製の中空成形品の製造方法を提供すること。
【解決手段】1次成形において、開口縁に接合部14を有する一対の半中空体12を射出成形する。一対の半中空体12の各接合部14は、内部空間16寄りに位置する内壁30と、内壁30に対向して内部空間16と反対側に位置する外壁32と、内壁30の基部と外壁32の基部とを接続する接続壁34とを有している。凹部18はそれら内壁30と外壁32と接続壁34とにより形成されている。2次成形において、一対の半中空体12の接合部14を合わせ、それら接合部14の凹部18で形成された接合用通路20に溶融樹脂を射出して接合部14相互を接合する。より詳細に説明すると、溶融樹脂の接合用通路20への充填完了と同時に、接合用通路20に充填された溶融樹脂の圧力を高める。
(もっと読む)
機能性フィルムを含むレンズ製造用ガスケット、およびこのガスケットを使用するプラスチックレンズの製造方法
【課題】様々な形状の機能性フィルムに対応可能であり、機能性レンズの生産性向上に寄与し得るガスケットを提供すること。
【解決手段】機能性フィルムを含むレンズを製造するために使用されるガスケット。レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなる。前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有する。
(もっと読む)
発泡樹脂基材の成形方法並びに成形金型
【課題】表皮を真空貼着してなる積層成形品における発泡樹脂基材の成形方法並びに成形金型であって、発泡樹脂基材に開設するバキューム孔周縁部に形状垂れが生じることがなく、精度の良い成形を可能にする。
【解決手段】発泡樹脂基材21は、キャビティ型50とコア型60で画成されるキャビティC内に発泡樹脂材料Mを射出充填し、その後、キャビティ型50を後退操作して、型クリアランスを拡げて発泡反応を行なわせて成形するが、コア型60に突設するバキューム孔形成用突起63は、型抜き勾配を考慮したテーパー状に形状設定され、更に、バキューム孔形成用突起63に対応するキャビティ型50の型面には、リング状突起52、リブ53、絞模様54等の凹凸部を形成し、キャビティ型50の後退操作時における半成形品Pの追従性を高めることで、バキューム孔23周縁部の形状垂れを抑え、積層成形品20の外観性能並びに手触り感を高める。
(もっと読む)
複合材成形品の成形方法
【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
多色成形品の成形方法並びに成形金型
【課題】トリム本体とオーナメントとを一体化した多色成形品の成形方法並びに成形金型であって、成形性能、外観見栄えを高め、かつ容量のコンパクト化を図る。
【解決手段】成形金型40は、相互に型締め、型開き可能な成形上下型50,60と、成形下型60に配置され、オーナメント30を成形する際に使用する分割入子70と、分割入子70の長手方向両端に設けた斜面カム機構80とから構成し、斜面カム機構80のシリンダ82を伸長動作させて、スライド駒81の前進動作に連繋して、分割入子70を上昇させて、成形上型50と分割入子70とでオーナメント用キャビティC2を画成し、オーナメント30を成形する。次いで、スライド駒81を後退操作して、分割入子70を下降操作し、本体用キャビティC1内に第1の溶融樹脂M1を射出充填して、ドアトリム本体20を所要形状に成形するとともに、オーナメント30と一体化する。
(もっと読む)
電子構成部材を作製する方法および電子構成部材
【課題】電子構成部材作製方法を提供して、マイクロ構成素子、殊に加速度センサをその被覆部ないしはカバーに対して精確な位置でオーバーモールドできるようにすること。
【解決手段】本発明の電子構成部材(1)を作製する方法はつぎのステップ、すなわち、
− 成形型枠に対して相対的にマイクロ構成素子(2)を固定する支持装置(16)に、このマイクロ構成素子(2)を入れるステップと、
− マイクロ構成素子(2)を第1被覆(3)によってオーバーモールドするステップと、
− 第2被覆(4)によって第1被覆(3)をオーバーモールドして、第1被覆(3)および第2被覆(4)とによってケーシング(11)が構成されるようにするステップと、
− 第2被覆(4)が凝固する前および/または成形型枠を第2被覆(4)によって完全に充填する前にケーシング(11)から支持装置(16)を引き出すステップとを有する。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
161 - 180 / 727
[ Back to top ]