
Fターム[4F202AH11]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 機械要素 (481) | 管継ぎ手 (60)
Fターム[4F202AH11]に分類される特許
1 - 20 / 60
合成樹脂製中空曲管の製造方法
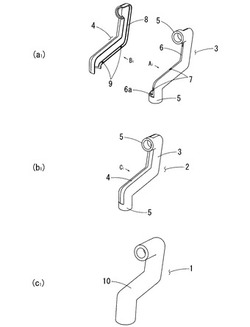
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
ダクトの製造方法

【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
継手の製造方法
【課題】内筒部にシール部材が装着された後に外部からそのシール部材を視認することができ、シール部材の装着忘れを防止することができる継手の製造方法を提供する。
【解決手段】継手本体13の外周面を成形する一対の分割型31と、分割型31に貫通されて内筒部の嵌着溝を成形する入れ子41と、差込空間及び内筒部の内側の流路を成形するスライドコア33、38とを備えた成形用金型30を型締めし、該成形用金型内に形成されるキャビティに溶融樹脂を射出して成形することにより、継手本体13に樹脂パイプが差し込まれる差込空間を形成する内筒部及び外筒部が一体形成され、内筒部の外周面には外端部よりも内端側に位置する嵌着溝が設けられ、シール部材の装着を外部から視認するための視認窓が外筒部の対向する位置に一対設けられた継手を製造することができる。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
成形装置
【課題】バリの発生を抑制して複雑な形状の成形品を成形することができる成形装置を提供する。
【解決手段】本装置は、成形型34の内部に、第1空洞部8を形成するための第1スライドピン31と、第1空洞部に連通する第2空洞部9を形成するための第2スライドピン32と、を備える成形装置30であって、第1スライドピンは、第1スライドピンのスライド軸C1回りに非回転とされ且つ第2スライドピンと当接する当接部35aを備える芯部35と、芯部の外周に摺接して第1スライドピンのスライド軸C1回りに回転可能とされる回転部36と、を備え、当接部及び第2スライドピンのうちの一方には、凹部39が設けられ、他方には凹部に嵌合する凸部40が設けられている。
(もっと読む)
片落レデューサの製造方法
【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
有孔中空管の製造方法および有孔中空管製造用型枠
【課題】生産性が向上するとともに、有孔中空管への各種加工が容易な有孔中空管の製造方法を提供する。
【解決手段】本発明は、外周面から内周面につながる複数の貫通孔を有する有孔中空管の製造方法において、前記有孔中空管の内部空間を形成する中子型と、前記有孔中空管の外周面を形成する基準面および前記複数の貫通孔を形成する凸部を有する、複数の主パーツによって分割可能に構成された主型と、を含む型枠内に樹脂を注入し、この樹脂を硬化した後、主型、中子型をこの順で取り外すことを特徴とする。
(もっと読む)
筒状部材成形用金型構造
【課題】コア金型に曲げ変形が生じることを防止でき、精度よく筒状部材を製造することを可能にする筒状部材成形用金型構造を提供する。
【解決手段】筒状のキャビティ金型と、このキャビティ金型の内孔に挿入設置されてキャビティ金型との間に射出空間を形成する棒状のコア金型10とを備え、射出空間に溶融樹脂を射出して筒状部材を成形するための筒状部材成形用金型構造であって、コア金型10の先端10b側に、コア金型10の先端10bから軸線O2方向外側に突出し、軸線O2中心の周方向に間隔をあけて配設された複数の突部19を備え、キャビティ金型の内孔にコア金型10を挿入設置するとともに複数の突部19をキャビティ金型の内面に当接させて、コア金型10の先端10b側を位置決め支持するようにした。
(もっと読む)
エレクトロフュージョン継手製造用の金型
【課題】金型設置作業に伴い、ターミナルピンと電熱線の接続部に断線などの破損が生じることを防止できるとともに、作業効率を向上させることが可能なエレクトロフュージョン継手製造用の金型を提供する。
【解決手段】棒状の内型16と筒状の外型17とを備えて金型Bを構成する。また、ピン挿入孔16cを備えるとともに他端16b側に係合部18を備えて内型16を形成し、射出空間形成部19よりも他端17b側に位置する内孔部分に係合受部20を備えて外型17を形成する。そして、ピン挿入孔16cにターミナルピン3を挿入して内型16を設置し、係合部18と係合受部20を係合させて外型17を設置した状態で、ターミナルピン3と内型16と外型17の互いの軸線O1、O2、O5が同軸上に配され、且つ内型16の外周面と外型17の内周面との間に射出空間Hが形成されるように構成する。
(もっと読む)
エレクトロフュージョン継手製造用コアの支持構造
【課題】スライドテーブルに設置したコアに傾きが生じることを確実に防止できるエレクトロフュージョン継手製造用コアの支持構造を提供する。
【解決手段】前後方向T1に所定の間隔をあけてスライドテーブル4に設けられて各フランジ部11、12を支持する第1支持部材20と第2支持部材21を備えるとともに、スライドテーブル4に設けられてコア10の他端部10b側のコア保持部19を支持する第3支持部材24と、コア10を金型内のセット位置に搬送した状態でコア10の一端部側のコア保持部18を支持する第4支持部材23とを備えて、コア10を少なくとも4点で支持するように構成する。
(もっと読む)
管継手及びその製造方法、並びに射出成形用金型
【課題】内側コーナー部が円弧状曲面の樹脂製管継手を、溶接・切削等の追加工を必要とせず、射出成形法により簡便に製作する技術を提供することを目的とする。
【解決手段】本発明の射出成形における金型、内筒体及び外包体(最終製品である継手に相当)の配置図に示されるように、まず、継手の内側コーナー部16に接する面が円弧状である内筒体11を金型にインサートする。内筒体11は外包体12との剥離性が良いシリコンが望ましい。また、内筒体の潰れ防止のためにコアピン19が挿入されている。内筒体11の回りに、例えばフッ素樹脂が充填され、管継手が成形される。成形品を金型から取り出し、コアピン19を除去、その後、内筒体11を引き抜いて取り除き、内側コーナー部16が円弧状曲面の外包体(管継手)が得られる。
(もっと読む)
管体およびDSI成形による管体の製造方法
【課題】2次成形時の変形を抑制でき寸法精度の向上を図る上で有利な管体およびDSI成形による管体の製造方法を提供する。
【解決手段】第1の管体12は第1の接合部20を有し、第2の管体14は第4の接合部26を有する。2つの半管体16は、半管部1602の長さ方向の両端にそれぞれ設けられた第2の接合部22と半管部1602の周方向の両端にそれぞれ設けられた第3の接合部24とを有する。第3の接合部24が合わされることで2つの第1の接合用通路28が設けられる。各第2の接合部22と第1の接合部20が合わされることで第2の接合用通路30が設けられる。各第2の接合部22と第4の接合部26が合わされることで第3の接合用通路32が設けられる。第1、第2、第3の接合用通路に充填された溶融樹脂34により第1、第2の管体と2つの半管体とが接合されて管体10が構成される。
(もっと読む)
成形型、この成形型を用いたゴム成形品の製造方法およびエアインテークダクト用シール材
【課題】インサート部材に付与された接着剤の剥離を防ぐ。
【解決手段】成形型40は、接着剤が付与されたインサート部材38がセットされる型面部52を有する下型42と、型面部52との間にフランジ部36に合わせたフランジ成形部分46cを画成する上型44と、下型42側にフランジ成形部分46cの端部に開口するよう設けられ、該フランジ成形部分46cに対する未架橋ゴムの注入口となる流入部50と、型面部52にセットされたインサート部材38と流入部50との間に位置して、該型面部52に設けられた堰部54とを備えている。
(もっと読む)
分岐ホースの製造方法及び分岐ホース前駆体
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法、及び分岐ホース前駆体を提供する。
【解決手段】中芯2と外型とを用いて分岐ホース前駆体6を射出成形する。分岐ホース前駆体6は、分岐ホース1と、分岐ホース1の連通穴15を閉塞する閉塞部17と、閉塞部17の分岐通路12に面する頂面17aに連結され分岐通路12側に延びるつまみ部18とを有する。外型離型後、ホース本体11と中芯2との間に、気体7を注入して中芯2を分岐ホース前駆体6から取り去る。つまみ部18を把持して分岐通路12側に引き出すことにより閉塞部17を、分岐部13から破断させ、つまみ部18を閉塞部17とともに分岐通路12から取り出して、連通穴15を開口させる。
(もっと読む)
分岐ホースの製造方法
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
内面にアンダ−カットのある射出金型構造及びその作動法
【課題】従来のエルボーには、金型コアー突合せの関係で内面内側部分に給水管挿入ストッパー突起があり、この部分が給水管継ぎ手等では大きなヘッドロス(エネルギー損出)を起こしている。チーズの場合も同様である。ヘッドロスの少ないエルボー、チーズの金型構造、その作動方法を提供する。
【解決手段】給水管継ぎ手エルボーの内面内側の給水管挿入ストッパー突起(3−1)をR形状(3−2)に改良し、またストッパーの段差(2)を低くし、内面外側を半円周のみの形状とする。給水管継ぎ手チーズにおいてもエルボーと同様ストッパー突起をR形状に改良し、ストッパーの段差を低くし、内面外側を半円周のみとする。
(もっと読む)
等速ジョイント
【課題】射出成形によって3つのボールポケットが空いたケージを成形する等速ジョイントにおいて、過大なトルクがケージに負荷された場合に破断する危険性の高いボールポケットを減らす。
【解決手段】サブマリンゲートで形成されるケージ10の1点の射出成形ゲートを、ケージ外周面のうち、ケージ10の中心軸線方向の位置に関して3つのボールポケット12、12、12の最大径になる位置から反第2軸11側の位置であって、円周方向の位置に関して隣り合うボールポケット12、12の間の壁部に設けることにより、3つある反第2軸11側の端部14とボールポケット12との間の最も狭い部分のうち、少なくとも2つからウェルド部分を外し、破断する危険性の高いボールポケット12を少なくとも2つ減らした。
(もっと読む)
管継ぎ手の製造方法
【課題】 吸水膨張性不織布を使用した管継手をインサート成形により製造する際に、中子に捲回した吸水膨張性不織布がバリになって管継手外周面に露出するという成形不良の発生を防止する。
【解決手段】 吸水膨張性不織布を管継ぎ手本体部の内周面に備え、管継手本体部の外周に管継手軸方向に延在するリブを有する合成樹脂製管継ぎ手の製造方法において、射出成形型の中子に吸水膨張性不織布を捲回設置する第1工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成する本体形成部と、リブを形成するリブ形成部とからなるキャビティを形成する第2工程、キャビティに樹脂を射出する第3工程により管継手を製造するとともに、キャビティ金型の分割面に隣接するようにリブ形成部を設けておく。
(もっと読む)
1 - 20 / 60
[ Back to top ]