
Fターム[4F202AH55]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 丸形容器(←びん、ジャー、タンク) (334)
Fターム[4F202AH55]に分類される特許
201 - 220 / 334
容器用型枠及びそれを用いた鉢形容器の製造方法
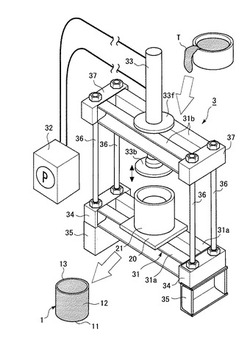
【課題】木材チップの最適な配合及び成型方法を確立することにより、所要の強度を有した見栄えのよい鉢形容器を製造することができる技術を提供すること。
【解決手段】接着剤が混入された木材チップTを型枠内で加圧成型することで、底部11と周壁部12とを有する鉢形容器1を制作するための容器用型枠2であって、基板20上にセットされる円筒状の外型枠21と、基板20上の外型枠21内にセットされる円錐台状の内型枠22と、基板20上の内型枠22と外型枠21との間に配置され、鉢形容器1の上縁部13を成型するリング型枠23とを備える。リング型枠23は、木材チップTに接触する成型面23aが鉢形容器1の上縁部13に丸みを付けるための曲面に形成されている。
(もっと読む)
インジェクションブロー成形瓶およびその金型

【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
インモールドラベル付き容器
【課題】容器本体に外力が作用した場合でも、インモールドラベルの合わせ部が位置する部分を起点とした割れの発生を防止できるインモールドラベル付き容器を提供する。
【解決手段】インモールドラベル20が成形金型内に配置され、この成形金型内に画成されたキャビティに原料を注入することで容器本体11が形成されるとともに容器本体11の外周面にインモールドラベル20が貼着されて構成されるインモールドラベル付き容器10において、インモールドラベル20は、その両端部が周方向に僅かに間隔をおいて貼着されて、インモールドラベル20の合わせ部21が画成されており、容器本体11のうち合わせ部21が位置する部分には、容器本体11の内周面から内方に向けて膨出して一段肉厚とされた肉盛部16が設けられていることを特徴とする。
(もっと読む)
帯状転写型材用の電鋳ロールおよびその製造方法
【課題】 光の干渉縞(ホログラム)や絵あるいは写真などの微小な凹凸による紋様を目詰まりの影響を回避しながら高速大量生産する場合に用いる帯状転写型材を作るための電鋳用のロール原版である電鋳ロールおよびこの電鋳ロールの製造方法を提供すること。
【解決手段】 微小凹凸を表面に備える電鋳用のロール21の最外周面に導電性セラミックスまたは導電性金属間化合物のコーティング層34を設け、このコーティング層34によって電鋳された帯状転写型材20の電鋳ロール21表面との密着性を小さくでき、剥離性を向上して円滑に剥離できるようにする。
これにより、鮮明な微小凹凸を備え耐久性に優れた電鋳ロールで得られる帯状転写型材により、光の干渉縞(ホログラム)や絵あるいは写真などの微小な凹凸による紋様を目詰まりの影響を回避しながら被転写体に転写して高速大量生産することができようにする。
(もっと読む)
シリンジ体
【課題】
【解決手段】射出成形により、長手方向に宛がわれた目盛りを有する中空円筒シリンジ体を生産する方法に関する。その目盛りは薄い担体フィルムに宛がわれ、その目盛りが付された担体フィルムは、射出成形過程の前に射出成形用金型に挿入される。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
プリフォームのロータリーゲートカット装置
【課題】 従来は、高速運転ができないとともに、カット刃の交換作業に時間がかかるばかりでなく、カット刃の調節が困難であった。
【解決手段】 プリフォームを搬送しながらゲートをカットするゲートカット機構を備えたプリフォームのゲートカット装置であって、前記ゲートカット機構は、プリフォームの口部を係止するガイド板と、回転自在に軸支してなりプリフォームの胴部を嵌合する凹部を外周部に所定のピッチで形成した送り車と、ユニットベースの上面に半径方向に複数配設したカッターユニット部と、カットしたゲート屑を排出するゲート屑回収手段と、プリフォームの口部を押圧するプリフォーム押圧手段とからなり、前記カッターユニット部は、上下動可能でプリフォームサイズによりハンドル操作にて位置設定ができるとともに、着脱自在に取り付けられており、カット刃の交換が容易である。
(もっと読む)
閉塞ロッド
プラスチック材容器を成型するための機械の射出ノズル閉塞ロッド(4)であって、これには、同じロッドの駆動空気圧ピストンを形成している各部材が、機械の稼働中に前記ピストンにかかる大きなストレスによって分解するのを適切に防ぐことが可能なロックシステムが設けられている。したがって、本発明にしたがうロッドは、ピストンが拘束されることを防ぎ、また同じようにロッドが固定されることを防ぎ、これによって、成型機械のメンテナンス作業が減少し、よって押し出し量が増加する。 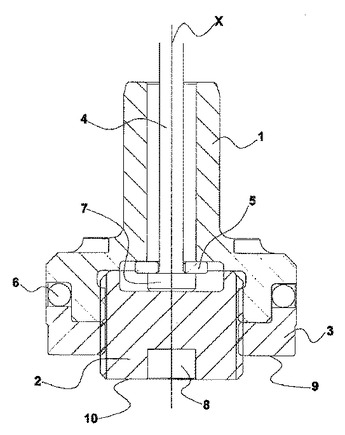 (もっと読む)
(もっと読む)
貯水タンクの製造方法、及び貯水タンク
【課題】自由なデザインのタンク本体を優れた品質で製造できる貯水タンクの製造方法を提供する。
【解決手段】第1の工程では、互いの周縁部61a、62a同士を重ね合わせることでタンク本体60の完成形状となる第1、第2のパーツ61、62を個々に射出成形によって製作する。第2の工程では、第1の工程を経て製作された第1、第2のパーツ61、62をその周縁部61a、62a同士を重ね合わせた状態で射出成形用の第1、第2の金型71、72内に装填し、その第1、第2のパーツ61、62の周縁部61a、62aの周囲に、溶融した樹脂を加圧注入して硬化させる。
(もっと読む)
薄肉樹脂製飲料ボトル製造装置
【課題】ホットパリソン方式で製造され、しかも自立や形状の維持が困難なほど薄肉軽量の樹脂製飲料ボトルを製造することの可能な装置を提供する。
【解決手段】薄肉樹脂製ボトル2の射出延伸ブロー成形機構10と、成形されたボトル2を取り出すためのボトル取出機構20と、取り出されたボトル2を一定の間隔をあけて懸吊しながら搬送するためのボトル吊下コンベア31を有するボトル搬送機構30とを備え、前記ボトル取出機構20が、一定間隔をあけた複数本のボトル2の列を懸吊しながら同時に前記ボトル吊下コンベア31へ移載することを特徴とする薄肉樹脂製飲料ボトル製造装置。
(もっと読む)
容器及びその製造方法
【課題】ラベルが局所に貼着されたインモールド容器を提供する。
【解決手段】射出成形材でできた容器本体の筒状周壁1にラベル3がインモールド成形により貼着された容器において、ラベルが帯状に形成され、このラベルが筒状周壁に局所的に巻回されている。ラベルにより容器の見栄えを高めることができる。また、筒状周壁のラベルから外れた箇所から中味を見ることができる。
(もっと読む)
熱可塑性容器の製造のための成型装置
【課題】従来のタイプの有する欠点を実質的に改善する鋳型1を提供する。
【解決手段】鋳型は、2つの半分の鋳型2、3を有し、それぞれの半分の鋳型は、支持部材5、6と鋳型ブロック7、8とを有し、1つの半分の鋳型において、支持部材と鋳型ブロックとの間に補正チャンバ20が形成され、単体構造の組立体35に結合される弾性復帰手段26と当接手段27とが挿入され、組立体は、支持部材5を貫通する孔36と、鋳型ブロック7に固定された一端39を有するピン38と、第1の半径方向の肩部40とを備え、肩部は前記孔の中にねじ込まれ、軸方向に移動可能なハウジング49をかぶせられた外側ヘッド47を有する筒状のスリーブの内端E支持し、弾性復帰手段が挿入され、この復帰手段は、ピンの第2の半径方向の肩部54に対しピンの自由端にねじ込まれると同時に前記ハウジングを押すナット53によって予備負荷をかけられている。
(もっと読む)
インモールドラベル付き容器及びその製造方法
【課題】 ラベルの貼着によるヒケの発生を効果的に抑制すると共に、容器本体とラベルとの間にエア溜りや気泡が形成されないようにすること、ラベルが確実に固着することを課題とし、ラベルにより綺麗に外装された熱成形容器を提供することを目的とする。
【解決手段】 合成樹脂製シートあるいはプリフォームを熱成形した容器本体の胴部に、この熱成形と同時にインモールド法によりラベルを貼着したインモールドラベル付き容器において、[容器本体の成形収縮率(%)]−[ラベルの熱収縮率(%)]で算出される収縮率差を−2.0〜1.0%の範囲とする。
(もっと読む)
合成樹脂製ボトル及びその製造方法
【課題】ボトル内部の減圧度合いに応じてボトルの内圧を適切に調整することができ、製造コストを低減して胴部の減圧変形を確実に防止することができる合成樹脂製ボトル及びその製造方法を提供する。
【解決手段】底部4に、胴部3の下端に連設された接地面10を有する脚部7と、脚部7に包囲された領域に形成されて胴部3内方乃至胴部3外方に向かって反転自在に傾斜する傾斜部8と、傾斜部8に包囲された底部中央部9とを設ける。傾斜部8の外周縁に沿って外周ヒンジ部11を設ける。傾斜部8の内周縁に沿って内周ヒンジ部12を設ける。傾斜部8の外周ヒンジ部11と内周ヒンジ部12との間に傾斜部8を屈曲自在とする中間ヒンジ部13を設ける。
(もっと読む)
トナーボトル及びこれを装着する電子写真装置並びにトナーボトルの成形方法
【課題】トナーボトルの成形精度を向上して上述した実際上の問題を解消するようにしたトナーボトルを提供する。
【解決手段】本発明に従うトナーボトルは、2軸延伸ブロー成形法によって製造される。射出成形によって作られるプリフォーム10は、トナーボトルが備えるべき最終形状の口部10aと、この口部10aの基端側に位置するフランジ10bとを備え、プリフォーム10の延伸すべき部分を先ずヒータ加熱する。2軸延伸ブロー成形は、プリフォーム10を金型11にセットした後、プリフォーム10の中に、上下動移動可能なブローピン12を差し込み、このブローピン12を通じて圧縮空気を注入することによって行われる。次いで、一対のサイド型ハーフ14、15を型開きすると共にボトム型16をボトル13の底13aから離れる方向に移動させてボトル13を取り出す。
(もっと読む)
包装容器部分の射出モールド成形方法および装置
本発明は、熱可塑性の開口装置(16)と連結し、また、少なくとも1つの外層に熱可塑性材料を含む包装容器本体(12)の端部分(20)と連結する熱可塑性の包装容器部分を射出モールド成形する方法および装置に関するものである。この方法は、内側モールド型(24)および外側モールド型(26)を組合せることで形成されたキャビティ(30)の中に前記端部分(20)と前記開口装置(16)の少なくとも一部分とを配置する段階と、前記端部分が開口装置(16)よりも高い温度となるように開口装置(16)および端部分(20)の間に温度差を与える段階と、少なくとも第1の材料の少なくとも1つの溶融材料(32)をキャビティ(30)内に射出する段階と、その溶融材料(32)を前記開口装置(16)および前記端部分(20)に接触させる段階とを含む。  (もっと読む)
(もっと読む)
内面に組込部品を装着した熱可塑性プラスチック製中空体の成形法
熱可塑性プラスチック材から中空体(12)、特にプラスチック製燃料タンクを製造する方法。可塑化プラスチックからなるウェブ状又は帯状パリソン(8)を、成形キャビティを形成する分割構造の成形金型(2a,2b,3)内で膨張させてキャビティ内面に接面させることで中空体を成形する。互いに相補的な形状の二つの分割シェル(10a,10b)を成形の初期段階で中間製品として成形する。次いで中間製品の両分割シェルが互いに離間した組込位置にあるときに互いに向き合う各分割シェルの内面にそれぞれ少なくとも一つの組込部品(7)を配置固定し、この一対の組込部品同士は一つの組立ユニットへと結合できるように互いに相補的な結合構造を備えている。一対の組込部品が互いの相補的な結合構造で相互に係合又は結合されるように二つの分割シェル同士が接合される。  (もっと読む)
(もっと読む)
容器、及び容器のプレス成形装置、プレス成形方法
【課題】蓋を容器に対し内嵌合させた場合に、蓋を確実に容器に対して固定することができて汁漏れが生じたりせず、高い信頼性を得ることができる蓋付きの容器及び成形プレス装置並び成形プレス方法を提供する。
【解決手段】容器側内嵌合部形成駒16は、第一の容器側内嵌合部形成傾斜面16fからキャビティ14底面に近接した側において枢支されており、雄金型12の凸状部が雌金型本体15のキャビティ14内に所定の状態に入り込んだ場合は、容器側内嵌合部形成駒16は雄金型12の第二の容器内側嵌合部形成傾斜面12bよりも外周側に形成された押圧傾斜面12dに押圧されて、弾撥体の付勢力に抗して雌金型中心側へ回動し得るよう構成されている。
(もっと読む)
成形品圧縮成形装置
装置は、お互いに対向し、プラスチックの一定量(68)から成形品(1)を圧縮成形できる形成チャンバ(70)を画定するように閉じることができる押抜き機構(12)および鋳型機構(13)と、前記押抜き機構(12)に含まれる押抜き具(14)と、アンダーカット(下方切取り部)が設けられている前記成形品(1)の一部分(4)を形成するために相互に可動な2つの部分(20)と、を具備する。前記押抜き機構(12)は、前記成形品(1)の1つのエッジゾーン(縁部区域)を形成する環状形成手段(41)を具備し、前記環状形成手段(41)と前記押抜き具(14)は、前記一定量(68)が前記形成チャンバ(70)に充填される間、相互に可動である。  (もっと読む)
(もっと読む)
成形金型
【課題】圧縮成形機の本体側の嵌合部に対して耐摩耗性を有し、金型の内部に冷却効率のよい流路を容易に形成することができる成形金型を提供すること。
【解決手段】成形金型には、容器のプリフォームのブロー部を形成する下部金型とプリフォームの口頸部を形成する上部金型とを備えている。上部金型が一対の半円形状のネックハーフによって形成されている。ネックハーフ16が内層ブロック27と内層ブロック27の外周部に嵌合する外層ブロック26とから構成され、これらの内層ブロック27と外層ブロック26とを異種材料で形成している。そして、内層ブロック27と外層ブロック26との接合面の少なくとも一方に溝を形成し、該溝をプリフォームの口頸部を冷却する冷却水の流通路36とした。
(もっと読む)
201 - 220 / 334
[ Back to top ]