
Fターム[4F202AK11]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 電気的手段の特徴 (269) | 誘導加熱装置の特徴 (102)
Fターム[4F202AK11]に分類される特許
1 - 20 / 102
樹脂部材の製造方法、転写用型及び転写装置
成形装置
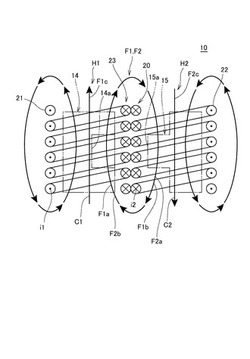
【課題】成形装置において、金型を効率良く加熱できるようにする。
【解決手段】加熱された一対の金型14,15のキャビティ面14A,15Aを組み合せて成形体に対応するキャビティ11を形成する成形装置10において、金型14,15を囲むように金型14,15毎に配置される一対の誘導加熱コイル21,22を備え、各誘導加熱コイル21,22は、各誘導加熱コイル21,22によって各誘導加熱コイル21,22の外側に発生した外側磁束F1b,F2bが、各誘導加熱コイル21,22に隣接する各誘導加熱コイル22,21内を通るように配置され、各誘導加熱コイル22,21内の空間に発生する磁束F1c,F2cの方向が反対となるように、各誘導加熱コイル21,22に通電する。
(もっと読む)
成形面加熱装置及び成形方法

【課題】迅速に金型の成形面を誘導加熱できる成形面加熱装置を提供する。
【解決手段】成形面加熱装置1は、導電部材5とコイル7とを備え、誘導加熱により金型2a及び2bの成形面4a及び4bを加熱する。導電部材5は、金型2a及び2bに対し、その成形面4a及び4b以外の面において電気的に接続及び離間される。コイル7は、導電部材5が金型2a及び2bに電気的に接続されたとき、導電部材5並びに金型2a及び2bに跨り、かつ成形面4a及び4bを経由する渦電流3を生じさせる磁束を導電部材5並びに金型2a及び2bに供給する。
(もっと読む)
加熱コイルを備えた樹脂成形型
【課題】板状の底部から深絞り状に一方側へ大きく突出部が設けられた樹脂成形体を成形する樹脂成形型であって、型面全体を短時間で加熱できると共に型面全体における温度のバラツキを小さくでき、しかも簡素な構成の樹脂成形型を提供する。
【解決手段】板状の底部11と、底部11の一部から一方側に突出した筒状の突出部12と、突出部12の先端を閉塞する頂部13と、を有する樹脂成形体10を成形可能であり、成形体10を成形する型面21の近接位置に加熱コイル25を配設し、加熱コイル25により型面21を誘導加熱しつつ樹脂を成形する樹脂成形型20であり、型面21が、底部11を形成する底部型面22と、突出部12を形成する突出部型面23と、頂部13を形成する頂部型面24とを有し、加熱コイル25を、底部型面22と突出部型面23と頂部型面24とに連続して配設し、頂部型面24に加熱コイル25と共に、加熱コイル25に近接して頂部コア26を配設している。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置を用いた樹脂成形体の製造方法
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を用いた、樹脂成形体を製造する方法を提供する。
【解決手段】特定の樹脂成形用電磁誘導加熱式金型装置を用い、この樹脂成形用金型を開けた状態で、誘導コイル15aに通電することにより、下記の2つの型の磁性金属14aを加熱して、所定温度に昇温し、キャビティ12内に樹脂を充填すると共に、圧力を保持し、所定時間経過後、第1冷却機構と、第2冷却機構及び/又は第3冷却機構とによって、上記樹脂成形用金型を冷却し、降温完了後、樹脂成形体を取り出す。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
金型表面処理方法、および金型表面処理装置
【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
トランスファ成形方法及び成形装置
【課題】ポットからの樹脂漏れを防止するとともに、プランジャをスムーズに摺動させることができるトランスファ成形方法及び成形装置を提供すること。
【解決手段】高周波加熱より溶融させた樹脂20aをキャビティ15に加圧、注入してワークWを樹脂封止するトランスファ成形方法において、金属により形成され上型11、及び絶縁物により形成された下型12に備わる金属製のプランジャ13が高周波発生装置14に接続されており、ワークWの一部を、キャビティ15の外で上型11に接触させた状態で型締めして、高周波発生装置14により上型11及びプランジャ13に高周波を印加し、ワークWを高周波電極として機能させてポット17内に配置した樹脂タブレット20を高周波加熱する。
(もっと読む)
空気入りタイヤの製造方法及びグリーンタイヤの予熱装置
【課題】グリーンタイヤの意図しない変形を抑えつつ、加硫成形後のタイヤの品質を向上させることができる空気入りタイヤの製造方法及びグリーンタイヤの予熱装置を提供する。
【解決手段】グリーンタイヤ2のタイヤ周方向に沿って走行可能なレーザ変位計5の測定結果及びその走行距離から、グリーンタイヤ2の外周面のスプライス部10の位置を特定し、その特定されたスプライス部10へ向けてハロゲンヒータ7を移動させ、スプライス部10を加熱した後に加硫成形を行う。
(もっと読む)
磁性材をワークに適用する方法
【課題】磁性材の磁気特性を維持しつつ、ワークの表面に磁性材層を形成すること。
【解決手段】磁性材をワークWに適用する方法において、粉末状の磁性材をその融点未満に加熱し、ワークWに噴き付けることを特徴とする。加熱をする前に、粉末状の磁性材に対して焼入れを行うことが好ましい。粉末状の磁性材とノズル19のそれぞれに対して、同極の電荷を付与することが好ましい。粉末状の磁性材の加熱温度は、ワークWの融点未満とすることが好ましい。
(もっと読む)
成形装置及び成形方法
【課題】加熱手段で金型を加熱する成形技術において、より作業性を向上させることができる技術を提供することを課題とする。
【解決手段】(b)にて、コイル80は、金型60が金型50から所定寸法L1だけ離れた状態で、金型60の外側面62及び金型50の外側面52に近接して設けられる。また、コイル100は、金型60が金型50から所定寸法L1だけ離れた状態で、金型60の外側面63及び金型50の外側面53に近接して設けられる。すなわち、コイル80及びコイル100が、金型50及び金型60の開閉方向と平行に配置されている
【効果】型開きの際、金型60がコイル80、100に当たる心配はない。したがって、加熱手段70で金型50及び金型60を加熱する成形装置において、より作業性を向上させることができる装置を提供できる。
(もっと読む)
成形装置及び成形方法
【課題】成形品質を向上させることができる成形技術を提供することを課題とする。
【解決手段】(b)にて、コイル83は、分離した金型50と金型60の間に、キャビティ面53、63に対し略平行に配置され、略平行につる巻き状に巻かれている。
【効果】高周波電源によりコイル83に電流を流し、磁界を発生させると、磁力線はキャビティ面53、63にほぼ沿うように発生する。(c)に示すように磁界の強さがコイル83の長手方向位置に対して一定となり、キャビティ面63に渦電流を一様に発生させることができる。金型は電気抵抗を有するため、渦電流と電気抵抗によってジュール熱が発生し、この熱でキャビティ面を加熱される。加熱された金型のキャビティに溶融状態の材料を注入すると、材料の流動性が促進されるので、成形品の品質が向上する。
(もっと読む)
タイヤ用加硫モールドの加熱装置および加熱方法
【課題】電磁誘導加熱によって発熱される電磁誘導発熱体からの熱損失を有効に防止して、加硫モールドのタイヤ接触面への熱伝達効率を大きく高めたタイヤ用加硫モールドの加熱装置を提供する。
【解決手段】加硫ブラダ4との協力下で生タイヤの加硫成形キャビティ5を区画するタイヤ用加硫モールドの加熱装置であって、加硫モールド部分1、2、3の、少なくとも、タイヤとの接触面を、透磁率の小さい金属材料からなり、熱伝導性にすぐれた部材にて区画形成するとともに、タイヤとの接触面から離隔した所定位置に、透磁率の大きい金属材料からなる、電磁誘導発熱体11、12、13を配設し、該電磁誘導発熱体11、12、13を発熱させるコイル14、15、16を加硫モールド部分1、2、3を取付けられるプラテン側部材内7、9、10内に配設してなる。
(もっと読む)
硬質液状樹脂成形用金型及び硬質液状樹脂成形方法
【課題】硬質液状樹脂は非常に低粘度であるため、製品取出しのために設置するエジェクタピンと穴とのクリアランスに樹脂が入り込み、詰まりによる突き出し動作不良が発生し、量産成形が困難な状況となるため、樹脂の流れ込みを防止でき、突き出し時のクリアランスも確保できる金型の突き出し部構造が必要である。
【解決手段】本発明は、硬質液状樹脂を成形する金型において、エジェクタピンに電磁コイルを巻き、電磁誘導加熱によりエジェクタピンに温度変化を与えて、樹脂充填時と突き出し動作時のエジェクタピンと穴とのクリアランスを制御し、良好に連続成形を可能とする金型の突き出し部構造に関するものである。
(もっと読む)
タイヤ加硫装置
【課題】未加硫タイヤの側面部を各部分に応じて加熱及び加硫して各部分の加硫度を適宜調節する。
【解決手段】タイヤ加硫装置1は、未加硫タイヤ90を収納する加硫モールド10と、加硫モールド10のタイヤ幅方向外側面に接触して未加硫タイヤ90の側面部92を加熱するプラテン20、30とを備え、加硫モールド10内で未加硫タイヤ90を加熱して加硫する。プラテン20、30の加硫モールド10に接触して伝熱する伝熱面22、32に、タイヤ周方向に沿って設けられて外表面が伝熱面22、32の一部を構成する、伝熱面22、32の部材よりも熱伝導率が低い低熱伝導部材23、33を設ける。低熱伝導部材23、33からの熱伝導を抑制しつつ、プラテン20、30で加硫モールド10を加熱して、未加硫タイヤ90の側面部92を加熱する。
(もっと読む)
金型および金型用感温磁性材料
【課題】金型の内部構造が複雑化するのを抑制しつつ、成形温度をより正確に制御することが可能な金型を提供する。
【解決手段】この金型1は、上型10と、上型10と対向するように配置される下型20とを備え、上型10の下面10aおよび下型20の上面20aに、それぞれ、キュリー温度を有する感温磁性材料を含む感温磁性材料層12および22が配置されている。
(もっと読む)
熱媒封入金型、及び遠心成形装置
【課題】誘導加熱される周壁部の軸方向、及び周方向の温度分布を均一にできる熱媒封入金型、及び遠心成形装置を提供する。
【解決手段】遠心成形装置1は、熱媒封入金型3と、互いに水平方向に隔たる位置で熱媒封入金型3を支持し熱媒封入金型3に回転力を伝達する一対のローラ109と、一対のローラ109の間に配置され熱媒封入金型3を誘導加熱する電磁誘導コイル113とを備える。熱媒封入金型3は、端部が開放した円筒形の周壁部5を有し、その端部を限界として周壁部5の軸方向に延び、かつ相互に等間隔で周壁部5の周方向に隔たる複数の密封チャンバ9を周壁部5に形成している。気液二相の熱媒が密封チャンバ9に封入されている。
(もっと読む)
加熱装置付金型、及び樹脂の射出成形方法
【課題】樹脂の射出成形時に金型のキャビティ面を高周波コイルで誘導加熱する加熱装置付金型において、キャビティ面の形状に拘わらずその全体を十分に加熱する手段を提供する。
【解決手段】本発明に係る加熱装置付金型10は、キャビティCを形成する金型本体12と、該金型本体12に設けられて金型本体12のキャビティCに面するキャビティ面11を加熱する高周波コイル13とを備え、キャビティ面11のうち高周波コイル13から離間した突起部16を補助的に加熱する補助加熱流路17が設けられたものである。
(もっと読む)
1 - 20 / 102
[ Back to top ]