
Fターム[4F202CK19]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767) | 容量増大 (312)
Fターム[4F202CK19]に分類される特許
161 - 180 / 312
樹脂封止金型および半導体パッケージの樹脂封止成形方法

【課題】樹脂モールドする際のリードフレームおよび金属細線の変形、樹脂外郭体の外観不良を防止できる樹脂封止金型および半導体パッケージの樹脂封止成形方法を提供する。
【解決手段】下型4および上型1・中間型2の窪み2a,4aで形成されるキャビティ5内に溶融樹脂7を注入するゲート10は、半導体チップ12が内部に配置される上型1・中間型2の窪み2aの底面に開口される。下型4に、リードフレーム11を支持する位置と窪み4a内面あるいはその近傍の位置とにわたって出退する第一のピン14と、前記第一のピンの出退時にそれとは逆方向に窪み内面よりも外側面寄りの位置と窪み内面あるいはその近傍の位置とにわたって出退する1または複数の第二のピン15とが設けられる。
(もっと読む)
発泡樹脂成形品

【課題】可動側金型と固定側金型との型締め後、発泡樹脂材料をキャビティ内に射出充填した後、可動側金型を後退させて発泡スペースを確保した状態で発泡反応を誘起させ、所要形状に成形される発泡樹脂成形品であって、周縁部の変形並びに艶ムラを防止することで、外観性能並びに相手部品との合わせ精度を高める。
【解決手段】固定側金型60に対して可動側金型50を型締めし、発泡樹脂材料Mを射出充填した後、可動側金型50を後退させ、発泡スペースを確保した状態で発泡反応を行なわせて成形したドアトリムロア(発泡樹脂成形品)30であって、このドアトリムロア30に立体感を付与する縦壁部33が形成されており、この縦壁部33の先端に薄肉部34を設定するとともに、縦壁部33と薄肉部34との間に板厚徐変部35を設けることにより、製品表面の艶ムラを防止する。
(もっと読む)
2色成形方法
【課題】サイクルタイムが短い2色成形方法さらには該2色成形方法を含む多色成形方法を提供する。
【解決手段】時刻t1からt9までの、成形品取出し工程(AおよびB)および金型閉じ工程Cに要する時間Yの範囲内で、時刻t2からt7まで時間Zを使用してエラストマ成形工程を実施することにより、従来、成形工程に何ら活用されなかった成形品取出し工程(AおよびB)および金型閉じ工程Cの時間を有効に成形工程に活用することが可能となる。これにより、1サイクル成形時間Xを短縮することが可能となる。
(もっと読む)
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 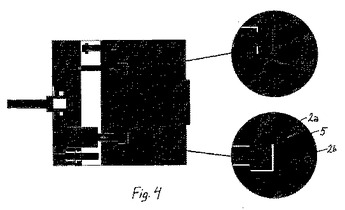 (もっと読む)
(もっと読む)
発泡樹脂成形品およびその成形金型
【課題】安定した取付座面を成形品の両面に得られる発泡樹脂成形品およびその成形金型を提供することを目的としている。
【解決手段】発泡性樹脂組成物を金型キャビティ内に射出充填後、成形品の厚み方向に移動型をコアバックさせて金型キャビティ内の前記発泡性樹脂組成物を発泡させて得られ、他の部材への取付具挿通孔およびその周囲に取付座部を有する発泡樹脂成形品であって、前記取付座部がその周囲の成形品本体部の厚さと同じ厚さの未発泡樹脂組成物で形成されていることを特徴としている。
(もっと読む)
半導体装置の樹脂封止金型
【課題】型締め圧の調整が容易で、しかも樹脂バリの発生が殆どない半導体装置の樹脂封止金型を提供する。
【解決手段】上金型11及び下金型12のいずれか一方にポット部21及びポット部21内の樹脂を押し出すプランジャー28を備え、上金型11及び下金型12のいずれか他方にセンターブロックを備えた半導体装置の樹脂封止金型10において、センターブロックが中央の固定ブロック19とその周囲の可動ブロック20からなる分割構造となって、固定ブロック19にポット部21に対向するカル部22を有し、可動ブロック20を弾性体21aによって付勢している。
(もっと読む)
発泡樹脂成形品、発泡樹脂成形品の製造方法およびこの製造方法に用いる成形金型
【課題】成形品本体部の縁部から裏面側に向かってリブ状に突出する突出部を有する発泡樹脂成形品において、成形品本体部と突出部とによって形成される出隅部にあたる部分の外観および成形後の寸法精度に優れている発泡樹脂成形品、発泡樹脂成形品の製造方法およびこの製造方法に用いる成形金型を提供することを目的としている。
【解決手段】板状体からなる本体部と、この本体部の縁部から裏面側に向かってリブ状に突出する突出部を有する発泡樹脂成形品であって、前記本体部と前記突出部とから形成される入隅部に沿って、凸条形状の駄肉部を形成するようにした。
(もっと読む)
発泡樹脂成形品部材の製造方法
【課題】発泡樹脂成形品を相手部材に取り付ける際に取付時の加圧によって取付部が成形品本体部に没入すること及び発泡樹脂成形品の軽量化が損なわれることを回避する。
【解決手段】溶融状態の発泡性樹脂を成形型内に充填することにより、発泡セルが成長した成形品本体部Xaと、成形品本体部Xaの周縁部及び/又は成形品本体部Xaに形成された開口80の周縁部から突出し、発泡セルの成長が抑制された取付部Xbとを含む発泡樹脂成形品Xを成形する。発泡樹脂成形品Xの取付部Xbを相手部材Yに加圧することにより、発泡樹脂成形品Xを取付部Xbを介して相手部材Yに取り付ける。この結果、加圧の反力が、成形品本体部Xaよりも樹脂密度が高く、強度が大きいスキン層Xcで受け止められ、加圧の反力に抗して取付部Xbがスキン層Xcで支えられることとなる。
(もっと読む)
熱可塑性樹脂発泡体の成形方法、及び成形装置
【課題】超臨界発泡成形の冷却時間を短縮する。
【解決手段】熱可塑性樹脂材料供給手段(1)と、スクリューシリンダー(3)と、炭酸ガス供給手段(4)と、炭酸ガス供給手段(4)からの炭酸ガスを超臨界状態にするための炭酸ガス超臨界化手段(10)と、超臨界状態の炭酸ガスをスクリューシリンダー(3)内に注入して溶融した熱可塑性樹脂材料に溶かし込むための超臨界炭酸ガス導入手段(5)と、超臨界状態の炭酸ガスを溶かし込んだ溶融熱可塑性樹脂材料を射出させて微細に発泡した熱可塑性樹脂発泡体を成型するためのキャビティ(6)を含む金型手段(7)と、炭酸ガス供給手段(4)からの炭酸ガスを断熱膨張させてドライアイスを発生させるためのドライアイス発生手段を含み、ドライアイスにより金型手段(7)内での熱可塑性樹脂発泡体の冷却の少なくとも一部を行なう冷却手段(8)を備えた熱可塑性樹脂発泡体の成形装置等を提供する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】より確実に、気泡セルの成長を局所的に抑制すること。
【解決手段】発泡性の溶融樹脂をキャビティ内に充填した後、前記キャビティを形成する第1コアに隣接する第2コアをコアバックして前記キャビティの容積を部分的に拡大する樹脂成形品の成形方法において、前記第2コアが、第1コアバック部と、前記第1コアに隣接して前記第1コアバック部と前記第1コアとの間に介在し、前記第1コアバック部と分離して設けた第2コアバック部と、を有し、前記第2コアバック部のコアバック量を、前記第1コアバック部のコアバック量よりも小さくしたことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡促進樹脂部と発泡抑制樹脂部とを有する発泡樹脂成形品の成形において、発泡抑制樹脂部において発泡することを抑制する。
【解決手段】成形型20のキャビティ23の容積を拡大させるように移動可能な移動コア部25と該移動コア部に隣接する固定コア部24とを有する成形型を用いて、発泡性樹脂31を前記キャビティ内に注入した後に前記移動コア部を移動させ、前記移動コア部側に位置する前記発泡性樹脂からなる発泡促進樹脂部と、前記固定コア部側に位置する前記発泡性樹脂からなる発泡抑制樹脂部とを有する発泡樹脂成形品の成形において、前記固定コア部の周縁部側に位置する発泡性樹脂が前記移動コア部側に位置する発泡性樹脂及び前記固定コア部の中央部側に位置する発泡性樹脂より低い温度に冷却された後に、前記移動コア部がキャビティの容積を拡大させるように移動されることを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】発泡樹脂成形品の成形中に可動コアのコアバックに伴う樹脂圧力の低下に起因して発泡抑制樹脂部に発泡が起こるのを防止する。
【解決手段】発泡樹脂成形品の成形方法において、発泡樹脂成形品のうち気泡が成長した多孔質樹脂部を形成するためのコアバック可能な可動コア32と、発泡樹脂成形品のうち気泡の成長が抑制された発泡抑制樹脂部を形成するための不動コア33とを含む成形型を用い、この成形型のキャビティ42内に溶融状態の発泡性樹脂Rを充填した後、キャビティ42の容積が拡大する方向に可動コア32をコアバックする。コアバックは、可動コア32で賦形される発泡性樹脂Rの部分を多孔質樹脂部に設定し、不動コア33で賦形される発泡性樹脂Rの部分のうち可動コア32で賦形される発泡性樹脂Rの部分と反対側の部分を発泡抑制樹脂部に設定し、これらの多孔質樹脂部と発泡抑制樹脂部との間に中間樹脂部を設定した状態で行う。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡促進樹脂部と発泡抑制樹脂部とを有する発泡樹脂成形品の成形において、発泡抑制樹脂部が発泡することを抑制する。
【解決手段】成形型20のキャビティ23の容積を拡大させるように移動可能な移動コア部25と該移動コア部に隣接する固定コア部24とを有する成形型を用いて、発泡性樹脂31を前記キャビティ内に注入した後に前記移動コア部を移動させ、前記移動コア部側に位置する前記発泡性樹脂からなる発泡促進樹脂部と、前記固定コア部側に位置する前記発泡性樹脂からなる発泡抑制樹脂部とを有する発泡樹脂成形品の成形において、前記固定コア部側に位置する前記発泡性樹脂が前記移動コア部側に流動することを抑制する流動抑制部材が前記固定コア部の周縁部側に押し込まれた後に、前記移動コア部が前記キャビティの容積を拡大させるように移動される。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡促進樹脂部と発泡抑制樹脂部とを有する発泡樹脂成形品の成形において、発泡抑制樹脂部が発泡することを抑制する。
【解決手段】発泡促進樹脂部と発泡抑制樹脂部とを形成する発泡樹脂成形品の成形において、キャビティ23の容積を拡大させるように移動コア部25を移動する際に固定コア部24側に位置する発泡性樹脂31が前記移動コア部側に流動することを抑制する抑制手段を講じて、前記キャビティの容積を拡大させるように前記移動コア部が移動される。前記抑制手段は、前記キャビティ内に注入された前記発泡性樹脂を冷却する冷却手段40であり、前記冷却手段によって、前記固定コア部側に位置する前記発泡性樹脂が、前記移動コア部側に位置する前記発泡性樹脂より低い温度に冷却される。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の成形中に、可動コアのコアバックに伴う樹脂圧力の低下に起因して発泡抑制樹脂部に発泡が起こるのを防止する。
【解決手段】発泡樹脂成形品の成形方法において、発泡樹脂成形品のうち気泡が成長した多孔質樹脂部を形成するためのコアバック可能な可動コア32と、発泡樹脂成形品のうち気泡の成長が抑制された発泡抑制樹脂部を形成するための不動コア33とを含む成形型を用い、この成形型のキャビティ42内に溶融状態の発泡性樹脂Rを充填した後、キャビティ42の容積が拡大する方向に可動コア32をコアバックする。コアバックは、不動コア33のキャビティ形成面33cと、このキャビティ形成面33cと対向するキャビティ形成面31cとの間隔を、不動コア33のキャビティ形成面33cの周縁部で狭くした(符号ア)状態で行う。
(もっと読む)
樹脂成形体の成形型
【課題】内部に膨張層を有する本体と該本体の側方に延びるタブとからなる成形体を成形するための成形型であって、前記本体の表面に確実に塗料を塗布できる成形型を提供する。
【解決手段】第1、2型3,5がキャビティ60容積拡大方向へ相対移動可能な成形型1であって、第2型5でタブ裏面を成形する第1ブロック15とタブ側面を成形する第2ブロック17とは互いに独立して設けられ、第1型3におけるタブ成形部9のタブ表面成形面9aには、第1ブロック15のタブ裏面成形面15eに向かって延びるストッパーが設けられ、第1、2型3,5を型閉じした際には、ストッパーの端面がタブ裏面成形面15eに当接するように、第1ブロック15が第1付勢手段21によりタブ表面成形面9aに向けて付勢され、成形体の成形時及び塗料注入時には第2ブロック17は第2付勢手段24により第1型3に当接保持される。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 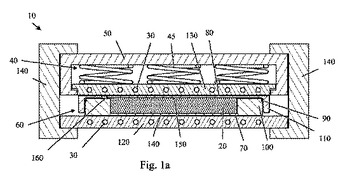 (もっと読む)
(もっと読む)
ブロー成形金型
【課題】本発明は、良好な金型温調性と製品変形防止を確保した上で、ブローエア回路抵抗の大幅な低減を図ることが出来るブロー成形金型を提供することにある。
【解決手段】
小径側取付部と大径側取付部とを備えたパリソンの内周面側に位置し、ブロー成形用のエア吹出口を備えたコア金型と、前記コア金型との間で前記パリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記エア吹出口が前記小径側取付部よりも小径端部側の前記コア金型の外周面に開口していることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
二色成形品の成形方法。
【課題】薄膜状蓋を有する筒状体の第二樹脂成形部が第一樹脂成形部中に形成されている二色成形品を低コストで、かつ簡便な方法で成形することができる二色成形品の成形方法を提供する。
【解決手段】スライドコア1を挿入した初期形状のキャビティ4内には第二樹脂成形部51の筒状体の薄膜状蓋を形成する空隙部43が形成されており、第二樹脂3より流動性が小さい第一樹脂2を初期形状のキャビティ4内に射出し、これにより前記空隙部43を除いた初期形状のキャビティ4で形成される第一樹脂成形空間42に第一樹脂2を充填させて第一樹脂成形部41を成形し、次いで第二樹脂3を新たなキャビティ5内に射出し、これにより前記空隙部43および新たなキャビティ5で形成される第二樹脂成形空間52に第二樹脂3を充填させて第二樹脂成形部51を成形する。
(もっと読む)
161 - 180 / 312
[ Back to top ]