
Fターム[4F202CK19]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767) | 容量増大 (312)
Fターム[4F202CK19]に分類される特許
121 - 140 / 312
樹脂発泡成形体
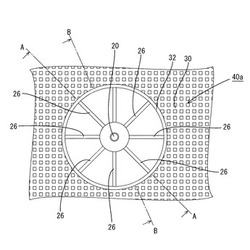
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
エアバッグドア及びその製造方法

【課題】破断予定部が外部から識別できず、外観見栄えの良いいわゆるシームレスタイプのエアバッグドアを容易かつ安価に提供することである。
【解決手段】表皮5は、樹脂密度が高いスキン層13と、スキン層13の裏面側に一体に成形され、内部に多数の空隙を有する発泡層15とから構成され、発泡層15においては、樹脂密度が上記スキン層13に比べて低く、かつスキン層13に近づくにつれて徐々に高くなっている。基材3には、破断予定部7に沿って延びる複数の切欠部17が間欠的に厚み方向に貫通形成されている。表皮の発泡層15には、破断予定部7に沿って延びる複数のスリット19が、間欠的に形成されている。スリット19の一端は切欠部17に連通しているとともにスリット19の他端は発泡層15の厚み方向中間部に位置している。
(もっと読む)
成形用金型
【課題】樹脂発泡成形体の肉厚を小さくした場合であっても、樹脂発泡成形体の表面が陥没することを防止することのできる成形用金型を提供する。
【解決手段】型面同士が対向するように配置された上型12及び下型14を備えており、上型12及び下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12及び下型14を互いに所定の距離だけ離間させることで樹脂発泡成形体40を成形するための成形用金型10。上型12及び下型14は、樹脂発泡成形体40に真空吸引孔20を形成するためのボス部12a、14aを有している。上型12は、真空吸引孔20の周囲に凹部26を形成するための凸部28を有している。下型14は、樹脂発泡成形体40における凹部26が形成された部位の肉厚T2を増やすための肉厚増大部30を有している。
(もっと読む)
樹脂発泡成形体及びその製造方法
【課題】安定したスキン層の形成により、成形する樹脂発泡成形体の強度を向上させることができ、発泡によるセル径をより均一にして、樹脂発泡成形体の外観が悪化することを抑制することができる樹脂発泡成形体の製造方法を提供すること。
【解決手段】第1型部2と第2型部3とを用い、キャビティ41内に超臨界流体を浸透させた熱可塑性樹脂組成物からなる溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。溶融樹脂60を構成する熱可塑性樹脂組成物は、芳香族ポリカーボネート樹脂(A)と、ゴム強化ビニル系樹脂(B)とを含有している。ゴム強化ビニル系樹脂(B)は、ゴム質重合体(b1)の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b2)を重合して得られるグラフト共重合体(B1)からなる。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
樹脂発泡成形体の製造装置及び製造方法
【課題】樹脂発泡成形体の全周の表面にスキン層を形成することができ、樹脂発泡成形体の機械的強度を向上させることができる樹脂発泡成形体の製造装置及び製造方法を提供すること。
【解決手段】製造装置1は、キャビティ形成凹部21を設けた第1型部2とキャビティ形成凸部31を設けた第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。キャビティ形成凹部21において可動方向Dに平行に形成した内側面211と、キャビティ形成凸部31において可動方向Dに平行に形成した外側面311との間には、溶融樹脂60を充填するための充填用隙間42がキャビティ41Aと連通して形成されている。製造装置1は、溶融樹脂60をキャビティ41A内及び充填用隙間42に充填した後、第1型部2に対して第2型部3を離隔方向Rに可動させる。
(もっと読む)
樹脂発泡成形体及びその製造方法
【課題】安定したスキン層の形成により、成形する樹脂発泡成形体の強度を向上させることができ、発泡によるセル径をより均一にして、樹脂発泡成形体の外観が悪化することを抑制することができる樹脂発泡成形体の製造方法を提供すること。
【解決手段】第1型部2と第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。溶融樹脂60を構成する熱可塑性樹脂組成物は、芳香族ポリカーボネート樹脂(A)と、ゴム強化ビニル系樹脂(B)とを含有している。ゴム強化ビニル系樹脂(B)は、ゴム質重合体(b1)の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b2)を重合して得られるグラフト共重合体(B1)からなる。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂成形品の突起部の裏側に凹部が生ずることをより確実に防止することのできる射出成形装置および射出成形方法を提供する。
【解決手段】射出成形装置10は、リブ52などの突起部を有する樹脂成形品50を成形するための成形用金型12と、成形用金型12の内部に形成されたキャビティ14内に発泡剤が添加されている溶融樹脂16を射出する射出装置18と、を備えている。成形用金型12は、リブ52を成形するための別体の可動部品30を備えるとともに、キャビティ14内に射出された溶融樹脂16の射出圧によって可動部品30を後退させることのできるコアバック機構40を備えている。コアバック機構40は、コイルバネ36によって構成されるのが好ましい。
(もっと読む)
照明式パネル及びその製造方法
【課題】金属調装飾部を備える製造容易な照明式パネル及びその製造方法をする。
【解決手段】一方の金型D1の型面に、照明部5を形成する印刷フィルム10と、金属調装飾部6を形成する光輝フィルム11とを隣り合うようにセットし、金型D1,D2を閉じて、印刷フィルム10と光輝フィルム11の裏面側に夫々異なるキャビティC1,C2を各フィルム10,11の隣り合う端部に及ぶようにして分離形成し、各キャビティC1,C2に光透過性の第一の樹脂Tを射出して、印刷フィルム10に第一の樹脂Tを積層してなる加飾部品30と、光輝フィルム11に第一の樹脂Tを積層してなる光輝部品31とを成形し、さらに、前記金型D1の型面に加飾部品30と光輝部品31を保持したまま他方の金型を交換し、加飾部品30及び光輝部品31に第二の樹脂Uを積層するようにした。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設され、射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22とを備え、可動型22は、外周型29と、外周型29内を外周型29に対して相対的に型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、インサートシート72が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及びインサートシート72を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
射出発泡成形用金型
【課題】生産効率の低下を招くことなく、容易かつ適切なゲートカットを可能とする樹脂成形品を形成することができる射出発泡成形用金型を提供する。
【解決手段】スプル20に連通するゲート16およびそこに連通するキャビティ15を形成可能であり、溶融樹脂が充填された後、両金型11、12の距離を対向方向に広げてキャビティ15を型締状態よりも容積が増大させたコアバック状態とすることにより樹脂成形品を成形するための射出発泡成形用金型10である。両金型11、12のいずれか一方には、他方の金型12と協働してゲート16を形作る入子30が設けられ、入子30は、キャビティ15を型締状態からコアバック状態とすべく両金型11、12の距離が広げられるか否かに拘らずゲート16の容積が変動しないように、一方の金型11に移動可能に保持されるとともに付勢手段39により他方の金型12へ向けて付勢されている
(もっと読む)
射出成形金型の肉厚可変機構および該機構を用いた発泡製品の製造方法
【課題】射出圧縮成形と射出発泡成形を組み合わせて行う為の、設計の自由度が高い金型の肉厚可変機構を提供する。
【解決手段】可動型の型板を外側部分のバリアブルコアと内側の中子に分割し、さらにバリアブルコアを型閉および型開方向に寸動する第1バリアブルコアと、キャビティに対して外側方向にスライドする第2バリアブルコアに分割した構成とする。第1バリアブルコアによってキャビティの容積を可変させ、射出圧縮および射出発泡成形を行い、第2バリアブルコアによって製品立壁部のキャビティ容積を増加させて立壁部に充填された溶融樹脂の発泡を可能にする。
(もっと読む)
金型組立体、射出成形方法、及び、成形品
【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備え、しかも、成形品の離型性に問題を生じ難い構造を有する金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13を備えた金型、(B)入れ子20A, 20B、並びに、(C)表面に凹凸部を有し、入れ子20A, 20B上に配設された厚さ0.03mm乃至0.5mmの金属膜40A, 4Bを備えており、入れ子20A, 20Bは、金属製ブロック31A, 31B、厚さ0.03mm乃至1mmの金属下地層32A, 32B、及び、金属下地層32A, 32B上に形成された、セラミックスから成る溶射皮膜33A, 33Bから構成されており、金属膜40A, 40Bの表面には、10原子%乃至45原子%の水素原子を含有する炭素水素固形物から成る炭素水素固形物被膜が形成されている。
(もっと読む)
金型組立体、射出成形方法、及び、成形品
【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備え、極めて高い平滑性を有する成形品を成形するための金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14A, 14B、キャビティ13を備えた金型、並びに、(B)入れ子20A, 20Bを備えており、入れ子20A, 20Bは、(a)金属製ブロック31A, 31B、(b)厚さ0.03mm乃至1mmの金属下地層32A, 32B、及び、(c)金属下地層32A, 32B上に形成された、セラミックスから成る溶射皮膜33A, 33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値であり、溶射皮膜の表面には、10原子%乃至45原子%の水素原子を含有する炭素水素固形物から成る炭素水素固形物被膜が形成されている。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、成形サイクルを短縮化し、かつ外観凹凸を解消することを課題とする。
【解決手段】ドアトリム10におけるドアトリム本体20は、軽量で保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面側に貼付される表皮23とから構成され、成形上下型41,42の型締めによる一次加圧処理により、加熱軟化処理した発泡樹脂シートSを所要形状に成形し、その後、一次加圧より高圧な二次加圧処理を成形上下型41,42で行ない、発泡樹脂基材21を圧縮した状態で成形下型42の溝部424内に溶融樹脂Mを射出充填する際、二次加圧時間と射出充填時間とを同一に設定し、その後、表皮23のクッション層23bが復元するだけの低圧プレス加工により、発泡樹脂基材21と樹脂リブ22との一体化を図る。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】材料供給時と発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品及びその成形方法であって、縦壁部のコーナー部でのR垂れを解消する。
【解決手段】ラゲージサイドトリム10はトリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化して構成され、トリムアッパー20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2に発泡樹脂材料Mを射出充填した後、可動側金型50を後退操作し発泡スペースSを確保して、発泡反応を行なわせ所要形状に成形される。そして、一般部用キャビティC1と縦壁部用キャビティC2との境界部分における固定側金型60の型面に凹溝64,65を掘り込み形成して、境界部分でのキャビティの板厚L1を大きく設定することで、境界コーナー部25における発泡反応を充分行なわせ、境界コーナー部25でのR垂れを回避する。
(もっと読む)
マグネットローラの製造方法
【課題】 従来の成形法では、一次圧(射出圧)によりキャビティ充填量の98wt%を超えた溶融樹脂磁石材料を注入していたが、成形品内部にボイドが多発し、結果的に軸方向磁束密度のバラツキやリップルが大きくなり、また、本体部の強度も低下し、輸送中や使用中に折れが発生する場合があった。
【解決手段】 マグネットローラ本体部外径がφ12mm未満の場合の一次圧(射出圧)と保圧による充填量の割合を、一次圧:保圧=85〜98wt%:15〜2wt%とし、マグネットローラ本体部外径がφ12mm以上φ18mm以下の場合の一次圧と保圧による充填量の割合を、一次圧:保圧=92〜98wt%:8〜2wt%とし、軸部一体型マグネットローラを成形することにより、軸方向磁束密度が均一となり、また本体部の強度が向上する。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】材料供給時と発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品及びその成形方法であって、縦壁部におけるコーナー部でのR垂れを解消する。
【解決手段】ラゲージサイドトリム10はトリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化して構成され、トリムアッパー20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2に発泡樹脂材料Mを射出充填した後、可動側金型50を型開操作し発泡スペースSを確保して、発泡反応を行なわせる際、縦壁部用キャビティC2に臨む可動側金型50の型面に絞深さ80μm以上の深絞模様52を刻設しておき、絞模様の吸着作用により、可動側金型50に追従させる。
(もっと読む)
運搬容器用の射出成形金型及び運搬容器
【課題】底板下面に複数本の細幅リブと中空の太幅リブが格子状に設けられた運搬容器をガスアシスト成形法により成形するにあたり、容器の底板下面に残る穴を出来る限り小さくし、太幅リブの中空部内に液類が浸入し難い構成のものとする。
【解決手段】固定型(11)と可動型(12)で容器形状をなすキャビティ(13)を画成し、容器の底板下面に対応するキャビティ(13)の上面部(13a)であって、太幅リブが配置された底板下面中央部の対応位置と、細幅リブが配置された底板下面周辺部の対応位置とに樹脂通路と加圧ガス通路とに連通したピンゲート(14、15)をそれぞれ設けて射出成形金型を構成する。
(もっと読む)
積層品の成形装置及び成形方法
【課題】成形装置が簡略化され安価で、成形サイクル時間が短く、樹脂漏れや樹脂の固化による成形不良を防止した積層品の成形装置及び成形方法を提供する。
【解決手段】固定型に間隔を置いて複数のキャビティ面を設けたスライド型を有する一対の金型と、金型を開閉する型締ユニットと、型締ユニットの軸線方向及び軸線方向と交差方向に配した型閉じして形成されるキャビティに溶融樹脂を充填する複数の射出ユニットとを備えた成形装置を用い、スライド型の成形用ノズル係止部に軸線方向と交差方向に配した射出ユニットとの着脱を可能とする係止手段を備え、スライド型と射出ユニットを係止して、スライド型の所定の成形位置への移動は射出ユニットの移動手段によって行われる積層品の成形装置と積層品の成形方法。
(もっと読む)
121 - 140 / 312
[ Back to top ]