
Fターム[4F202CK19]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767) | 容量増大 (312)
Fターム[4F202CK19]に分類される特許
61 - 80 / 312
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
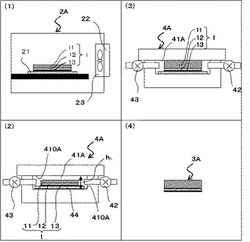
発泡樹脂パネル及びその成形方法

【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
発泡樹脂パネル
【課題】断熱効果に優れた発泡樹脂パネルを提供する。
【解決手段】成形型101のキャビティ107内にゲート103aから射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層23が生成され始めた時点で、キャビティ容積を拡大させて熱可塑性樹脂Rを発泡させることにより、樹脂密度が高くて堅いソリッド層からなるスキン層23が表面全体に形成されて内部に密閉空間27を構成するとともに、多数の空隙を有しスキン層23に比べて樹脂密度が低い発泡層25が密閉空間27内に一体に密封されたダクト構成パネル11を得る。ゲート103aに残留して固化したゲート残留固化物r1を切除する。ゲート残留固化物r1の切除跡r2周辺には、樹脂密度が高くて堅い厚肉スキン層23aが密閉空間27を外気から遮断するように設けられている。
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
射出成形用金型
【課題】 金型内に気体注入を伴う射出成形において残留気体の排出を考慮した金型構造を用意することにより、金型動作を正常化し離型を安定させること。
【解決手段】 キャビティ構成部品収容プレートと前記キャビティ構成部品の側面との間に気体遮断手段を有する。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
表皮付き発泡樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂の発泡により形成される発泡層を表皮層の裏側により均一に形成する。
【解決手段】キャビティ1の底部16aに表皮層51を設ける表皮層配置工程と、表皮層51の裏側に溶融発泡性樹脂3を射出して、溶融発泡性樹脂3をキャビティ1内に充填する充填工程と、成形型2を表皮層51の表裏方向にコアバックすることで溶融発泡性樹脂3を発泡させるとともに表皮層51と一体となるように硬化させて表皮付き発泡樹脂成形品を形成する成形工程と、少なくとも成形工程中に、キャビティ1の底部16aに配置された表皮層51を囲む成形型2の壁部16bと表皮層51の外縁部51aの裏側に配置された溶融発泡性樹脂3との間の圧力を表皮層51の中央部51bの裏側に配置された溶融発泡性樹脂3内の圧力よりも低くなるように減圧する減圧工程とを実施する。
(もっと読む)
積層射出成形用金型
【課題】二次成形体の意匠面側にゲート跡を残すことがなく、また、成形品の立ち面の一次成形体と二次成形体の肉厚を安定して得ることができる積層射出成形用金型を提供すること。
【解決手段】一つの製品コア型と、製品意匠形状の異なる複数の製品キャビ型とを用い、一次型締後に一次成形用射出ユニットにより一次射出ゲートを介して一次成形体を射出成形し、所定の冷却保持時間の後に所定距離型開させ、次いで一次成形体を製品コア型に残したまま製品キャビ型を交換し、その後二次型締して新たな製品キャビティを形成し、該形成した製品キャビティへ二次射出用射出ユニットにより二次射出ゲートを介して一次成形体の表面側へ二次射出成形することによって、一次成形体に二次成形体を積層して一体化させた積層成形品を得る積層射出成形用金型であって、前記一次型締の状態で前記二次射出ゲートを塞ぐ突起物を一次成形キャビ面に設けた。
(もっと読む)
発泡した重合体材料からプラスティックスの栓を圧縮成形する方法
プラスティックス製品、例えば栓を圧縮成形する方法は少なくとも1種の熔融した重合体およびその中に配合されたガスを含んで成る熔融した重合体材料をつくることを含んでいる。重合体材料は一緒に動作する雄型および下型の間で成形され、これらの金型の相対運動は予め定められた容積をもった金型のキャビティーをつくるようにコントロールされる。このような成形法は実質的に密度が減少した成形された栓を生じるように行われ、所望の材料の節約を行うことができると同時に、所望の性能特性を示す栓または同様な製品を得ることができる。  (もっと読む)
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
射出成形型
【課題】簡単な構成で複数種類の材料を一体成形可能で、品質の良好な成形品を成形する。
【解決手段】固定側金型2a及び可動側金型3aと、各金型に対して往復移動可能に設けられ成形空間の容積を変化させる移動部材8と、移動部材8を成形空間の容積が減少する方向に付勢するコイルバネ10とを備える。移動部材8が付勢部材に押圧されて最進出位置にある時に第1成形空間41aが形成され、最後退位置まで移動したときに第2成形空間42aが形成される。第1成形空間41aへは第1ランナ5から、第2成形空間42aへは第2ランナ6から溶融樹脂が流入される。移動部材8の一部に第2ランナ6を第2成形空間42aに対して連通・遮断する流通規制部83を有する。流通規制部83は溶融樹脂の圧力を受ける受圧面84を有する。流通規制部83により第2ランナ6を遮断しながら樹脂圧によりコイルバネ10の付勢力に抗して移動部材8を後退させ、第2成形空間42aの形成後に溶融樹脂を流入させる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
61 - 80 / 312
[ Back to top ]