
Fターム[4F202CK55]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454) | アンギュラピン (85)
Fターム[4F202CK55]の下位に属するFターム
Fターム[4F202CK55]に分類される特許
21 - 40 / 48
射出成形用金型及び熱可塑性樹脂成形体の製造方法
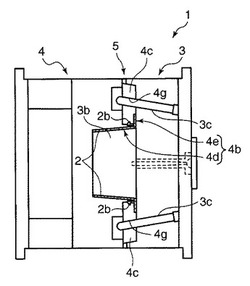
【課題】固定側金型意匠面に鏡面磨きを施すなど、表面粗さが非常に細かく設定された金型を用いて行なう射出成形において、成形品が固定側金型に張り付くことがなく離型性に優れている。
【解決手段】#8000番以上に鏡面仕上げされた鏡面コアを有する固定側金型3と、固定側金型3とパーティング面3aに対向して配置され、キャビティ4bとスライドコア4cとを有する可動側金型4とを備え、キャビティ4bは本体キャビティ部4dと、ツバ部形成キャビティ部4eとを有し、スライドコア4cにはツバ部2aに係止部2bを形成するための掘り込み4fが形成されており、型開が進むにつれてスライドコア4cを移動させて、スライドコア4cによる係止部2bの係合を解除するように構成されている。
(もっと読む)
射出成形用金型

【課題】射出成形用金型において、ゲートや冷却配管の配置の自由度が増すとともに、金型を構成するパーツの数を最小限にすることでより高い寸法精度の製品を得られること。
【解決手段】固定型スライドブロック11と可動型スライドブロック16とは、貫通孔15a,17aに傾斜ピン15,17が嵌合することによって、型締めとともに矢印の方向にスライドして想像線で示される位置に先端がくるまで移動しながら嵌合して、型締め状態において密着して貫通孔内面に型抜き方向にアンダーカットを形成する凹凸部を有する有機合成樹脂製品のキャビティPCを形成する。 射出成形・冷却が終了して型を開く際には、矢印と逆の方向へスライドするため、有機合成樹脂製品のキャビティPCの貫通孔内面から離れ、両スライドブロック11,16が製品のアンダーカットに掛からない位置まで後退するので、スムーズに型開きを行うことができる。
(もっと読む)
成型品生産方法及び射出成型金型
【課題】 溝等の陥部を周面に有するシャフトが凹部から突出している成型品を生産すること。
【解決手段】 本体52の外形を決めるキャビティ形成面を有する第1キャビティ形成部材5a,5bと、そのキャビティ形成面に離間して配置されて本体52の凹部55の形状を決めるキャビティ形成面を持つ有孔凸部8と、その孔10に交差する向きで連通する穴11とを有し、該孔10の軸方向へ移動する第1スライドコア13と、孔10と連なってシャフト53の外形を決める連通孔14を形成するとともにその表面の一部に凸部16を有するキャビティ形成面を対向させて配置され、穴11に沿って開閉する一対の第2キャビティ形成部材17a,17bとを具備する。第2キャビティ形成部材17a,17bを開動作させて凸部16のアンダーカットが抜けた後に、第1スライドコア13を孔10の軸方向へ移動させる。
(もっと読む)
多数個取りインサート成形装置
【課題】各インサート部品の寸法に多少のばらつきがあったとしても、型締め状態において形成される各キャビティの大きさを均一にでき、複数個同時に成形したインサート成形品に個体差が生じたり、バリや充填不良が生じることを防止できるインサート成形装置を提供する。
【解決手段】固定プレート10に固定型11を複数固着する。可動プレート23に複数の可動型24を設ける。各可動型24を可動プレート23の移動方向に各々独立して移動自在とする。各可動型24を弾性を有するクッション材40を介して可動プレート23に設ける。各固定型11にインサート部品押し当て部とを形成する。型締め状態においてクッション材40により可動型24を介して固定型11側に押圧されたインサート部品2がインサート部品押し当て部に押し付けられるようにする。
(もっと読む)
球体用成形金型の成形装置
【課題】簡易な構造で、成形された球体用成形金型の成形面に形成されたアンダーカットと干渉することなく各中子を迅速に脱型する。
【解決手段】中央部中子3を支持する第1型部10と、側部中子を支持する第2型部20とが接近することにより、中央部中子3と側部中子とが型締めされ、離反することにより型開きするとともに、側部中子が成形されたアンダーカットから脱型される。
(もっと読む)
射出成形用金型装置
【課題】電動モータ等の駆動源を用いることなくアンダカット部内に設けられるネジ部をアンダカット部と共に一度に形成することが可能であり、かつ成形する製品の形状変更等にも容易に対応することが可能な汎用性の高い射出成形用金型装置を得る。
【解決手段】ネジコア51は、コアユニット4の第2部分50に保持されており、第1の金型2と第2の金型3との分離時に、ラック6および歯車列7を介して回転しつつネジ部92から抜脱される。アンダカット用コア41は、コアユニット4の第1部分40と一体に形成されており、可動側型板31と可動側受板32との分離時に、傾斜ピン34と傾斜ピン穴57とが摺接することにより、アンダカット部91から離型される。
(もっと読む)
プラスチック成形品の成形方法
【課題】投射用ミラーなどのように転写面積が大きいプラスチック成形品の高精度な面転写を実現し、成形精度の高いプラスチック成形品の射出成形方法を提供する。
【解決手段】キャビティ4を画成する転写面5を有する1対の金型3を用い、溶融樹脂をその樹脂の軟化温度未満の所定温度に保持された前記金型に射出して充填し、同樹脂を加圧して転写面に密着させ、その後、同樹脂をその溶融温度からその軟化温度未満の所定温度まで冷却する過程において、転写面の外の少なくとも1つ以上の非転写面を形成する可動入子6を同樹脂から離間する方向に移動させることにより、キャビティ壁面(内面)と樹脂との間に空隙12を形成させ、これにより、前記非転写面にヒケを誘導するプラスチック成形品の成形方法。また、転写面及び非転写面の外の面に、上記可動入子の摺動方向に対して略直角方向の凹部もしくは凸部を設け、これにより樹脂をキャビティ内に係止させる。
(もっと読む)
タイヤ成形用二分割金型及びこのタイヤ成形用二分割金型を使用したタイヤの製造方法。
【課題】高性能タイヤを製造出来ると共に、金型の型締め時にタイヤの挟み込みを防止して加硫成形時の不具合を改善し、歩留りを向上させることが出来るタイヤ成形用二分割金型及びタイヤの製造方法を提供する。
【解決手段】スライドユニット機構5は、セクター7の上下面に複数本のガイドロッド15を介して水平に昇降するスライドプレート16が設けてあり、このスライドプレート16上にガイドピン13の先端にピン17を介して揺動可能に連結されたスライド可能なピンホルダー18をスライド可能に載置すると共に、スライドユニット機構5のフレーム19にはスライドプレート16をガイドロッド15に沿って昇降させる駆動装置4の伸縮作動により、ピンホルダー18はスライドプレート16上を左右に移動し、セクター7は、セグメント9とのガイド手段8に沿ってタイヤ中心方向に水平に進退移動する。
(もっと読む)
射出成形機
【課題】 金型全体を小型化して、金型加工費を低減できると共に、成形機自体の小型化が可能となる射出成形機の提供。
【解決手段】 金型駆動装置から射出ノズルに向かって平行に伸びる複数本のタイバー1と、該タイバー1に直に支持されて金型駆動装置により移動する可動側プラテン3と、タイバー1の射出ノズル側終端に直に支持される固定側プラテン2とを備え、可動側プラテン3を進退動させて、成形金型の型締め・型開きを行なう射出成形機において、タイバー1に直に支持された上記両プラテン2・3の対向面に凹部を設けて、該各凹部内にカセット金型4・5を直に装着することにより、従来の専用モールドベースが不要となるので、金型全体を小型化して、金型加工費を低減できると共に、成形機自体の小型化も可能となる。
(もっと読む)
樹脂成型体の製造方法
【課題】成形品が損傷を受けずに簡易に取出し得る樹脂の射出成形方法を提供する。
【解決手段】複数の成型型の型閉じによって形成されるキャビティに樹脂を注入し、当該樹脂を成型した後に、前記複数の成型型を型開きする型開きステップを有し、前記複数の成型型には、第1方向に前記型開きを行い、前記キャビティを臨む領域に凹部または凸部20bを有する第1成型型と、各々が第1方向と異なる方向に型開きを行う複数の第2成型型3とが含まれ、前記型開きステップは、前記樹脂の成型体4に前記凹部または凸部20bの一部分が係留可能な状態で、前記第1成型型を前記成型体から離型させる第1離型サブステップと、前記係留可能な状態を維持したまま、前記複数の第2成型型3を前記成型体4から離型させる第2離型サブステップとを有する方法を用いる。
(もっと読む)
金型装置
【課題】 キャビティに形成したキャビティ大外径部寸法よりも割型キャビティ外径寸法を大きくすることで、先金部の収縮による抵抗を防止し、スム−ズに離脱させることもできるが、先金部の抜き勾配軸径寸法が大外径部よりも大きくなり、その結果、鋭利なバリ状凸部が発生してしまい、製品としての価値を著しく落としてしまうことになる。
【解決手段】 軸筒に鍔部が形成され、その鍔部を境に開閉可能な1対の割型キャビティブロックを有する金型装置であって、その割型キャビティブロックの前記鍔部が成形される面に鍔部の外周縁を基点とする円錐孔を形成した金型装置。
(もっと読む)
射出成型方法及び射出成型金型
【課題】射出成形の際に板ばねが変形することがない対物レンズ支持装置の射出成型方法及び射出成形金型を提供することを目的とする。
【解決手段】下金型11にスライドコア14の動きを規制する溝部19を設け、スライドコア14の下側面に溝部19にガイドされる突起部18を設けることにより、スライドコア14が後退しながら上昇するので、後退方向及び上昇方向の応力を同時にかけることが可能になり、板ばねを変形させることなく、スライドコア14から対物レンズ支持装置17を離型することができる。
(もっと読む)
射出成形用金型装置
【課題】複数のキャビティが略同一の円周上において互いに近接して配置される場合でも、各アンダカット用コアの移動スペースを確保しつつ、各アンダカット用コアを対応するアンダカット位置に再現性良く進退させ得る射出成形用金型装置を得る。
【解決手段】2種類のアンダカット用コア(回動コア8およびスライドコア9)、リングギア10、およびスライドラック11を可動型3に設ける。固定型側の傾斜ピンにより、金型の開閉運動に連動してガイド溝33内を摺動するスライドラック11によって、リングギア10が回転せしめられ、このリングギア10の回転により、回動コア8およびスライドコア9が、対応するキャビティ4Aおよび4Bの各アンダカット位置7に進退するように構成されている。
(もっと読む)
成形品の金型
【課題】従来の成形品の金型は、成形品の品質が低下する恐れがあり、金型が大型化するとともに高価になってしまっていた。
【解決手段】成形品20の外面を成形する固定型2およびスライドコア11と、成形品内面を成形する傾斜コア12および押出しコア14と、傾斜コア12が摺接する可動型13とを有する第2成形型3とを備え、傾斜コアは金型の開閉に伴い金型の開閉方向と略直交方向へ移動可能であり、スライドコアは金型の開閉に伴い傾斜コアとの間で成形品のアンダーカット部を把持した状態で、金型の開閉方向と略直交する方向であって、該アンダーカット部が第1成形型から脱型する方向、および金型の開閉方向と略直交する方向であって、アンダーカット部が傾斜コアから脱型する方向に傾斜コアとは独立して移動可能であり、スライドコアの金型の開閉に伴う金型の開閉方向と略直交する方向への移動は、第2成形型のカム部材にて行われる。
(もっと読む)
射出成形金型のスライドコア開閉構造
【課題】 スライドコアを有する射出成形金型の金型スペースの確保。
【解決手段】 射出成形金型1は固定側金型2と可動側金型3とから成り、固定側型板5に形成された段付き穴5aにアンギュラピン6が摺動可能に配設されている。段付き穴5aを固定側受板4側へ延長して形成された穴4aにはアンギュラピン6を押し出す方向に付勢して圧縮コイルバネ7が配設されている。可動側金型3に配設されたキャビスペーサA8の上に傾斜穴11cを有するスライドコア11が摺動可能に配設されている。アンギュラピン6は傾斜穴11cに係合して金型開閉方向と垂直な方向にスライドコア11を移動させる。キャビスペーサA8にはアンギュラピン6の先端部を受け入れる逃がし穴8aが形成されている。
(もっと読む)
複合成形品の製造方法と製造装置
【課題】 本体部材とクッション部材との境界部で弾性ポリマー材料のはみ出しを抑えてバリの発生を防止すると共に、弾性ポリマー材料の射出圧力によって本体部材の中空部を囲む中空壁部が変形されたり、押し潰されたりすることを防止する。
【解決手段】 射出成形型70を閉じた後に、射出ゲート80から加熱して溶融した弾性ポリマー材料を成形キャビティ125における本体部材32の裏面側の両縁50、55の範囲内でかつ中空部35の内形縁に及ばない位置に射出して一方の成形キャビティ125に流入させると共に、弾性ポリマー材料の一部を連結流路130を介して他方の成形キャビティ120に流動させ夫々の成形キャビティ120、125に充填してクッション部材62、65を成形すると共に、クッション部材62、65を射出成形した弾性ポリマー材料の熱及び/又は圧力により本体部材32の両縁50、55に沿って一体的に接合する。
(もっと読む)
金型装置
【課題】 成形終了後においては、成形された2つのゲートがゲート口やランナー通路を経て取り出されるが、細いランナー通路を通過する際にゲートとランナー通路との間に過大な勝る抵抗が発生し、その結果、ゲートやランナーが切断されてしまう危険性があった。そして、ゲート口やランナー通路内に滞ってしまったゲートやランナーを取り除くことは、非常に面倒な作業となってしまっていた。
【解決手段】 固定側型板群と可動側型群とからなり、その可動側型板群に成形品の外形を形成するキャビティーと、成形品の内形を形成するコアピンを配置した金型装置であって、そのコアピンの前端に接触・離隔可能な先ピンを前記固定側型板群に配置すると共に、その先ピンの前端部に前記キャビティーに樹脂を流入させるゲート溝を形成し、また、そのゲート溝に連通するランナー孔を先ピンに形成した金型装置。
(もっと読む)
射出成形金型におけるゲート方式
【課題】 スライドコアを備えた射出成形金型による成形後のゲート処理工程を削減。
【解決手段】 アンダーカット部を有する製品を成形する射出成形金型1は固定側金型2と可動側金型3とから成り、可動側金型3にキャビティ13が形成されているスライドコア12が配設されている。キャビティ13にはサブマリンゲート16を設けて、固定側金型2を構成する固定側取付板4にはランナーロックピン18を配設してあり、このランナーロックピン18をサブマリンゲート16の根元まで伸ばしてある。金型が開く時にランナー樹脂はランナーロックピン18により固定側に固定されているので製品とランナーとがゲート部分で切り離される。
(もっと読む)
冷蔵庫扉内板、冷蔵庫扉内板の成形金型装置、冷蔵庫扉内板の成形方法
【課題】 従来の冷蔵庫扉内板は、成形時型離型時無理抜き状態ではメクレ、反り又はヒネレ等が生じ抗品質の成形品を得ることができないという課題があった。
【解決手段】 この発明は、扉外板とで冷蔵庫扉本体を形成する扉内板であって、前記扉内板はポケット部を挟持する側壁部と、前記扉内板の裏面にあって前記側壁部の裏面中空肉盗み部と、この中空肉盗み部を多数分割するように所定間隔で設けた駒倒れリブ部と、前記扉外板と扉内板との間に発泡充填される断熱材を食付かせるアンダーカット挿入部を複数設けた内板平面部と、前記裏面中空肉盗み部を有する側壁部の外周縁部に設けたガスケット保持溝部とを合成樹脂材により一体に成形したことを特徴とする冷蔵庫扉内板。
バランスの良い
(もっと読む)
インサート成形用金型
【課題】 インサート部材の金型からの脱落を防止する保持手段を備える、インサート成型用金型を提供する。
【解決手段】 インサート部材が配置される凹み部を有する第一の金型本体と、第一の金型本体と組み合わされて、凹み部内でインサート部材の周りに合成樹脂を成形する空間を形成する凸部を有する第二の金型本体と、凹み部にインサート部材を保持する保持手段とを有し、保持手段は、第一の金型本体と第二の金型本体とが組み合わされる前の型開放時において、インサート部材が凹み部から脱落することを防止すべく、凹み部の開口部の一部を閉じる覆い部分を形成し、第一の金型本体と第二の金型本体とが組み合わされる際に、凹み部の開口部の覆い部分の領域を変化させ、第一の金型本体と第二の金型本体との組み合わせが完了された時の型閉鎖時において、凹み部の開口部の覆い部分が無い状態で凹み部の開口部を開放する、インサート成形用成形金型。
(もっと読む)
21 - 40 / 48
[ Back to top ]