
Fターム[4F202CL47]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 細部及び補助操作 (608) | 位置決め、案内、保持機構 (586) | 型間のロック装置 (126) | 機械的結合によるもの (69)
Fターム[4F202CL47]の下位に属するFターム
ネジ式(←半割りナットによる) (35)
Fターム[4F202CL47]に分類される特許
1 - 20 / 34
射出成形機
【課題】電磁石による吸着力で型締力を発生させる型締力発生機構を採用しつつ、ストッパ機構を構成する棒状部材の長さを最小限に抑えること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、第2の可動部材と第2の固定部材との間に設けられ、第2の可動部材及び第2の固定部材のうちのいずれか一方に一端が固定されると共に、第2の可動部材及び第2の固定部材のうちの他方まで他端が延在する棒状部材と、棒状部材と係合する係合位置と棒状部材から離脱する離脱位置との間で移動可能な係止部材であって、係合位置にあるときに第2の可動部材の移動を防止する係止部材と、を備える。
(もっと読む)
型締装置

【課題】型締力を十分に発揮しつつ、小型化を図ること。
【解決手段】第1プラテン13と第2プラテン15をタイバー14にて連結し、その第2プラテン15に複数個のくさび部材K1〜K4を設ける。くさび部材K1〜K4は、第2プラテン15の案内路20内に配設し、作動用シリンダ19によって案内路20内を前進動作及び後進動作する。型締力を発生させる場合には、可動金型12を保持するダイプレート16の背面にくさび部材K1〜K4を打ち込む。そして、くさび部材K1〜K4によって発生する型締力、及び成形材料を充填する際にくさび部材K1〜K4を介して受ける型開方向への力は、第2プラテン15の案内路20の内周面を受圧面として受圧し、タイバー14で受ける。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
複合成形品の射出成形機およびその作動方法
【課題】第1の盤と第2の盤との間に、中間部材が型開閉方向に移動自在に配設され、前記中間部材には型開閉方向と直交する方向の回転軸を中心に回転する中間金型が設けられる複合成形品の射出成形機に関し、金型の側に着脱自在なクランパ等を設けずに任意のキャビティの側を型開可能とする。
【解決手段】第1の金型15が取付けられる第1の盤16と第2の金型19が取付けられる第2の盤20との間に、中間部材35が型開閉方向に移動自在に配設され、前記中間部材35には型開閉方向と直交する方向の回転軸36を中心に回転する中間金型38,39が設けられ、前記第1の金型15および前記第2の金型19に対して中間金型38,39が型閉されてそれぞれキャビティA,Bが形成される複合成形品の射出成形機11の中間部材35と前記第1の盤16との間に、前記中間部材35を固定的に保持可能なロック機構42を設ける。
(もっと読む)
射出成形機
【課題】内側にネジ溝が形成される一方で、外側表面には、文字、絵、図形等の装飾が付与などされることがある成形体をネジ抜き成形で成形する射出成形機において、成形体の外側表面に、溶融樹脂の供給に伴いゲート形成部(ゲート跡)が形成されることを防止できるようにする。
【解決手段】固定ダイプレート6に装着される固定金型9に、回転自在に中子金型部13を設け、この中子金型部13でネジ溝16が成形される成形体15の背面側に臨むようにして射出ノズル2を配設する。可動金型12が装着される可動ダイプレート5に設けたボールネジ機構23により、固定金型9に設けた中子金型部13を駆動できるよう、ボールネジ機構23のスプライン軸24と、中子金型部13へ駆動力を伝達するための固定金型内に設けた主動ギヤ10とをソケット25で連結する。
(もっと読む)
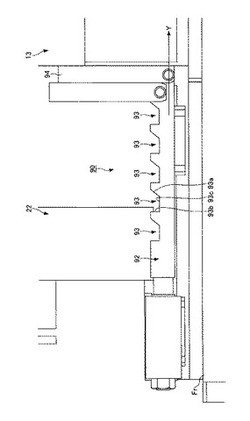
成形機の型締装置
【課題】ハーフナットとハーフナット係合溝との設定位置が厳密に合致していない場合にも、ロック手段の破壊を防止でき、ハーフナットとハーフナット係合溝との係合を確実に行うことができる型締装置を提供する。
【解決手段】第1及び第2のハーフナット277,278の全長Lを、可動ダイプレート24のロック手段取付面と、支持部材271を構成する前板271cの内面との間隔Dよりも1mm程度小さく形成する。具体的には、ロック手段27を構成する保持板273、ねじ軸274、右ねじ用ナット体275、左ねじ用ナット体276、第1及び第2のハーフナット277,278を、摺動手段272を介して支持部材271に取り付け、第1及び第2のハーフナット277,278を、可動ダイプレート24のロック手段取付面及び支持部材271の前板271cとの間に設けられたクリアランス内で自由に変位させる。
(もっと読む)
樹脂成型品の製造方法及び製造装置
【課題】射出成型法を用いて熱硬化性樹脂から成る樹脂成型品を効率よく製造する方法を提供する。
【解決手段】第1ベース金型111に着脱可能に設けられた第1入子211と第2ベース金型112に着脱可能に設けられた第2入子212を、第1ベース金型111と第2ベース金型112を押圧することにより密着させる。これにより第1入子211と第2入子212の間に形成されるキャビティ23に、そのキャビティ23に接続された圧入路24、25を通して流動状態の熱硬化性樹脂を圧入する。続いて、圧入路を封止すると共に第1入子211と第2入子212を密着させた状態で両者を固定する。そして、第1入子211及び第2入子212から成る入子ユニット21を第1ベース金型111及び第2ベース金型112から取り出し、キャビティ23内の熱硬化性樹脂を硬化させる。
(もっと読む)
金型開閉装置
【課題】解除バーの直線運動をカムの回転運動に変換することによってカムロックの開閉を行う構造の金型開閉装置において、細くて長い解除バーの高精度な切欠き加工を容易に行うことができるようにする。
【解決手段】同一の回転軸を支点としてそれぞれが独立して回転する第1のカム5と第2のカム6とによりクランプカムを構成する。そして、ドグ11の直線運動を第1のカム5の回転運動に変換し、第1のカム5の回転力を利用して第2のカム6を回転させることによって上本体爪1aとロック爪6aとのロックを解除するように構成する。これにより、ドグ11と直接接触する第1のカム5が、ロック状態を維持したまま第2のカム6と独立して回転できるようにして、切欠きを長くしてドグ11から押接力をずっと受けない状態にしておく必要をなくし、型開き長さ以上の大きな切欠部11bを作らなくても済むようにする。
(もっと読む)
タイバーナット回転装置
【課題】タイバーナットの取り付け及び取り外しを短時間に行ってタイバーの引き抜き作業を効率よく行うことが可能なタイバーナット回転装置を提供する。
【解決手段】タイバーナット回転装置は、支持台7に搭載されるモータ8と,モータ8の出力軸8aに固設されるピニオンギヤ9と,支持台7に軸支されタイバーナット3及びピニオンギヤ9に噛合するピニオン軸10とからなるタイバーナット回転手段4と、本体11の角孔11aに挿設されるタイバー押圧体12と,後部14bがタイバー押圧体12のネジ孔12aに螺挿され,頂部14aがリンク13の一端に連結されるネジ軸14と,本体11の上面に立設されたブラケット15に枢支される油圧シリンダ16と,油圧シリンダ16によって進退自在に保持され,先端部が取付具17aを介してリンク13に枢支されるピストンロッド17とからなるタイバー押圧手段5と、延長タイバー6によって構成される。
(もっと読む)
中空成形装置
【課題】 成形金型の型締力が容易かつ確実に調整でき、しかも、成形金型の種類や形状の変更にも対応できる中空成形装置を提供する。
【解決手段】 中空成形装置に設ける型締駆動機構30について、一対の第1、第2リンクアーム31,32のうち後方支持プレート8と連係するリンクアーム32の端部が偏心リンクピン51を介して回動自在に支持されたブラケット52と、該ブラケット52に一端部が固定され、後方支持プレート8により軸心方向へ移動可能に支持されたシャフト53と、該シャフト53を一端側へ付勢するように設けられ、その付勢力によって金型12の型締力を補助する複数の皿ばね56とを設けて、偏心リンクピン51の偏心位置に応じて、シャフト53を介して各皿ばね56に対する負荷を変化させることによって、金型12の型締力を変化させるように構成した。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
積層品の成形装置及び成形方法
【課題】成形装置が簡略化され安価で、成形サイクル時間が短く、樹脂漏れや樹脂の固化による成形不良を防止した積層品の成形装置及び成形方法を提供する。
【解決手段】固定型に間隔を置いて複数のキャビティ面を設けたスライド型を有する一対の金型と、金型を開閉する型締ユニットと、型締ユニットの軸線方向及び軸線方向と交差方向に配した型閉じして形成されるキャビティに溶融樹脂を充填する複数の射出ユニットとを備えた成形装置を用い、スライド型の成形用ノズル係止部に軸線方向と交差方向に配した射出ユニットとの着脱を可能とする係止手段を備え、スライド型と射出ユニットを係止して、スライド型の所定の成形位置への移動は射出ユニットの移動手段によって行われる積層品の成形装置と積層品の成形方法。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】駆動手段の往復作動によってバルブを開閉するバルブゲートで、バルブ閉時のゲートカット高さ、バルブ開時の流量などを調整する。また、閉作動時にバルブゲート先端内部の材料が急激に圧縮され、内圧が上昇するのを防止する。また、バルブが正常に作動できなくなった場合に駆動部分の破損を防止する。
【解決手段】バルブ体41の駆動手段として電動駆動手段を用いる。電動シリンダ121の駆動によってバルブ体41が上下に作動し、ゲート穴15を開閉する構造において、電動シリンダロッド125の前進後退位置を位置決めすることにより、バルブの閉位置、開位置を調整することができる。また、各作動位置での作動速度および推力を制御することができる。さらに、バルブ作動の過負荷を検出して駆動を停止することができる。
(もっと読む)
射出成形用金型構造
【解決手段】エジェクターボックス気密空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなる成形品を成形するための射出成形用金型構造において、固定金型用受け板11に遮蔽側壁11cを形成し、型締め状態において、固定金型用受け板の遮蔽側壁と可動金型用受け板2とが当接するように構成することにより、スライドコアSを、固定金型用受け板と可動金型用受け板とにより、気密状に囲繞するように構成したものである。
【効果】型締めされた固定金型用受け板と可動金型用受け板との間から、キャビティやエジェクターボックス気密空間内に注入された圧縮ガスが漏れるようなことを防止することができる。
(もっと読む)
射出成形装置
【課題】射出成形装置の小型化、構造の簡素化を図ることができる射出成形装置の型開閉装置を提供する。
【解決手段】射出成形装置本体1から前方に突出するガイドレール52と、金型2をガイドレール52に沿って射出成形装置本体1の外側にスライドさせるスライド手段56と、射出成形装置本体1の外側で固定型14を保持する型保持手段58と、固定型14を上下に移動させて金型2の開閉を行う型開閉駆動手段60と、を備えている。金型2の開閉動作を射出成形装置本体1の外側で行うので、型締機構8に必要なストロークを大幅に低減することができる。したがって、型締機構8に必要な型締圧を低減させることができるから、型締機構8の構造を簡単にすることができ、射出成形装置100の小型化、構造の簡素化を図ることができる。
(もっと読む)
射出成形装置
【課題】固定盤、可動盤等の位置ずれを防止して高精度の成型品を成形することができる射出成形装置を提供すること。
【解決手段】固定盤11は、鋳鉄で形成され、支持部材21は、インバーで形成されている。鋳鉄の線膨張率は、室温で通常10[ppm/K]程度である。また、インバー材の線膨張率は、室温で通常1[ppm/K]以下である。つまり、固定盤11は、比較的低線膨張率の材料で形成されているが、支持部材21は、さらに低線膨張率の材料で形成されている。このように、支持部材21を低線膨張材料で形成することにより、支持部材21の熱膨縮に起因する固定盤11の位置変動を抑えることができ、固定金型61の位置ずれを低減できる。
(もっと読む)
弾性体ローラの製造装置
【課題】弾性体ローラの製造に際して、型締め装置による金型の曲がりを軽減され、成形される弾性体ローラも振れが少ない弾性体ローラを製造することのできる弾性体ローラの製造装置を提供する。
【解決手段】両端が開口した円筒状金型、該円筒状金型内中心に芯金を保持する入口駒及び出口駒よりなる弾性体ローラ製造用金型、該弾性体ローラ製造用金型に芯金を挿入保持した後に垂直に把持する型締め装置、及び弾性体材料を注入する入口駒に設けられた注入孔から弾性体材料を弾性体ローラ製造用金型内部に形成されたキャビティ内へ注入するための注入装置からなり、該円筒状金型の軸方向長さが外径の5倍以上12倍以下であり、該弾性体ローラ製造用金型の入口側と型締め装置の下部固定板間及び該弾性体ローラ製造用金型の出口側と型締め装置の上部可動板間に、それぞれ、型締め機構を有すること。
(もっと読む)
射出発泡成形方法及び射出発泡成形装置
【課題】トグル式の型締機構を有する型締装置を用いた樹脂の発泡射出成形において、トグル機構の機械的隙間に影響されることなく、発泡倍率、気泡径や成形品の厚み精度にバラツキのない高品質な発泡成形品を得る射出発泡成形方法及び射出発泡成形装置を提供する。
【解決手段】樹脂の発泡工程に際し、タイバーナットを軸線方向に押圧して固定すると共に、所定の型締力の作用下において可動盤の位置を後退させ金型キャビティ容積を拡大することとした。
(もっと読む)
パーティングロック装置及びその装置を備えた金型装置
【課題】金型のパーティングロックにエアを採用し、そのエアを型閉状態でのみエアシリンダに供給できるように構成して、型閉前には作動せず、型閉抵抗による異物検出装置に影響を与えないパーティングロックを、エア作動のロックロッドと直交位置するロックプレートとの嵌合により行えるようにする。
【解決手段】本体ブロックの内部にリターンスプリングを備えるエアシリンダと、エアシリンダのピストンと一体のロックロッドと、本体側方からエアシリンダのピストン加圧側に穿設したエア供給路とを設ける。本体ブロックの側面に当接する当接ブロックに、当接側面から突出してロックロッドの先端と直交位置するロックプレートを設ける。本体ブロックとの当接時にエア供給路と連通するエア通路とを設ける。
(もっと読む)
射出成形用積み重ね金型
【課題】アンダーカット部を有するような複雑な形状の成形品であっても、比較的簡単な構造でコストアップを抑えて自動的に生産する。
【解決手段】射出成形用積み重ね金型1において、中間型板16の移動を規制するストップボルト10を固定側型2に摺動自在に設けるとともに、固定側型板6と中間型板16との間のキャビティC1で固化した成形品を離型させる固定側突出しピン8を固定側型2に摺動自在に設ける一方、固定側型板6と中間型板16との間のキャビティC1に連通する流路R1で固化した流路樹脂を離型させる中間側突出しピン23を中間型板16に摺動自在に設ける。これにより、可動側型3の型開き時にストップボルト10を介して中間側突出しピン23を作動させて流路樹脂を離型させた後、固定側突出しピン8を作動させて成形品を離型させる。
(もっと読む)
1 - 20 / 34
[ Back to top ]