
Fターム[4F202CM01]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983)
Fターム[4F202CM01]の下位に属するFターム
突出しピンによるもの (543)
スリーブ突出しによるもの (64)
ストリッパプレートによるもの (74)
流体圧によるもの (128)
多段階に突き出すもの (58)
Fターム[4F202CM01]に分類される特許
101 - 116 / 116
樹脂成形型及び成形品取り出し方法

【課題】主に、成形品を離型させる際に応力により成形品の品質に悪影響を与えるおそれがある点と、樹脂成形型及び装置の小型化・軽量化を図ることができない点とである。
【解決手段】キャビティ9を含む樹脂充填部が流動性樹脂によって充填された後に流動性樹脂を硬化させて硬化樹脂14を形成し、硬化樹脂14を含むとともに製品を含む成形品15を完成させる際に使用される樹脂成形型3に、成形品15に接し得る型面のうち成形品15に対して固定されている固定面10を構成する固定ブロック4と、型面のうち固定面10以外の部分からなる可動面11を構成するとともに、キャビティ9における相対向する端部に沿って相対向して各々回動自在に設けられた1対の可動ブロック7と、各可動ブロック7を回動させる回動手段とを備える。硬化樹脂14が形成された後に各可動ブロック7が回動することによって、可動面11において成形品15に力が加えられる。
(もっと読む)
成形された天然樹脂を型から持上げバーを利用して取り外す方法
本発明は、天然樹脂を型キャビティ内に射出成形するプロセスに関するものである。前記型キャビティは、型キャビティの、成形された動物用噛み物を引き抜くための突出しシステムの一部としての持上げバーを有している。該持上げバーは、射出後及び型開放後の型に接触した状態に保たれている成形物品表面積に関して相対的に広い表面積を有している接触面積を備えている。 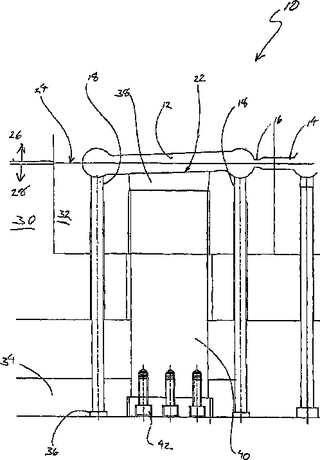 (もっと読む)
(もっと読む)
樹脂レンズの成形型

【課題】樹脂材料からなる微小レンズを高精度に成形できる成形型を得る。
【解決手段】表裏のレンズ面に対応する成形鏡面を有する一対の鏡面コアを、開閉可能な一対の胴型のコア支持孔にそれぞれ挿入支持した樹脂レンズの成形型において、一対の鏡面コアを対応する胴型のコア支持孔にそれぞれ挿入して固定し、一対の胴型の少なくとも一方に、該一対の胴型のパーティングラインに臨ませて、一対の鏡面コアによる成形空間から放射方向に延びる少なくとも二つの径方向突起形成空間を形成し、一対の胴型のいずれか一方に、この径方向突起形成空間に延びるイジェクトピンを進退自在に支持した樹脂レンズの成形型。
(もっと読む)
光記録媒体基板の製造方法、及び光記録媒体基板
【課題】 成形金型から取り出す際の光記録媒体基板の反りを抑制する。
【解決手段】 樹脂が注入されて光記録媒体基板が成形される樹脂成形空間部を介在して対向配置される一組の型のうち、一方の型30に、光記録媒体基板11を押し出す基板押出部材33と、光記録媒体基板11にガスを吹き付けるガス吹付口34aとが設けられた射出成形金型を用いて、光記録媒体基板11を成形する成形工程(A)を実施し、その後、基板押出部材33により光記録媒体基板11を押し出す工程(B1)と、基板取出機50を、押し出された光記録媒体基板11に対して吸着部51が離間して対向する位置に配置する工程(B2)と、ガス吹付口34aからガスを吹き付けて、光記録媒体基板11を基板押出部材33から離脱させて基板取出機50の吸着部51側に移動させ、吸着部51により光記録媒体基板11を吸着する工程(B3)とを含む取出工程(B)を実施する。
(もっと読む)
合成樹脂射出成形用割型式金型のエジェクタピン
【課題】従来のエジェクタピン30と置換ができて、固着、折れ曲がり等の弊害を防止又は減少する効果が期待ができるエジェクタピン70を提供する。
【解決手段】エジェクタピン70の両端部(頭部71及びショルダ部73)を除く円柱状本体部72外周部にガス及び残留異物逃げ通路としてスパイラル溝74を設け、合成樹脂射出成形が完了し形成された成形品60を取り出すためのエジェクタプレート20の移動と共に、エジェクタピン70が可動側型板40から回動しないで可動側入れ子B41の貫通孔B内を摺動して突き出すことにより、該可動側入れ子B41の貫通孔B内に付着する合成樹脂の残留異物等が除去されるようにする。
(もっと読む)
成形装置
【課題】変形や破損を伴わずに成形体を容易に取り出すことが可能な成形装置を提供すること。
【解決手段】この成形装置11では、型開き方向A1に沿って出没可能な固定型側コア23を固定型21に設け、型開き方向A1に沿って出没可能な可動型側コア33を可動型31に設ける。型開きの際に、両コア23,33を型開き方向A1に沿ってともに突出させ、両コア23,33間に砂中子Wを保持した状態を維持する。また、この成形装置11は、昇降部材51と弾性部材54とを含んで構成される成形体受治具41を備える。昇降部材51は、型締め時に固定型21及び可動型31の下方位置に退避し、型開き時に上昇して砂中子Wに近接する。弾性部材54は、昇降部材51を上方に押圧して砂中子Wの下面W1に追従させ、昇降部材51を介して砂中子Wの荷重を受け止める。
(もっと読む)
成形型、および成形品の成形方法
【課題】 簡単な構成で、意匠面と非意匠面とが形成された成形品、特にアンダーカット部を有する成形品を、開閉可能な成形型内に形成されたキャビティにより成形した後に、意匠面を傷つけることなく容易に且つ確実に取り出すことができる成形型および成形方法を提供する。
【解決手段】 成形型2は、意匠面F1と非意匠面F2とが形成された成形品1を成形するためのもので、意匠面F1を成形する第1の成形型としての固定型20と、非意匠面F2を成形し、型開き時に成形品1を保持するように形成された第2の成形型としての可動型21と、可動型21から成形品1を離型させるエジェクタ手段5と、可動型21に保持された状態で型開きすることにより固定型20から離型された成形品1をエジェクタ手段5により可動型21から離型させて、固定型20に成形品1を残すよう制御する制御手段と、を備えている。
(もっと読む)
成型用金型
【課題】 本発明は、製品とゲートが切り離れ、別々に離型する整形用金型を提供する。
【解決手段】 可動金型内部に有する押し出し板6,7に貫通穴22設け、ばね押さえ部19と圧縮ばね20を設けたランナー押し出しピン18の端を、押しだし板6,7の貫通穴22に差込み、ランナー押しだしピン18の反対がわの端を、湯ダマリ16までに設ける。
(もっと読む)
金型構造
【課題】 射出成形における金型の固定側のプレート枚数を減らして金型構造を簡単にすることにより、小型化と低コストを実現することを目的とする。
【解決手段】 金型1は固定型部2と可動型部3とから構成され、固定型部は固定側型板4と固定側取付板5とからなり、固定側取付板4にはストップボルト6とガイドピン7が固定される。固定側取付板5に対向して固定側型板4が配置され、キャビティ14の上面から固定側型板4を貫通してランナ17aが設けられる。ランナ17aはスプル15aと連通される位置に設けられる。可動側型部3は可動側型板22およびスペーサブロック23と可動側取付板24とから主に構成される。可動側型板22にはキャビティ14の下面側14bに孔32が貫通して設けられる。この孔32を挿通してエジェクタピン33が設けられる。エジェクタピン33は第1エジェクタプレート28および第2エジェクタプレート29により支持される。エジェクタプレート29に対向する位置にエジェクタロッド35が配置される。
(もっと読む)
脱型受取装置及び脱型方法
【課題】金型内の環状成形品を脱型する際、環状成形品への傷付着を防止し得ると共に、環状成形品の表裏反転による不良発生を防止すること。
【解決手段】中金型26の上方からキャビティ孔26h内の環状成形品1にエアを吹付けることで、成形品1が脱型される。脱型された成形品1は、受ピン部55に受取られる。脱型の際、キャビティ孔26hと受ピン部55との間に、成形品1がキャビティ孔26hから脱型でき、かつ、環状の成形品1が表裏反転しない程度の空間が形成されている。エアの吹きつけにより成形品1が表裏反転しようとすると、該成形品の一部が受ピン部55にあたって、表裏反転が防止される。
(もっと読む)
成形品の製造方法
【課題】 組立機の異常停止により生ずる、成形品のストッカへの蓄溜数に応じて、射出成形機から成形される成形品の数量を調整することができる成形品の製造方法を提供する。
【解決手段】 射出成形機で成形した成形品を金型から取出す工程と、前記金型から取出した成形品をストッカに一時蓄溜する工程と、前記ストッカから前記成形品を組立機に搬送する工程と、前記ストッカに蓄溜されている前記成形品の数量を検出する工程を有し、前記ストッカに蓄溜された数量が第一の所定量以上の時、前記射出成形機の自動動作が自動的に一時停止することを特徴とする。
(もっと読む)
成形用金型
【課題】 小型・軽量で低コストな成形用金型を提供する。
【解決手段】 可動型2は、可動中子6と、可動中子6と嵌合する嵌合凹部5bを有する可動母型5と、可動中子6及び可動母型5の間において、可動中子6に対し押出しガイド棒12を介して押出し方向に前後移動可能に取り付けられ、前後移動に伴い可動中子6から成形体を取り出す押出し板11とを備える。可動母型5は、押出し板11を収納するスペースSと、押出し板11に連結され押出し板11を押出し方向に前後移動させる外部からの動力を伝達する連結棒15が挿通される貫通穴5fとを一体的に有する。
(もっと読む)
成形品の製造装置とその構造ユニット
【解決手段】
射出成形、ダイカストあるいはプレス成形によって成形する成形品製造装置であって、コア部品(31)と、このコア部品(31)に割り当てられた突出し機構(41)と、前記コア部品(31)と突出し機構(41)を保持するコアキャリヤー(11)と、ダイ(51)とを備え、コア部品(31)とダイ(51)が互いに固定することにより該成形品に対応するキャビティを形成している。前記コアキャリヤーが通路(13)を備えたコアキャリヤーフレーム(11)として構成され、前記コア部品(31)と突出し機構(41)が、片側で前記コアキャリヤーフレーム(11)内に挿入できる構造ユニットを形成し、前記突出し機構(41)が、挿入状態にある時、前記通路(13)を介して伸長していることを特徴としている。
(もっと読む)
活性材料素子を使用して射出成形機からの排出を支援する方法及び装置
第1の面及び第2の面を有する射出成形機内の金型からの成形パーツの排出を支援する方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料アクチュエータを備える。活性材料アクチュエータは、作動信号に応答して拡張力を第1の面と第2の面との間に提供し、面同士を押し離すように構成される。配線構造が活性材料アクチュエータに結合され、作動信号を伝達するように構成される。成形パーツは、作動信号が始まったとき、又は作動信号がなくなるときに排出することができる。  (もっと読む)
(もっと読む)
射出成形機のエジェクタ機構
【課題】エジェクタ専用のアクチュエータが不要となる射出成形機のエジェクタ機構の提供。
【解決手段】型締め型開き用のサーボモータ1と、サーボモータに連結されて回転するボールスプライン2と、ボールスプラインと螺合して進退動するナット3と、ナットに固定されてボールスプラインを取り囲むようにボールスプラインよりも長く伸びるケース7と、ケースの先端側に固定される可動プラテン4と、可動プラテンの後端側に組み込まれるエジェクタプレート5と、エジェクタプレートから可動プラテンを貫くように設けられるエジェクタピン6とを備え、サーボモータが正回転すると、可動プラテンが前進し、サーボモータが逆回転すると、可動プラテンが後退して、ボールスプラインの先端部がエジェクタプレートに当接することにより、エジェクタピンで成形品を突き出す。
(もっと読む)
光ファイバ一体型フェルールの製造方法及び装置
【課題】 中子ピン使用や接着剤使用による問題や、接着剤に起因する使用中の熱サイクルにより光ファイバが剥離するといった問題もなく、光ファイバの装着位置精度が高く、かつ強固に結合した安価な光ファイバ一体型フェルールを連続的に製造できる方法及び装置を提供する。
【解決手段】 製品外形を規制する少なくとも1つのキャビティ2を有する金型1の各キャビティ内に挿通した状態に長尺な光ファイバ4を張設し、上記キャビティ内に流動性材料を射出充填する工程と上記光ファイバを間欠的に移動させる工程を順次繰り返し、上記光ファイバに多数の射出成形品Bが所定間隔で固着した一連の中間品を製造し、次いで中間品の光ファイバを所定の長さに切断し、上記射出成形品に仕上げ加工を施す。
(もっと読む)
101 - 116 / 116
[ Back to top ]