
Fターム[4F202CM02]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983) | 突出しピンによるもの (543)
Fターム[4F202CM02]の下位に属するFターム
特殊な機能を有する突出ピン (186)
Fターム[4F202CM02]に分類される特許
1 - 20 / 357
ブロー成形機、金型部品の取り付け方法及び金型ユニット
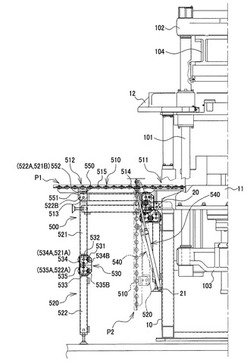
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
成膜方法

【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
車輌用灯具
【課題】 固定型の車輌用部品に対する抜き勾配を大きくすることなく車輌用部品の良好な成形状態を確保する。
【解決手段】 鏡面加工部201及び半光沢面加工部202を有する固定型200と固定型に対して移動される可動型300とによって形成されたキャビティー500に充填された溶融樹脂600が冷却されて成形される車輌用部品9を備え、車輌用部品に鏡面加工部によって形成される鏡面12aを有する鏡面形成部12と半光沢面加工部によって形成される半光沢面13aを有する半光沢面形成部13とが設けられ、車輌用部品における鏡面と半光沢面の間に段差面14が形成されて半光沢面形成部が鏡面形成部より固定型側に突出されるようにした。
(もっと読む)
金型装置
【課題】リターンピンへのバリの噛み込みを防止することが可能な金型装置を提供する。
【解決手段】金型装置10は、その合わせ面11a,12aにキャビティ部17が形成される下型11及び上型12と、キャビティ部17に成形された成形品を下型11から離型させるエジェクタピン21と、型閉め時にエジェクタピン21を所定の位置に戻すためのリターンピン22とを備えている。リターンピン22はカバー部材40で覆われている。
(もっと読む)
アンダーカット処理機構
【課題】成形品Pのアンダーカット部P1が型抜き方向と交差する両側に凹凸する形状であっても、限られた設置スペース内でより大きな移動ストロークを実現して容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、アンダーカット部P1を成形する一対の成形コア51,52は型抜き方向に移動する保持駒40に連結支持され、型抜き時に各成形コア51,52は、互いに対接する成形位置から離隔する離型位置に向ってガイド手段33,34に案内され、それぞれ保持駒40の一端側から他端側へと互いに逆向きに前後ですれ違うように移動する。
(もっと読む)
成形品離型方法、および成形品離型装置
【課題】簡単な構成で、容易にかつ確実に成形品を成形型から無理なく離型させることができ、離型に必要な適切な推力で押し出しピンを駆動して、消費電力量を低減させることが可能な成形品離型方法と、その装置を提供する。
【解決手段】成形品離型装置は、成形型1内で成形された成形品Mを成形型1から取り出すべく離型させるためのものであって、成形品Mと接触する部分2に衝撃を付与する衝撃付与手段5を備えている。成形型1内で成形された成形品Hと接触する部分2に衝撃を付与することにより、成形時に成形型1に貼り付いた状態の成形品Mを成形型1から引き離し、または、その貼り付き力を弱めることとなる。そのため、成形品Mを成形型1から容易にかつ確実に離型させることができる。
(もっと読む)
射出成形金型、射出成形品及び射出成形方法
【課題】高い面精度が要求される高品質要求面の一部のみが、他の部分よりも高い面精度を要求されている射出成形品において、他の部分よりも高い面精度を要求されている部分に発生するヒケを、要求される面精度が低い他の部分よりも抑制すること。
【解決手段】
成形空間へ射出されて固化した溶融樹脂により形成される射出成形品を製造する射出成形金型が備え、射出成形品が有する高品質要求面と対応する高品質要求面形成用入れ子6を、高品質要求面のうち高面精度要求部に対応する第一入れ子部材12と、高品質要求面のうち高面精度要求部よりも要求される面精度が低い部分である高面精度非要求部に対応し、且つ第一入れ子部材12よりも熱伝導率が低い第二入れ子部材14を備える構成とし、第一入れ子部材12と第二入れ子部材14とを連結して、第一入れ子部材12及び第二入れ子部材14を成形空間と対向させる。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品
【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
表面パネルの製造方法
【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】電子部品9の樹脂封止成形装置の大型化を抑え、樹脂成形品の品質向上と生産性を向上させ、更に、樹脂材料16の歩留まりを向上させる。
【解決手段】成形装置を上型6と下型7及び中間型5とを含む三型構造とし、上型6と中間型5との接合面に複数枚の樹脂封止前基板8を同時に並設してセットさせる基板セット部5dを構成する。また、上型に上型キャビティ6aを設け、中間型5に下型キャビティ5bを設け、下型キャビティ5bに中間型5の下面に連通するゲート5cを穿設する。更に、下型7の外周に下型嵌合ブロック11を嵌装させて下型7の上面と下型嵌合ブロック11の内周面とにより樹脂材料供給部12を構成する。樹脂材料供給部12内の溶融樹脂材料はゲート5cを通して上下両キャビティ5b・6a内に、直接、加圧移送する。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
成形品取出方法及び装置
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
エジェクタピン及び金型装置並びに樹脂成型品及び電子機器
【課題】エジェクタピンとの接触部における反対側面の部分の白化を抑制でき、これにより、外観品位を損なうことを有効に防止できるエジェクタピン及び金型装置並びに樹脂成型品及びそれを備えた電子機器を提供する。
【解決手段】金型装置100におけるエジェクタピン124の第2当接面124bには、リブ220の一側面222に設けられた突起部224を成型する突起部成型凹部124dが設けられている。樹脂成型品200のリブ220の一側面222には、エジェクタピン124における突起部成型凹部124dにより成型された突起部224が設けられている。金型装置100におけるエジェクタピン124が長手方向Hに沿った突き出し方向H1へ突き出されることで押し出される位置は、リブ220の突起部224における突き出し方向H1の上流側の端面224aを含む。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】可動金型に対する成形品の離型抵抗を適切にし、成形品の離型の際に成形品に変形が生じることを防止できる光学素子の製造方法を提供すること。
【解決手段】可動金型42に対する樹脂成形品MPの離型抵抗を適切に調整することにより、型開きの際に、可動金型42側の樹脂成形品MP全体を保持しつつ、固定金型41から樹脂成形品MPを離型することができる。また、可動金型42に対する樹脂成形品MPの離型抵抗が適切であるため、可動金型42から樹脂成形品MPを離型する際にも無理な力を必要とせず、可動金型42から樹脂成形品MPを離型することができる。これにより、樹脂成形品MPに変形が生じることを防ぐことができ、離型時にレンズLPに外観不良や性能不良が生じることを防ぐことができる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
1 - 20 / 357
[ Back to top ]