
Fターム[4F202CM01]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983)
Fターム[4F202CM01]の下位に属するFターム
突出しピンによるもの (543)
スリーブ突出しによるもの (64)
ストリッパプレートによるもの (74)
流体圧によるもの (128)
多段階に突き出すもの (58)
Fターム[4F202CM01]に分類される特許
41 - 60 / 116
クローラ用突起の予備成形金型

【課題】円形内型等の窪み内等に収納されるクローラ用突起、たとえば未加硫ガイドゴムその他を、別段取りで、上下に対をなす予備成形金型をもって十分高精度に成形するとともに、成形された未加硫ガイドゴムの体積等を、円形内型の窪み容積等に高い精度で合致させて、製品ゴムクローラの高いユニフォミティを担保し、また、製品ゴムクローラの内周面上の駆動突起の不測の欠落等を生じるおそれのない、クローラ用突起の予備成形金型を提供する。
【解決手段】上型12と下型13との間に区画されるキャビティ14内にて、未加硫ゴムで、所定の形状および寸法を有するクローラ用の突起を予備成形するものであって、下型13を、中央部分13aを残して、前後方向に変位可能な五分割構造とするとともに、相互に対向する分割変位部分13b,13cの一部を、キャビティの区画位置に留まる固定指部材としてなる。
(もっと読む)
エジェクタ装置およびエジェクタ装置の接続方法

【課題】 金型内に配設される突出用可動部と、金型取付盤に配設されるエジェクタロッドの連結を複雑な装置を用いずに比較的簡単な構造で容易に行うことができるエジェクタ装置およびエジェクタ装置の接続方法を提供する。
【解決手段】 金型20内に配設される突出用可動部51が、金型取付盤17に配設されるエジェクタロッド32に連動可能に接続されるエジェクタ装置21において、エジェクタロッド32の先端側に突出用可動部51に係合される回転係合部34を設け、エジェクタロッド32の後部側にエジェクタロッド32を回転させる回転力作用部35を設ける。
(もっと読む)
成形装置および成形方法
【課題】開口部が形成される成形品を効率的に成形することができる成形装置、および成形方法を提供する。
【解決手段】成形装置10は、突出部分17を備える筒状体12を有する成形品11を成形する。サブスライド型20の内部空間13における退避軌跡L1は、一方の開口部15から先端部16に向かう直線状を描く。各メインスライド型21a,21bは、サブスライド型20の退避に連動して退避する。先ず、各メインスライド型21a,21bを内部空間13側に変位させて突出部分17から退避させる。次に、各メインスライド型21a,21bをサブスライド型20とともに、筒状体12の先端部16である開口部から退避させる。
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 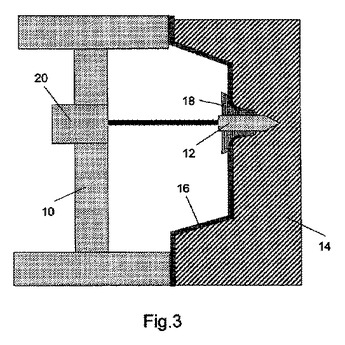 (もっと読む)
(もっと読む)
射出成形機のエジェクタ異常検出装置
【課題】最初の成形サイクルから特別な装置を用いることなくエジェクタ動作の異常を検出することができる射出成形機の異常検出装置を提供することを目的とする。
【解決手段】エジェクタの駆動手段と、エジェクタの位置を検出する手段と、エジェクタの負荷を検出する手段を備える射出成形機のエジェクタ異常検出手段において、エジェクタ後退中においてエジェクタ負荷を検出し、前記検出したエジェクタ負荷が所定負荷より小さくなった時点のエジェクタ位置を検出し、前記検出したエジェクタ位置が所定の基準位置以上の場合にエジェクタに異常が発生したことを検出することを特徴とする射出成形機のエジェクタ異常検出装置。
(もっと読む)
曲管成形用金型
【課題】主コアの引抜移動時にアンダーカット部により揺動部材が成形位置から内方の退避位置に退避揺動し、かつ、摺動部材はアンダーカット部により成形位置から内方の退避位置へ退避摺動し、この揺動部材の退避揺動及び摺動部材の退避摺動により主コアを曲管から引抜移動させることができる。
【解決手段】主コア3に対して成形位置及び内方の退避位置の間で揺動可能及び引抜移動可能にしてアンダーカット部に係合する形状の揺動部材5と、揺動部材の揺動方向に対して直交する左右方向にして成形位置及び内方の退避位置の間で摺動可能にしてアンダーカット部に係合する形状の左右一対の摺動部材6とを備えてなる。
(もっと読む)
電動射出成形機の型締・エジェクタ装置
【課題】本発明は、エジェクタプレートの後退工程中のリターンスプリングによるプレート反力が開放される状態をサーボモータのモータ電流により検出し、次の型閉時の金型破損を防止することを目的とする。
【解決手段】本発明による電動射出成形機の型締・エジェクタ装置は、制御装置の監視モード(27)において、エジェクタプレート(37)の後退時に、リターンスプリング(36)によるプレート反力が解放される状態をサーボモータ(12)のモータ電流値(Im)で検出し、この状態の位置をエンコーダ(13)で検出し、この位置の位置データ(28)と予め記憶されたティーチングモード(25)の基準データ(26)と比較して金型破損を防止する構成である。
(もっと読む)
シリンダーユニット及び該ユニットを用いた金型装置
【課題】金型交換及び解体時のエジェクターピン着脱に要する時間の短縮化と、金型トータルコストの低減化を図り、金型の熱ひずみにも追従可能で、射出成形品品質及び生産性の向上を可能にしたシリンダーユニット及び金型装置を提供する。
【解決手段】射出成形後の金型50内のキャビティ54から成形品Qを突き出すシリンダーユニット10であり、下端部1aがエジェクタープレート55に係合するコアピン5と、コアピン5を同心状に包囲し、その軸方向にスライド可能なスリーブ1と、両部材の軸方向とは直交する方向に両部材を貫通して遊嵌され、スリーブに設けられた長孔1e内を移動可能なストッパーピン4と、ストッパーピン4とスリーブ1との間に装着されたコイルバネ2とから成り、スリーブ1の下端部1dをエジェクタープレート55の表面方向に位置拘束されることなく当接させる。
(もっと読む)
インプリント方法およびスタンパ
【課題】基板とスタンパとの間のレジストの厚さが薄く、かつ基板の両面にスタンパが存在する場合でも、スタンパを容易に剥離することができるインプリント方法を提供する。
【解決手段】基板上にレジストを塗布し、前記基板上に塗布されたレジストに対して凸パターンが形成されたスタンパをインプリントし、前記基板とスタンパとの間に剥離爪の先端を押し込み、前記基板とスタンパとの間に気体を導入して前記基板から前記スタンパを剥離する方法であって、前記剥離爪の先端が押し込まれる個所で、前記基板とスタンパとの間隙を前記レジストの厚みよりも大きくすることを特徴とするインプリント方法。
(もっと読む)
成形型
【課題】筒状体から成形するカップ状の成形体の底部に、所定の形状及び口径の穴を安定した状態で確実に形成することができる成形型を提供する。
【解決手段】上部側が育苗ポットの底部側に、下部側が育苗ポットの上端開口部側に対応するように、所定形状に形成された本体部10と、この本体部10に被嵌した筒状体の下端部を本体部10との間に挟み込んで保持する保持部20と、成形完了後の育苗ポットを押し上げて本体部10から離型する離型部30と、本体部10に被嵌した筒状体を加熱収縮させる際、その筒状体の上端部を予備的に整形する予備整形部40とを備えており、予備整形部40を押し下げて予備整形された底部を底部成形面となる離型部30のフランジ部34の上面及び予備整形部40の可動整形部材41の上面に押し付けることで、育苗ポットの底部を成形するようになっている。
(もっと読む)
非水系二次電池パックおよびその製造方法
【課題】充填される樹脂材料の流動性を向上させ樹脂材料の未充填およびヒケ、反りなどの収納ケースの外観不良を抑止し収納ケースの品質を向上することを目的とするものである。
【解決手段】少なくとも円筒形の非水系二次電池11を内蔵した上ケース1c、または下ケース1aを溶着してなる非水系二次電池用収納ケースであって、収納ケースのリブ部に樹脂を流入させる位置合せ部3aとなる樹脂流動部を設け、かつ位置合せ部3aとなる樹脂流動部の肉厚が溶着リブ部2aの肉厚よりも厚い構成とする。
(もっと読む)
離型力測定装置、離型力測定方法、樹脂成形装置、および樹脂成形品の製造方法
【課題】本発明は、エジェクタピンの摺動抵抗力を相対的に小さくすることで、測定精度の高い離型力の測定を1回の測定で行うことのできる離型力測定装置、離型力測定方法、樹脂成形装置、および樹脂成形品の製造方法を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に先端を第1の方向に突出可能としたエジェクタピンと、前記エジェクタピンの後端に設けられエジェクタピンに加わる力を測定する荷重測定手段と、を備え、前記キャビティは、前記第1の方向に対して直交する方向の断面が円形を呈し、前記キャビティの底部の直径と、前記エジェクタピンの前記先端の直径との比が、12.5:1〜15:1の範囲内にあり、前記キャビティの抜き勾配角度が1°以下とされたこと、を特徴とする離型力測定装置が提供される。
(もっと読む)
射出成形型、及び、成形品の離型方法
【課題】型コストを下げることができると共に、調整リードタイムを短縮させることができる射出成形型、及び、この射出成形型から成形品を離型させる成形品の離型方法を提供する。
【解決手段】アンダーカット部4aを有する成形品4を射出成形するために用いられる射出成形型(金型1)において、傾斜面9a、及び、成形品4に形状を転写する成形品転写部9b、を有するスライド入子9と、スライド入子9の傾斜面9aと互いに摺動する傾斜面8aを有するロッキング部材(ロッキングブロック8)と、を備える構成とする。
(もっと読む)
射出成形機及び射出成形機における成形品の製造方法
【課題】2色成形品と称する二次成形品を製造する際、その製造前に行う条件出しサイクルを短時間で行い、生産効率を向上することができる射出成形機及び射出成形機における成形品の製造方法を提供する。
【解決手段】射出成形機1が条件出しサイクルで動作された際、制御手段が回転テーブル11の回転制御等を行うことにより第1,第2の可動金型8A,8Bが入れ替えられて、一次成形工程の行われる反操作側で成形された一次成形品M1が、反操作側の反対に位置する操作側から排出される。これにより、オペレータは、反操作側にわざわざ移動するといった煩雑な移動をしなくても、反操作側で成形された一次成形品M1を二次成形工程の行われる操作側に居ながらにして容易に取り出すことができ、さらに条件出しサイクルを少ない工程数で行うことができるので二次成形品M2の生産効率の向上を図ることができる。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス3内に配設されたガイドロッド4に沿って、エジェクタープレート5が往復動するように構成された合成樹脂製パレット用金型構造において、ガイドロッド付近に位置するエジェクターボックスに、エジェクターボックス密閉空間に連通されたグリス注入用透孔3aを穿設するとともに、グリス注入用透孔が、取り外し自在な密閉蓋8により閉鎖されるように構成したものである。
【効果】合成樹脂製パレット用金型構造を分解する必要がなく、従って、グリスの供給作業時間を、短縮することができるとともに、グリスの供給作業を省力化することができる。
(もっと読む)
離型装置、給排システムおよび離型方法
【課題】型に形成されている微細な転写パターンを被成型品に転写した後、被成型品から型を離すことが容易である離型装置を提供する。
【解決手段】型MA、MBに形成されている微細な転写パターンを被成型品W2に転写した後に、被成型品W2から型MA、MBを離す離型装置9において、型MA、MB、被成型品W2の少なくともいずれかを変形させて、被成型品W2から型MA、MBを離す分離手段を有する。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することで省スペース化の要請に応じることができ、コストダウンを実現することができ、特に、成形品の全周方向に亘り放射状に位置するような複数のアンダーカット部がある複雑な形状の成形品にも対応することができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に、3つ以上のスライド部材70がホルダー中心軸に対向する放射状に収納され、各スライド部材70は、それぞれの先端部同士がホルダー40内で互いに対接し合う成形位置と、先端部同士がホルダー外で互いに離隔する離型位置とに摺動可能にホルダー内に収納され、ホルダー内に、成形品Pの型抜き時に各スライド部材70を成形位置から離型位置に向けて、ホルダー中心軸と並行な型抜き方向、およびホルダー中心軸の放射方向であるアンダーカット部P1からの逃げ方向に、それぞれ同時に移動する傾斜方向に沿って案内するガイドである斜溝44を設けた。
(もっと読む)
型締装置における金型の落下防止構造
【課題】マグネットプレートによりダイプレートにクランプした金型の落下を、ロケートリングと突出ロッドとの関連によるストッパー部材の拘束動作をもって防止できるようにする。
【解決手段】突出ロッドのロッド挿通穴を備えたダイプレートと、突出穴を穿設した型取付面にロケートリングを突設した金型と、上記ロケートリングの受け穴を備え、その受け穴をロッド挿通穴に重合してダイプレートの盤面に止着したマグネットプレートとからなる。金型のストッパー部材をリング内外に出没自在にロケートリングのリング壁部に穿設した収容孔に収める。ストッパー部材の係止縁を上記受け穴のロケートリング挿入側の開口端内に突設する。
(もっと読む)
合成樹脂製コイルスプリングの製造方法及び合成樹脂製コイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型
【課題】コイルスプリングのピッチ間を保護樹脂部によって連結することにより、ピッチ間寸法を所定寸法になすことができる合成樹脂製コイルスプリングの製造方法及びコイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型を提供することを目的とするものである。
【解決手段】本発明にかかる合成樹脂製コイルスプリングの中間物は、コイルスプリングのピッチ間に形成された保護樹脂部S2と、コイルスプリングの径方向外側に対向して、軸線方向に沿って形成された一対の縦方向ランナー樹脂部S4と、前記保護樹脂部と縦方向ランナー樹脂部とを接続する横方向ランナー樹脂部S3と、前記縦方向ランナー樹脂部S4の何れか一方に接続された主ランナー樹脂部S5とを少なくとも備える。
(もっと読む)
マスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型
本発明はまつ毛を化粧するためのマスカラ用ブラシを製造するためのものに係り、さらに詳しくは、上側から加圧板と上型及び下型が順次に積層され、上型と下型との間には対応半分されたブラシ成形溝を配設し、下型の上部には別途の芯部材が載置配列されるようにする取出ブロックを挿設して、上型の上部から供給される成形用パッド原料が加圧板の押圧によりブラシ成形溝の内部に注入充填されて、芯部材の端部にラバーまたは合成樹脂製のアプリケータが押出成形されるようにすることにより、比較的に簡単なトランスファ金型を用いて大量のブラシを高速生産することができて生産速度の向上はもちろん、コスト節減を通じた収益増大効果があるものであり、比較的に良質のブラシを単一金型から一挙に量産することができて品質安定性の持続的な維持はもちろん、様々な軟性及び弾性を有する材質またはブラシ形状の変形を通じて消費者の購買満足度の向上はもちろん、購買趣向をもいずれも満足させることのできるマスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型に関する。  (もっと読む)
(もっと読む)
41 - 60 / 116
[ Back to top ]