
Fターム[4F202CM11]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491)
Fターム[4F202CM11]の下位に属するFターム
つかみ取出し (214)
流体圧による(←吹飛ばしによる) (35)
案内、位置決め (64)
切断手段を有するもの (34)
Fターム[4F202CM11]に分類される特許
61 - 80 / 144
型締装置

【課題】エジェクタ装置に使用される潤滑剤の飛散を適切に防止することのできる型締装置の提供を目的とする。
【解決手段】一対の金型の一方が固定された第一のプラテンと、前記一対の金型の他方が固定され、型開閉方向に進退可能な第二のプラテンと、前記第二のプラテンに固定され、前記第一のプラテンの反対側より前記第二のプラテンに対して型締力を伝達させるロッドとを備え、前記ロッドは中空構造であり、前記中空構造によって形成される中空部に、成形品のエジェクタ用のボールねじ機構が配設されることにより上記課題を解決する。
(もっと読む)
コントローラ

【課題】非常停止信号を成形品取出機に無線送信する機能を備えたコントローラに於いて、成形品取出機での非常停止信号の確実な受信を可能にする。
【解決手段】前記非常停止信号は、前記成形品取出機を停止させる為の複数の強制停止信号を多重化したものとする。又、成形品取出機とコントローラの通信が途切れた場合は成形品取出機を非常停止させる。
(もっと読む)
遠隔操作システム、及び、これに使用するコントローラ
【課題】無線式のコントローラ(1)であっても、成形品取出機(2)の動作が視認困難な遠い場所から安易に遠隔操作が出来ないようにする。
【解決手段】無線通信式のコントローラ(1)で成形品取出機(2)を遠隔操作する遠隔操作システムに於いて、前記成形品取出機(2)に対する操作可能エリア(6)を設定するエリア設定手段(60)〜(63)(64)と、前記コントローラ(1)による遠隔操作を前記操作可能エリア(6)内に制限する操作制限手段を具備すること。
(もっと読む)
成形品取出機のコントローラ
【課題】成形品取出機のエネルギー消費量や稼動量等の稼動情報を表示することのできる成形品取出機のコントローラを提供する。
【解決手段】成形品取出機1のコントローラ2は、成形品取出機1における電力又はエアー等のエネルギー消費量や、各フレーム軸11〜13での走行距離、サイクル回数又はバルブ作動回数等の稼動量を表示する表示画面22〜24を有する表示部21と、成形品取出機1に設けた各種の検出器18からの検出値に基づいてエネルギー消費量や稼動量を求める演算部52と、演算部52で求めたエネルギー消費量、稼動量を表示部21に画面表示させる表示制御部53とを備える。これにより、作業者は、成形品取出機1に関するエネルギー消費量や稼動量等の稼動情報を容易に把握することができる。
(もっと読む)
型締装置
【課題】ロッド内に配設されたエジェクタ装置の配線を保護すると共に、装置全体のサイズをコンパクトにすることができる構造を備えた型締装置を提供する。
【解決手段】電磁石ユニット137によって発生した型締力を可動プラテン112に伝達するロッド139を備えた型締装置100は、前記ロッド139が中空構造を有し、前記ロッド139の中空部にエジェクタ装置200の駆動部201と、前記駆動部201の配線250、251が設けられることを特徴とする。
(もっと読む)
エジェクトピン及び該エジェクトピンを具えた成形装置
【課題】外観上の見映えを損なわず、離型後の成形品を保持できるエジェクトピン及び成形装置を提供する。
【解決手段】発泡樹脂ビーズを成形する成形装置用のエジェクトピン1は、先端面20が成形品を押し出すピン本体10を有する。該先端面20に発泡樹脂ビーズの粒径よりも小さな幅又は径を有する通気部を形成して、該通気部は、ピン本体10内を通る貫通孔31に連通している。通気部は先端面20に形成された溝22、23、24、又は先端面20に嵌まる嵌合子6に開設されたスリット60又は孔65である。
(もっと読む)
射出成形方法及び射出成形装置
【課題】固定金型と可動金型とを精密に型締めして高精度の成形品を製造することができる射出成形方法及びかかる射出成形装置を提供すること。
【解決手段】次の成形品MPを射出成形するための本型締め(ステップS15)を行う前に、予備型締め及び予備型締め解除動作(ステップS12,13)を行うので、型締め前に生じていた固定金型61や可動金型63の振動が低減され、成形用の本型閉じ(ステップS14)や本型締め(ステップS15)に際して、取出し装置70その他の付帯装置の動作に伴って金型61,63が振動し微小の軸ズレが生じることを防止できるので、本型閉じ(ステップS14)や本型締め(ステップS15)に際しての型合わせを高精度化でき、結果的に成形品MPの品質精度も向上させることができる。
(もっと読む)
射出成形機
【課題】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合にも、製品を金型から取り外して製品をマシン外に持ち出すことを可能とし、以って、アラーム発生時に作業者にかかる負担を大幅に軽減できる、ユーザフレンドリィなマシンを実現すること。
【解決手段】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合には、型開き動作と、製品突き出し手段の突き出し/戻しの動作と、製品取り出し機による一連の製品取り出し動作とを、実行・完了させ、この後、成形機の運転を停止させる。
(もっと読む)
移載装置及びこの移載装置を備えた成形品製造装置
【課題】作業効率の向上を図ることができ設置にかかるコストとスペースを抑制することができる移載装置及びこの移載装置を備えた成形品製造装置を提供する。
【解決手段】成形品製造装置5は移載装置12と射出成形装置10を備えている。移載装置12はバスバ3及び端子金具4が装着された治具13と成形された箱本体2とを装着する装着部28を備えている。装着部28は本体部29と部品装着部30と成形品装着部31を備えている。部品装着部30は本体部29の一方の表面29a側に設けられバスバ3及び端子金具4が装着された治具13を装着する。成形品装着部31は本体部29の他方の表面29b側に設けられ射出成形装置10によって成形された箱本体2を装着する。
(もっと読む)
成形品取出し装置
【課題】成形品をソフトな動作で取り出しができ、しかも安価な成形品取出し装置を提供する。
【解決手段】成形品を受取るバケット12と、バケット12を傾動可能に取付けたバケット取付部材14と、バケット取付部材14を起立状態で支持した昇降体16と、昇降体16を上下移動可能に支持した支持フレーム18と、昇降体16を上下移動する上下駆動機構20と、バケット12が前進又は後退するようにバケット取付部材14を水平移動する水平駆動機構22と、バケット取付部材14を傾動する回転駆動機構24と、バケット取付部材14が所定角度に傾斜するまでバケット12の成形品保持姿勢が変わらないようにされ、バケット12が所定位置に到達したときパケットから成形品を落下させるバケット姿勢変動機構26とを備えた。
(もっと読む)
成形品取り出し装置
【課題】 エアーにより駆動されるチャック部を有するハンドプレートをエアー装置を有する装置本体部に接続固定するにあたり、ハンドプレート側のエアーパイプと装置本体部側のエアーパイプを容易に接続することができる成形品取り出し装置を提供する。
【解決手段】 ハンドプレート2側の複数のエアー接続端子51をその接続方向が同方向となるように設けた端子プレート7をハンドプレート2に設け、本体側のエアー接続端子51をそれぞれ前記ハンドプレート2側の端子プレート7のエアー接続端子51に対応する位置で且つその接続方向と合致するように設けた端子プレート7を装置本体部1の可動アーム10に設けた。
(もっと読む)
薄肉樹脂製飲料ボトル製造装置
【課題】ホットパリソン方式で製造され、しかも自立や形状の維持が困難なほど薄肉軽量の樹脂製飲料ボトルを製造することの可能な装置を提供する。
【解決手段】薄肉樹脂製ボトル2の射出延伸ブロー成形機構10と、成形されたボトル2を取り出すためのボトル取出機構20と、取り出されたボトル2を一定の間隔をあけて懸吊しながら搬送するためのボトル吊下コンベア31を有するボトル搬送機構30とを備え、前記ボトル取出機構20が、一定間隔をあけた複数本のボトル2の列を懸吊しながら同時に前記ボトル吊下コンベア31へ移載することを特徴とする薄肉樹脂製飲料ボトル製造装置。
(もっと読む)
成形品取出機
【課題】 成形機の金型に付着した異物を除去する清掃機能や金型から離型する成形材の離型促進機能を備えたものでありながら、部品点数の削減により構造を簡素化するとともに、成形サイクルタイムの延長を抑えて、成形作業能率の低下を抑制することができる成形品取出機を提供する。
【解決手段】 成形品取出機3は、樹脂成形機Mにより成形された成形品35、成形品35とスプール38または成形品35とスプール・ランナ36からなる成形材を成形機Mの金型装置25から把持して取り出す成形品取出しヘッド6Aと、ランナ取出しヘッド6Bとを備え、各取出しヘッド6Aおよび6Bに清掃装置34と離型促進剤塗布装置34Aとの複合構造からなる成形材接触面処理手段33を装備する。
(もっと読む)
成形物をその型から取り外すための装置および方法
本発明は、型軸(X)にしたがって配向された外方成形面をそれぞれ有し、それぞれの軸(X)に対して平行に構成される型のそれぞれから、複数の成形物を取り外すための方法および装置に関する。この装置は、複数対のジョー(4、6)であって、各複数対のジョー(4、6)が、それぞれの型(12)に対応し、ジョー(4、6)が型(12)から離間される開位置とジョー(4、6)が型(12)に係合する閉位置との間での第1の相対移動によって、ならびに、対のジョー(4、6)が型軸(X)に沿って摺動的に変位されて、各成形物(10)を型(12)から取り外す、実質的に軸方向への第2の相対移動によって、それぞれの型(12)に対して移動可能である第1のジョー(4)および対向する第2のジョー(6)を含む、複数対のジョー(4、6)を備える。ジョー(4、6)は、第1の相対移動について、それぞれの型軸(X)に対してラジアル方向である平行方向に直線状に移動可能である。 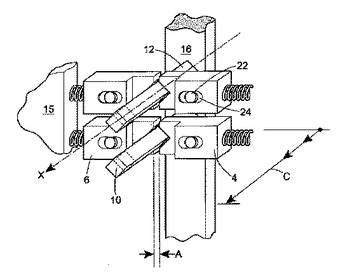 (もっと読む)
(もっと読む)
除電器
【課題】 成形品の大きさや数量に如何にかかわらず効率よく除電することができるものでありながら、経済的な負担を軽減できる除電器を提供する。
【解決手段】 樹脂成形機1近傍の成形品回収系13の上位に互いに対向する棒状除電器14A,14Bを備えた除電器14を付設し、逆極性の放電電極14a,14bに向かう+イオン18と−イオン19の放射距離が増大する作用と、各除電器14A,14Bにおいて+イオン18と−イオン19の放射方向が逆極性の放電電極14aまたは14b側に偏向する作用との相乗作用で、+イオン18と−イオン19の放射方向を、棒状除電器14Aの放電電極14aまたは14bと棒状除電器14Bにおける同じ極性の放電電極14aまたは14bとを結ぶ2つの対角線C4,C5の交点O方向に偏向させることで、対称軸C3上に配置した成形品17に両イオン18,19が作用しない領域を無くす。
(もっと読む)
除電器
【課題】 除電対象物を効率よく除電することができるものでありながら、経済的な負担を軽減できる除電器を提供する。
【解決手段】 樹脂成形機1に搭載されているトラバース型の成形品取出機1Aにおける横行フレーム4の下面に、−の高電圧が印加される一対の放電電極13a,13aを備えた直流除電器13を取付け、放電電極13a,13aから放射される−イオンiを型開した可動金型9aに保持されている成形品14に向かって飛翔するように、放電電極13a,13aの指向を設定する。+帯電している成形品14に放電電極13a,13aから放射される−イオンiをあびせることによって、電気的に偏って+帯電している成形品14に、−イオンiを用いて−電荷を補うことで効率よく電気的に中和する。
(もっと読む)
搬送装置
【課題】 制御手段と動作信号送信手段とを1つの収容ボックスにまとめて収容することで、部品点数を削減して構造を簡素化し、設置作業や電気的な接続作業などの手間を簡単にして組立作業性を向上させ、かつコンパクトな外観により構造が簡単な感を与える搬送装置を提供する。
【解決手段】 第1,第2シリンダ装置28a,bおよび旋回用シリンダ装置28cからなる進退機構28に圧縮空気を供給する第1エネルギー供給系33と、移動体である把持部27を成形品の着脱を可能に作動させる第3シリンダ装置29aからなる着脱機構29に圧縮空気を供給する第2エネルギー供給系36との導通・遮断を行う制御手段34と、制御用コントローラ37から送信される運転制御信号に基づいて、制御手段43に動作信号を送信する動作信号送信手段38とを、1つの収容ボックス23にまとめて収容する。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
成形品取出し機及び可動体移動制御方法
【課題】樹脂成形機及び成形品取出し機の近傍に作業者がいる場合であっても、作業者に対する危険性の度合いに応じてチャック移動を移動制御することにより作業者の安全性を確保しながら成形品取出し作業を効率的に行う。
【解決手段】本体フレームの解放位置側に固定的に取付けられ、該解放位置にて移動するチャックを撮像して撮像データを出力する撮像部材と、成形品取出し作業前において撮像部材により撮像されたチャックの基準移動に関する基準撮像データ及び成形品取出し作業時に撮像部材により撮像されたチャックの移動に関する実撮像データをそれぞれ記憶する記憶部材と、基準撮像データに対する実撮像データ中の変化を抽出する抽出手段と、抽出された変化が撮像画面中に設定された複数の領域のどこに存在するのかを判別する判別手段と、判別された変化の存在領域に基づいてチャックを移動する可動体を移動制御する制御手段とを備える。
(もっと読む)
成形容器の検査装置および検査方法
【課題】その設置スペースを小さなものとすることができる成形容器の検査装置、および成形容器の検査に必要なスペースを小さなものとすることができる成形容器の検査方法を提供する。
【解決手段】成形容器Cの検査装置は、射出成形機10により生成された成形容器Cを保持し、この射出成形機10から成形容器Cを取り出すための取出機20と、取出機20に保持された成形容器Cが移し換えられ、この移し換えられた成形容器Cを搬送するための搬送部40,90と、搬送部40,90により搬送された成形容器Cを保管するための保管部60と、を備えている。射出成形機10と搬送部90との間に第1の検査部3が設けられている。成形容器Cが取出機20により射出成形機10から搬送部90まで搬送される間に第1の検査部3が成形容器Cの内面を撮像して当該内面の検査を行うようになっている。
(もっと読む)
61 - 80 / 144
[ Back to top ]