
Fターム[4F202CM11]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491)
Fターム[4F202CM11]の下位に属するFターム
つかみ取出し (214)
流体圧による(←吹飛ばしによる) (35)
案内、位置決め (64)
切断手段を有するもの (34)
Fターム[4F202CM11]に分類される特許
41 - 60 / 144
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
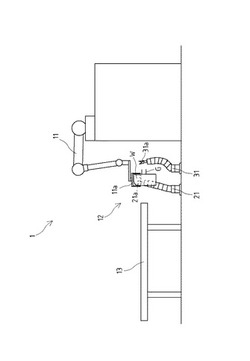
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
成形品取出機

【課題】 ティーチング等の手動操作が行いやすいコントローラを備え、しかも、成形品取出機本体の制御部を複雑化しなくてすむ成形品取出機を提供する。
【解決手段】 成形品取出機1は、成形品取出機本体3と主コントローラ5と副コントローラ7を備えている。副コントローラ7は、主コントローラ5の下位に存在しており、副コントローラ7からの設定は主コントローラ5を経由して伝達される。作業者は、使用用途に応じて主コントローラ5又は副コントローラのいずれを操作するかを決定することができる。
(もっと読む)
ディスク基板の形成方法
【課題】光ディスクの基板を射出成形で作製する場合に、基板を金型から吸着盤で吸着して取り出す方法では、吸着盤の跡が変形として基板に残る。基板の中央孔に爪割を挿入して広げて取り出す方法では基板の中央孔に力がかかって基板が変形する。
【解決手段】ディスク基板の成形用金型を用い、ディスク基板の中央部分に両側から環状凹みを設け、ディスク基板のクランプ面側の環状凹みをディスク基板の中央孔と同心円同径とし、ディスク基板の成形用金型の固定側中央部分に設けた突出部をディスク基板と連結した状態で成形後、前記突出部を保持してディスク基板を成形用金型から取り出し、前記ディスク基板と前記突出部との連結部を切除して貫通する中央孔を形成するものである。また、この成形の際に、前記環状凹みの樹脂が溶融状態で加圧する。
(もっと読む)
コンタクトレンズ材料加工用支持体コンタクトレンズ材料の加工装置およびコンタクトレンズの製造方法
【課題】
レンズ材料が傷ついたり汚れが付着することがなく、安定してレンズ材料の離脱ができるコンタクトレンズ材料加工用支持体を提供する。
【解決手段】
接着面を有し、該接着面に接着剤を介してコンタクトレンズ材料を接着した後に該コンタクトレンズ材料を切削、研磨するために用いるコンタクトレンズ材料加工用支持体であって、樹脂からなり、かつ該接着面が中央部に凸面を有し、周縁部に接着剤たまり部を有することを特徴とするコンタクトレンズ材料加工用支持体を用いる。
(もっと読む)
流延方法、溶液製膜方法、流延装置、及び溶液製膜設備
【課題】面状故障を回避しつつ、効率よくフイルムを製造する。
【解決手段】流延ドラム54は、軸54aを中心に回転する。流延ドラム54の回転により、周面54bが走行する。周面54bに走行により、周面54b近傍に同伴風200が発生する。同伴風200は、略方向Z1へ流れる。周面54bには、被膜90が形成される。被膜90の水接触角θは、85°未満である。流延ドープは、流出口52aから被膜90へ、流延ビード92を形成しながら、流出する。被膜90上に形成した流延膜は、冷却により、自己支持性が発現する。流延膜53を周面54bから剥ぎ取って湿潤フイルム68を得る。湿潤フイルム68は、渡り部65を介して、ピンテンタ13へ案内される。ピンテンタ13を経た湿潤フイルム68は、フイルム22となる。
(もっと読む)
射出成形品の除電方法及び射出成形方法並びに射出成形装置
【課題】静電気による塵埃等の異物の吸着が確実に防止され得る射出成形品の除電技術を提供する。
【解決手段】射出成形用金型16の複数の分割型26,28が型開きされた後において、射出成形品10が、未だ成形キャビティ32内に位置せしめられている状態から、複数の分割型26,28同士の間に突き出された状態を経て、複数の分割型26,28同士の間より外部に取り出されるまでの間にかけて、かかる射出成形品10に対してイオンを継続的に照射することにより、射出成形品10の除電処理を行うように構成した。
(もっと読む)
生産設備のコントローラ
【課題】 スペース上の制約によるコントローラの設置不能を回避できるとともに、生産設備に配属される成形作業オペレータの移動に要する手間を省くことにより、制御操作の煩わしさを解消して、操作の容易化を実現できる生産設備のコントローラを提供する。
【解決手段】 生産設備1は、インモールドワーク成形機2と、インモールドラベル(ワーク)3を供給するための第1前工程機器4として機能するワーク供給機5および該ワーク供給機5からインモールドワーク3を受け取ってインモールドワーク成形機2の成形金型6における固定金型6aの截頭円錐形凹部6Aに受け渡す第2前工程機器7として機能する成形品取出機8とを備える。そして、成形品取出機8の運転制御用コントローラ18で、ワーク供給機5の同時運転制御または個別運転制御を可能にする。
(もっと読む)
平板状樹脂の成形装置
【課題】構造が簡単でイニシャルコストが低く、またランニングコストも低く、高い離型性を有し、したがって破損率の低い平板状樹脂の成形装置を得る。
【解決手段】成形部E内に供給された被成形樹脂Poを上下の金型(ヒートプレス24)によって挟み込んで平板形状に成形する成形装置12において、前記成形部Eが、平板樹脂Pの外形を形成するための枠体16と、該枠体16の上部に配置され、この枠体16の内側(貫通孔16A)に沿った形状に変形可能で、且つ復元が可能な弾性体シート(第1の弾性シート)18と、当該成形部Eの最上部を自身の一端側をめくるように変形させることで開閉可能なカバーシート(第2の弾性シート)20と、を備える。被成形樹脂Poは、弾性体シート18とカバーシート20との間で成形される。
(もっと読む)
型盤、型締め装置、射出成形機
【課題】エジェクタピン用のピン孔による可動型盤への悪影響を抑え、型盤設計時の課題を軽減できる型盤、型締め装置、射出成形機を提供することを目的とする。
【解決手段】可動型盤3の背面プレート32において、ピン孔100が形成されている領域の背面プレート32の板厚t3を、ピン孔100が形成されていない領域の板厚t4よりも大きくして形成する。また、ピン孔100の背面プレート32側の端部を、長円形または楕円形の断面形状とするのも好ましい。一方向に長い金型を金型取付プレート31に取り付ける場合、長円形または楕円形状とするピン孔100の端部は、その長径方向を、金型の長手方向に直交させる。背面プレート32において、ピン孔100が形成された部分の近傍に、金型取付プレート31側に凹となる凹部を形成したり、背面プレート32に開口部を形成するのも有効である。
(もっと読む)
射出成形機及び成形品取出装置
【課題】成形効率を向上すると共に装置コスト、部品コスト、及び成形コストを削減した成形品取出装置及び射出成形機を提供する。
【解決手段】ガイドレール43に固定されたボールナット44に螺合したボールねじ軸45の一端45aは、サーボモーター51の回転軸511に連結され、他端45bは、減速機52の入力軸521に連結されている。取出アーム61の一端61aは、減速機52の出力軸522に取り付けられ、他端62bには、ディスク(成形品)7を吸着する吸着手段611が取り付けられている。サーボモーター51及び減速機52は、それぞれ、ガイドレール43の長手方向に摺動可能な第1のスライダー41及び第2のスライダー42に取り付けられて支持されている。
(もっと読む)
離型装置、給排システムおよび離型方法
【課題】型に形成されている微細な転写パターンを被成型品に転写した後、被成型品から型を離すことが容易である離型装置を提供する。
【解決手段】型MA、MBに形成されている微細な転写パターンを被成型品W2に転写した後に、被成型品W2から型MA、MBを離す離型装置9において、型MA、MB、被成型品W2の少なくともいずれかを変形させて、被成型品W2から型MA、MBを離す分離手段を有する。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 射出成形により固定金型と可動金型の間に形成されるキャビティ内で導光板の成形を行う際に、金型から導光板の取出しを容易にすることができ、取出時に導光板に跡が残りにくくすることができる導光板の成形金型および成形方法を提供する。
【解決手段】 射出成形により固定金型13と可動金型12の間に形成されるキャビティ14内で導光板Pの成形を行う導光板Pの成形金型11において、導光板Pにおける有効面以外の部分P4b,P5、または有効面以外の部分P4b,P5と有効面P4aとの境界部分P6に対して力C2,Fを及ぼし導光板Pの離型を行う。
(もっと読む)
ゲートカット装置及び方法
【課題】ゲート残り部のカット面のバリやヒゲを取り除く。
【解決手段】多点取り成形品3は、ランナー軸部5aを中心に形成されたランナー5の先端部にゲート4を介してレンズ6が成形されている。制御部27は、移動板移動機構23を駆動して、レンズ6が載せ台11に載るように、移動板15を移動させる。制御部27は、ダクト移動機構25を駆動して、エアーダクト24を、レンズ6を押さえる位置まで移動させた後、エアーダクト24の内部を通してエアーをレンズ6に吹き付けるようにエアー調整部26の駆動を制御する。制御部27は、カッタ移動機構21を駆動して、カッタ刃13を、退避位置からカット位置まで移動させた後、再度退避位置まで移動させる。制御部27は、クリーニングモータ16によりクリーニング盤17を回転させながら、移動板15をクリーニング位置まで上方に移動させる。
(もっと読む)
発泡樹脂製品の製造方法
【課題】スライドコアに頼ることなく段差部のアンダーカット処理を可能にし、もって外観品質に優れた発泡樹脂製品を安定してかつコスト安に得ることができる発泡樹脂製品の製造方法を提供する。
【解決手段】射出発泡成形時にアンダーカット部となる段差部9を有する発泡樹脂製品1を製造するに際し、はじめに、段差部の段差面20aを強制的に脱型可能な高さに設定して射出発泡成形を行い、段差部の隅に余肉部22を残す。次に、前記余肉部22にシリンダ33の駆動により超音波溶着用のホーン30を押付け、振動エネルギーによって加熱しながら余肉部22を押し潰して、所定の段差部形状に仕上げる。
(もっと読む)
転動案内装置
【目的】 転動部の円滑な転動を確保し、経時による転動部の偏摩耗およびこの偏摩耗に起因するガタツキなどが発生するおそれを回避できる転動案内装置を提供する。
【構成】 昇降機構14によって昇降する可動フレーム11の両側面11aには、案内レール10と荷重の作用点Pとの間に案内レール10に平行して鉛直方向にのびる補助案内レール17を固定し、補助案内レール17に案内されて転動する補助転動輪18を固定フレーム13に転動自在に支持して、モーメントアームの長さ荷重の作用点Pから案内レール10までの距離Lよりも小さい荷重の作用点Pから補助案内レール17までの距離L1に短縮し、短縮されたモーメントアームL1に相当して小さくなった偏荷重を二つの転動部20,21に分散して負荷する。
(もっと読む)
導光板の成形方法
【課題】 射出圧縮成形を含む射出成形により導光板を成形する際に、導光板の成形時間と取出時間の両方を短縮し、成形サイクル時間の短縮化を図ることができる導光板の成形方法を提供する。
【解決手段】 射出成形により金型内で導光板の成形を行う導光板の成形方法において、型閉完了から射出を経て型開開始までの時間を1.75秒〜6秒以内で行い、型開開始から導光板の取出しを経て型閉完了までの時間を0.75秒〜2.2秒以内で行うことにより、成形サイクル時間の短縮化を図ることができる。
(もっと読む)
反転・反転戻し装置
【課題】 金型装置の型開き量を短縮し、短縮された型開き量に相当して金型装置の開閉作動時間を短縮して、成形作業能率の向上に寄与することができる反転・反転戻し装置を提供する。
【解決手段】 反転部材19の作用点をロッド7の軸線C上に枢着し、反転部材19の支点11を軸線Cから側方に離間して設定するとともに、シリンダ装置3に軸線C上でリンク部材16の一端部を枢着し、その他端部を軸線Cから側方に離間した領域で支点11に枢着する。これにより、軸線Cから側方に離間した領域では、支点11をシリンダ装置(非進退部位)3に軸線C上で枢着された一端部を回動中心にしたリンク部材16他端部の回動軌跡上で変位自在とし、反転戻し姿勢での軸線C上の作用点8から支点11までの距離L4および軸線Cから反転部材19の仕事側の面までの距離L6を短くする。
(もっと読む)
成形品取出機のコントローラ
【課題】成形品取出機の操作方法やトラブル対処方法等の解説を実機の動きが実感できる動画表示によって行う成形品取出機のコントローラを提供する。
【解決手段】成形品取出機5のコントローラ1は、外部回線2を通じて動画マニュアルサーバー3と通信接続される。動画マニュアルサーバー3には、成形品取出機5の取扱いに関する解説が成形品取出機5の実写、模擬映像又はアニメ等による動画によって行われる動画情報を含む動画マニュアルが格納されている。そして、コントローラ1は、通信部14を介して動画マニュアルサーバー3と通信し、表示制御手段により動画マニュアルを読み出し表示部11の表示画面上に動画表示させる。これにより、コントローラ1において成形品取出機5の操作方法等の解説が実機の動きを実感できる動画表示によって行われ、作業者への理解を容易にすることができる。
(もっと読む)
型締装置
【課題】エジェクタ装置に使用される潤滑剤の飛散を適切に防止することのできる型締装置の提供を目的とする。
【解決手段】一対の金型の一方が固定された第一のプラテンと、前記一対の金型の他方が固定され、型開閉方向に進退可能な第二のプラテンと、前記第二のプラテンに固定され、前記第一のプラテンの反対側より前記第二のプラテンに対して型締力を伝達させるロッドとを備え、前記ロッドは中空構造であり、前記中空構造によって形成される中空部に、成形品のエジェクタ用のボールねじ機構が配設されることにより上記課題を解決する。
(もっと読む)
コントローラ
【課題】非常停止信号を成形品取出機に無線送信する機能を備えたコントローラに於いて、成形品取出機での非常停止信号の確実な受信を可能にする。
【解決手段】前記非常停止信号は、前記成形品取出機を停止させる為の複数の強制停止信号を多重化したものとする。又、成形品取出機とコントローラの通信が途切れた場合は成形品取出機を非常停止させる。
(もっと読む)
41 - 60 / 144
[ Back to top ]