
Fターム[4F202CM11]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491)
Fターム[4F202CM11]の下位に属するFターム
つかみ取出し (214)
流体圧による(←吹飛ばしによる) (35)
案内、位置決め (64)
切断手段を有するもの (34)
Fターム[4F202CM11]に分類される特許
21 - 40 / 144
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 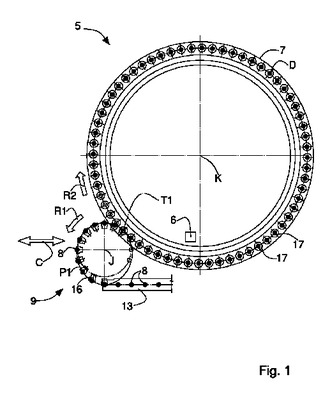 (もっと読む)
(もっと読む)
アンダカットを備えたプラスチック要素を射出成形するための成形型
本発明は、特に車両の車体部分の要素7、より詳細にはプラスチック製のバンパを射出成形する成形型3であって、単一の堅固な開放体を形成するように、好適に組立てられ且つ相互に接続される内側横断バー91と外側長手バー93とを備える取出しシステム9を備えることで、成型された要素7の取扱いを保証できる成形型3に関し、本発明はまた、前記成形型3を備える成型装置1、ならびに、前記成形型3により得られたプラスチック製の要素7にも関する。  (もっと読む)
(もっと読む)
射出成形機のエジェクト方法

【課題】成形品やランナーの取り出し工程に必要な時間を削減すると共に安定した取り出し作業を行うことができる射出成形機のエジェクト方法を提供することを目的とする。
【解決手段】エジェクトピン(12)によって突き上げられた成形品(14)を、移動方向と交差する方向に動かすことなく駆動して金型内に進入した製品取り出し用ハンド(43)によって保持し、可動側金型11がさらに型開き方向に移動するのに連動してエジェクトピン(12)が成形品(14)から離間するように、エジェクトロッド(1)の有効長さを短くし、成製品取り出し用ハンド(43)を、移動方向と交差する方向に動かすことなく駆動して成形品(14)を取り出す。
(もっと読む)
成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法

【課題】樹脂成形品を複数個所で検査して良否を判別することにより樹脂成形品を高い精度で検査する。樹脂成形機の操作側または反操作側におけるスペースを充分に確保し、金型交換作業や保守作業の障害になるのを回避する。
【解決手段】少なくとも1本のアームを回動して樹脂成形品を保持するハンドユニットを三次元方向へ移動する関節ロボットを成形品開放位置側の本体フレームに固定する。関節ロボットの可動範囲内に樹脂成形品を撮像して画像データを出力する成形品撮像手段を設ける。制御手段により予め設定された移動位置データに基づいて関節ロボットを駆動してハンドユニットを移動制御すると共に入力される画像データと予め記憶された基準画像データに基づいて樹脂成形品の良否を判別する。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 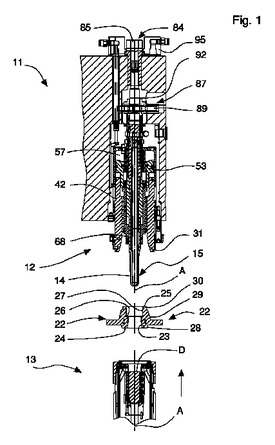 (もっと読む)
(もっと読む)
積層成形体の真空成形装置並びに真空成形方法
【課題】積層体を成形するために真空成形金型の成形面上に積層体を密接することにより非通気性空間部を形成するに際して、少なくとも積層体の成形面となって製品を形成する部位においては、クランプ機構の下降によって伸長しないようにして、積層体の薄肉化或いはシボ伸び現象を抑制するようにした。
【解決手段】真空成形金型2が真空吸引により積層体1を成形する際に、積層体リフト機構4が積層体1に当接した状態を保持しつつクランプ機構3と共に下降させるようにして、積層体1を真空成形金型2の外郭部2aに圧接させた状態で所要形状に成形するように構成した。
(もっと読む)
成形品取出し装置
【課題】エアシリンダなどの駆動源を用いることなく、作動アームをその回動に同期させて伸縮させ、取出し装置の軽量化ならびに成形品の取出し速度の高速化を可能にする。
【解決手段】回動可能に支持された作動アームのチャックで成形品を把持し、この作動アームを回動させて成形品を成形機の外部に取出す成形品取出し装置であって、作動アーム20は、成形機10に支持されている本体20Aと、チャック28を備えた可動体20Bとによって構成されている。可動体20Bは、本体20Aに対して作動アームの長さを伸縮させる方向へスライドすることができる。可動体20Bと作動アームの回動に対する固定部(固定ブラケット46)との間に、作動アームの回動に連動して可動体20Bをスライドさせる連結機構(リンク40)が設けられている。この連結機構は、作動アーム20がその回動によって成形機におけるタイバー16の下方を通過するときに、その長さを短縮させる方向へ可動体20Bをスライドさせる。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
検査装置
【課題】取出機との間での成形品の受渡しに工夫を施すことにより成形機の横に検査装置を省スペースに設置することを可能とする検査装置を提供する。
【解決手段】成形機3で成形された成形品Mをその撮像画像に基づいて外観検査するための検査装置1であって、照明手段と撮像手段を配置する検査室11が筐体10により囲まれて暗室とされ、検査室11が成形機3の横に設置され、成形品Mを保持する保持部7が検査室11の側板部13の内側面に設けられ、保持部7を設けた側板部13は、その側板12a面に対して垂直方向に移動して開閉され、成形機3から成形品Mを取り出す取出機2と保持部7との間で成形品Mの受渡しを行う受渡し扉として構成される。
(もっと読む)
成形品取出装置
【課題】成形品取出し部の振動に対して簡易に制振制御を行うことができる成形品取出装置を提供する。
【解決手段】駆動源により駆動される取出ヘッド(成形品取出し部)14を備えて成形機2から成形品の取り出しを行う成形品取出装置1において、取出ヘッド14の振動成分を入力したテーブル4と、前記テーブル4を用いたフィードフォワード制御によりサーボモータ(駆動源)16を駆動して取出ヘッド14の振動を抑制するように取出ヘッド14の移動速度を制御する制御手段3とを備える。
(もっと読む)
成形品取出装置
【課題】エンコーダの防水性を高めて、耐久性及び安全性に優れた成形品取出装置を提供する。
【解決手段】成形品取出装置に、ギアードモータ52によって水平面内で回転駆動される第1リンク3と、この第1リンク3の先端部に回転自在に取り付けられ、水平面内で移動されるアーム4と、一端が本体移動部2に回転可能に取り付けられ、他端がアーム4の長手方向の適所に回転可能に連結された第2リンク7とからなるリンク機構を設ける。ギアードモータ52の回転方向及び回転量を検出するエンコーダ59を、モータ機構部(本体部)42の上面に取り付ける。モータ機構部42を貫通したエンコーダ軸59aとモータ軸57とを平歯車61,62からなる歯車機構を介して連結する。
(もっと読む)
インモールドラベリング容器の製造装置
【課題】
インモールドラベリング容器の製造装置において、目視で成形品の良否を判別するが、判別作業に手間がかかるとともにオペレータの疲労により判別ミスが発生する。また、搬送経路の途中に判別装置を設ける場合、コストアップになると同時に判別装置の精度保持の都合上サイクルアップを図ることが難しい。
【解決手段】
成形品の取り出し以前に、射出成形機に成形品の良否を判別する機能をもたせので、後工程における目視による良否判別や高価な良否判別装置は不要となり、良品率の向上、コストダウンとともにサイクルアップが可能となる。
(もっと読む)
樹脂封止装置
【課題】自動的に確実に金型をクリーニング可能とする。
【解決手段】生産用フレームを収納するフレーム供給部110と、該生産用フレームを樹脂封止するための生産用樹脂を供給する樹脂供給部116と、該生産用フレームと該生産用樹脂とが配置されて樹脂封止が行われる金型118と、を有する樹脂封止装置100において、前記フレーム供給部110は、該金型118を清浄にするために使用されるダミーフレームを収納する専用マガジン110Zを有し、前記樹脂供給部116には、該金型118を清浄にするために使用されるクリーニング用樹脂が前記生産用樹脂とは別の位置116Zに配置され、予め設定した樹脂封止回数で、前記生産用フレームを前記ダミーフレームに、前記生産用樹脂を前記クリーニング用樹脂に、それぞれ切り換えて樹脂封止を行うように制御する装置制御部140を備える。
(もっと読む)
空気ばね用ダイアフラムの製造方法および空気ばね用ダイアフラム
【課題】加硫金型にベントホールを設ける必要なしに、いいかえれば、製品ダイアフラムにベルトスピューを発生させることなしに、そのダイアフラムの外表面へのベア等の欠陥の発生を十分に防止することで、ダイアフラムの耐久性および成形精度を大きく向上させた空気ばね用ダイアフラムの製造方法を提供する。
【解決手段】一端を上面板に、他端を下面板にそれぞれ気密に連結される空気ばね用ダイアフラム8を製造するに当り、未加硫の筒状ダイアフラム素材の外周面を、半径方向に拡縮径変位可能な複数個のセクターモールド3により加硫成形する。
(もっと読む)
樹脂成形に於ける静電除去方法および静電除去装置
【課題】 樹脂成形に際して、成形品に対する静電除去および溶融樹脂に対する酸化防止の二つの課題に対して、両者を同時に対応しようとする方策は見られなかった
【解決手段】 樹脂成形機10によって成形した成形品13xを取出す取出機20、20Aに、放電針に交流または直流の高電圧を印加することで発生したイオンを窒素に付加させるイオン発生ユニット30を付設した。
(もっと読む)
成形品吸着装置
【課題】金型内から成形品を抜き出す際には移動ストロークを短くして成形品の取出しサイクルを短縮する。吸着部材に吸着保持された成形品を金型位置から開放位置へ移動する際には取付け部材と吸着部材の間隔を短くして振動等が増幅される割合を低減して吸着不良が発生するのを回避する成形品取出し作業を提供する。
【解決手段】吸着手段を取付け部材に対して金型内の成形品に近づく方向及び離間する方向へ移動可能に支持される軸部材17と、金型に相対する軸部材17の先端側に設けられると共に負圧発生手段に接続される吸着部材と、取付け部材と吸着部材の間に位置する軸部材17に装着されるばね部材と、取付け部材に対して金型と反対方向に突出した軸部材17の外周面に相対するように配置され軸部材17の外周面に圧接するストッパ37部材と、ストッパ37部材を軸部材17の外周面に近づく位置と離間する位置の間で移動する作動部材35から構成する。
(もっと読む)
生産設備
【課題】 生産設備の使用者にメンテナンス時期が近付いたことを知らせる場合に、設備の使用者から必要な情報を得られるようにするために、メンテナンスの作業者がメンテナンス時に確認する情報を使用者も見られるようにし且つ使用者を介して必要な設定変更することができる生産設備を提供する。
【解決手段】 コントローラ装置5が、予め定めた操作がなされた場合に、常時表示画面に代えてメンテナンス画面を表示画面7に表示する。またコントローラ装置5は、メンテナンスの必要時期が近付いたときには、予め定めた操作がなされなくても常時表示画面に代えてメンテナンス時に確認する情報を表示するメンテナンス画面を表示画面7に自動表示する。その後設定画面を選択的に表示して設定変更を可能にする。
(もっと読む)
成形品取出機
【課題】 所望の動作モードの設定が簡単にできるコントローラ装置を備えた成形品取出機を提供することにある。
【解決手段】 コントローラ装置5を、予め定めた標準動作モードで動作しているときよりも電力消費量を少なくする省電力動作モードと、標準動作モードで動作しているときよりも振動の発生を少なくするソフト動作モードとを選択できるように構成する。コントローラ装置5を、予め定めた標準動作モードの設定要素及び/または設定データを変更して所望の動作モードを設定できるように構成する。
(もっと読む)
成形品取出装置及び成形品取出方法
【課題】スプルー部を確実に取り出すことができ、射出成形機の成形サイクルを短くすることができるようにする。
【解決手段】進退自在に配設され、成形品を把持して取り出す取出機構部51の本体を構成する支持体と、支持体に取り付けられた作動装置67と、作動装置67によって移動させられ、金型から突き出されたスプルー部21を選択的に把持する一対の把持要素と、前記スプルー部21の所定の箇所と係止させられる係止要素とを有する。スプルー部21の所定の箇所と係止要素とが係止させられるので、把持要素の把持面とスプルー部21の外周面との間に生じる摩擦抵抗、及び係止要素とスプルー部21の所定の箇所との係止によってスプルー部21を引っ張ることができる。
(もっと読む)
射出成形システム及び射出成形方法
【課題】成形サイクルを短くすることができ、生産性を向上させることができ、射出成形システムを小型化することができるようにする。
【解決手段】第1の支持部材に取り付けられた第1の金型と、第1の金型と対向させて、第2の支持部材に取り付けられた第2の金型と、第2の金型を進退させ、金型装置の型閉じ、型締め及び型開きを行う型締め用の駆動部と、インサートを保持するためのインサート保持部を備えた操作部位と、型開きが開始されてから終了されるまでの間に、操作部位を第1の金型に向けて前進させ、第1の金型にインサートをセットする操作部位作動処理手段とを有する。型開きが開始されてから終了されるまでの間に、操作部位が第1の金型に向けて前進させられ、第1の金型にインサートがセットされるので、成形サイクルを短くすることができる。
(もっと読む)
21 - 40 / 144
[ Back to top ]