
Fターム[4F202CM11]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491)
Fターム[4F202CM11]の下位に属するFターム
つかみ取出し (214)
流体圧による(←吹飛ばしによる) (35)
案内、位置決め (64)
切断手段を有するもの (34)
Fターム[4F202CM11]に分類される特許
101 - 120 / 144
疑似コアおよびこれを用いる射出成形金型

【課題】特殊なラベルを用いず、且つラベルを傷付けることなく、固定型のキャビティ内に確実に挿入してインモールド成形ができると共に、ラベルなしの射出成形にも支障を来さない、疑似コアおよびこれを用いる射出成形金型を提供する。
【解決手段】先細形状を呈し且つ吸引用の孔6が開口する周壁2と、係る周壁2の後端外周に位置し且つ係る周壁2の軸方向に沿って進退可能とされたラベル押出リング(ラベル押出手段)8と、上記周壁2を含む疑似コア本体3および上記ラベル押出リング8を含む前記疑似コア1を、対向する可動型40と固定型31との間に挿入・脱出させる移動体20およびボールスプライン軸受(挿脱機構)21と、上記周壁2を固定型31の雌形キャビティ32に進入・退出させるエアシリンダ(進退機構)23〜26と、を含む、疑似コア1。
(もっと読む)
生産設備付帯装置

【課題】 成形品取出機等の生産設備付帯装置において、静電気除去手段を効率的に設置することでワークへの静電気除去効果を簡易に発揮できるようにする。
【解決手段】 成形品取出機1は、移動体として、成形品を金型50から取出し保持する取出ヘッド3、取出ヘッド3を設けた昇降アーム23、昇降アーム23を成形機5の金型開閉方向に進退移動させる引抜アーム22を備え、また、移動体の移送を案内させるアームとして、引抜アーム22を進退移動可能に支持し且つ成形機5の金型開閉方向と直交方向に延出する横行アーム21を備える。この横行アーム21における略固定プラテン51上方にあたる位置に、成形機5の金型50に向けて静電気除去雰囲気を形成させる静電気除去装置4を設ける。
これにより、成形機5により生産された成形品は、金型50から取出されている間に静電気除去雰囲気に晒されて静電気の除去が可能となる。
(もっと読む)
成形品取出機の制御装置
【課題】 金型とチャック部に取り付けられたチャック板の位置関係を目視で正確に確認しやすく、金型交換時において、チャック部の位置の微調整が容易で、かつ正確に行うことのできる成形品取出機の制御装置を提供する。
【解決手段】 成形機5に搭載された成形品取出機4の取出し動作などを制御する成形品取出機の制御装置に、成形機の金型交換時において成形品取出機のチャック部の位置を微調整する信号を制御装置との間で無線で交信可能なハンディータイプの操作ペンダント3を付加する。
(もっと読む)
リニア倍速駆動装置及び成形品取出機
【課題】可動子を長い距離で移動させる場合には、移動距離の約1/2の長さの可動子及び固定子を使用して移動させることができ、装置自体を小型化及び軽量化して製造コストを低減する。成形品取出機においてチャックを長いストロークで移動させる場合であっても、短い長さの部材を使用して所望のストロークを得ることができ、チャック駆動装置を小型化及び軽量化する。
【解決手段】第1可動体を移動する固定電磁石及び第2可動体を移動する可動電磁石がそれぞれ相対する面が異なる磁極に着磁された1個の可動磁石を使用する
(もっと読む)
潤滑油供給システム及び潤滑油供給システムの潤滑油供給方法
【課題】主に射出成形機に関連する関連機器の所定の部位に対して潤滑油を供給することができる潤滑油供給システム及びその潤滑油供給方法を提供する。
【解決手段】複数の切替バルブ30、50が切換えられることにより、複数の管路P1、P2、P3のうちいずれか1つの管路P1(P2、P3)にポンプ10からの潤滑油が供給される。管路P1(P2、P3)にポンプ10からの潤滑油が供給されると、その潤滑油は管路P1(P2、P3)を介して射出成形機により成形された成形物を取り扱うロボットR1に導かれる。これにより、射出成形機に関連するロボットR1に潤滑油を供給することができる。
(もっと読む)
成形機
【課題】 成形品取出しヘッドの振動が成形機に伝達されるのを防止して、成形品の品質低下を抑え、成形歩留を向上させることができるとともに、生産能率の低下を抑制することができる成形機を提供する。
【解決手段】 樹脂成形機Mの幅方向にのびる横行フレーム2と、樹脂成形機Mの長手方向にのびる引抜きフレーム4と、昇降および反転自在な成形品取出しヘッド6Aを設けたヘッド昇降ユニット6とを備えた成形品取出機3が装備され、樹脂成形機Mの固定プラテン1の上面には、防振ゴム体からなる振動伝達防止手段Rを介してトラバース型の成形品取出機3の固定ベース5を固定する。
(もっと読む)
転写装置を備えた成形機
【課題】 成形品取出機による樹脂成形品の取出しサイクルタイムの延長を回避して、樹脂成形品の製造能率の低下を抑制することができる転写装置を備えた成形機を提供する。
【解決手段】 成形機の幅方向にのびる横行フレーム4と、成形機の長手方向にのびる引抜きフレーム5と、昇降および反転自在な成形品取出しヘッド6を設けたヘッド昇降ユニット7とを備えた成形品取出機1Aが装備され、かつ、可動金型装置8の上側に樹脂成形品への転写装置9が搭載されている転写装置を備えた成形機1Bにおいて、成形品取出機1Aの成形品取出しヘッド6の下端の位置を型締時の転写装置9の上端の位置よりもΔhだけ上位に設定する。
(もっと読む)
封止装置
【課題】装置の歩留り性を向上させると同時に、封止前の部品(被成形品)に樹脂バリ等の異物が付着することを防止して、封止精度を向上させる。
【解決手段】対向して開閉する第1、第2の金型21、22を用いて、被成形品90を樹脂2で封止する樹脂封止装置1において、前記被成形品90を第1の金型21へと供給し、樹脂封止された成形品を第2の金型22から取り出す構成とすることによって上記課題を解決する。
(もっと読む)
光学部品の成形方法および光学部品の成形装置
【課題】 原料でプリフォームを作成することなく、原料を高精度に成形して光学部品を製造することができる光学部品の成形方法を提供することを課題とする。
【解決手段】 光学部品の成形方法であって、金型のキャビティ内に投入した粉体の原料40を加熱して溶融する加熱段階と、溶融させた原料40をキャビティ内で圧縮して変形させることにより、所定形状の光学部品を製造する圧縮段階とを含むことを特徴としている。
(もっと読む)
連鎖型配線配管保護部材の連結構造
【課題】 部品点数の増加を抑えた簡単な構造によって上下の屈曲部の垂れ下がりを防止することで、スペース効率の向上と延命を達成するとともに、屈曲部の下辺から先端部までの領域と他部材との摺動を回避することによって、摩耗による劣化を避けて延命を図り耐久性を向上させることができる連鎖型配線配管保護部材の連結構造を提供する。
【解決手段】 上下方向に屈曲自在な屈曲部7を有する連鎖型配線配管保護部材6の一端部8Aをベース部材(固定側部材)18に固定し、連鎖型配線配管保護部材6の他端部8Bをエンドレス状のタイミングベルトからなる進退移動装置9の上辺11Aに垂れ下がりを不能に連結する。
(もっと読む)
成形品取出機
【課題】 移動部位と障害物との衝突を確実に防止するとともに、移動部位を必要なときだけ停止させて生産性の低下を最小限度に抑制できる成形品取出機を提供する。
【解決手段】 本成形品取出機1は、成形機5から成形品の取出しを行うための移動部位(移送アーム22、昇降アーム21、ランナー昇降アーム24、取出ヘッド3等)に、移動部位の移動経路上における障害物までの距離を測定する測距手段(超音波センサ)6を設け、障害物との衝突判断を行えるように構成する。そして、本成形品取出機1に備える処理器7によって、移動部位の一部となる取出ヘッド3の現在位置を検出する変位検出器8及び測距手段6からの情報に基づいて、障害物の有無を認識して障害物との衝突を判断して、移動部位の移動を制御する制御指令を行う。
(もっと読む)
成形金型における部材搬送供給方法およびその装置
【課題】簡単な操作かつ構成の装置で、しかも信頼性と生産性が高く、優れた成形金型における部材搬送供給方法およびその装置を提供することを目的とするものである。
【解決手段】柔軟かつ可塑性を有する被搬送供給部材90を供給する巻出機構29と、被搬送供給部材90を把持して搬出および供給を行うためのチャック33と、被搬送供給部材90を保持し維持するためのホルダーと、被搬送供給部材90を搬送するためのフープ状の搬送ベルト1およびその駆動部を有し、搬送ベルト1に保持し維持された被搬送供給部材90を樹脂成形するために、搬送ベルト毎に成形金型へ投入し、位置決めした後に所定成形を行う成形機構32にて構成してなる成形金型における部材搬送供給装置。
(もっと読む)
射出成形機の型開き制御方法
【課題】射出成形機の型開きにおける金型位置設定の設定変更を安全かつ容易に低コストで実現する制御方法を提供する。
【解決手段】型開き途中位置で成形品15の取出しを開始させる途中位置設定を有する射出成形機14における制御装置13の設定部11において、型開き完了位置の設定を変更し記憶部12の型開き完了位置設定値が変化したときには、前記記憶部12に格納されていた前記途中位置設定の設定値を前記型開き完了位置設定の変更した後の設定値に書き換える。
(もっと読む)
操作端末装置の画面表示方法
【課題】 成形品の取出機におけるティーチング作業を効率的に行えるようにする操作端末装置の画面表示方法を提供する。
【解決手段】 取出機1の操作端末装置5のティーチング画面50Aとして、取出機1の成形品を保持する取出ヘッド3およびこの取出ヘッド3を移送するアーム機構2の擬似的な立体画像6と、立体画像6と対応し、取出機1の基本動作を基にした取出ヘッド3の移動経路Rとして実際にティーチングされた位置データにより自動生成した動作チャートCと、動作チャートCの所定位置と関連付けて各種のティーチングデータを設定するためのタッチ操作可能な設定ボタン7と、動作チャートC上に取出機1の取出ヘッド3の動きと連動可能な取出ヘッド3の現在位置8と、取出機1の各動作位置に応じた動作チャートC上の各ポイントにそのポイントに応じた動作位置まで取出ヘッド3を移送させるための手動操作可能な移動ボタン9とを同一画面上に表示させる。
(もっと読む)
定盤装着成形後冷却装置
定盤装着成形後冷却装置及び方法は、固定盤と可動盤とコア部分とキャビティ部分とを有している射出成形機内の成形製品を取り扱う構造体及び/又は工程を備えている。固定盤へ連結されている引取装置は、コア部分又はキャビティ部分のいずれか一方から成形製品を取り外すべく構成されている。可動盤へ連結されている冷却装置は、引取装置によって運ばれている成形製品を冷却すべく構成されている。好適に、引取装置は、成形されたばかりの製品を金型のコア部分から抜き出し、そして、金型部分の外へ直線的に移動する。次の成形サイクルにおいて金型を閉じるための可動盤の後続の運動は、引取装置の製品キャリヤ内の成形製品と冷却装置のピンが係合することを引き起こす。可動盤が再び開くと、成形製品が、冷却装置のピンによって、製品キャリヤから抜き出される。可動盤が完全に開けられると、冷却された製品を成形機から放出すべく、冷却装置は、回転させられる。  (もっと読む)
(もっと読む)
成形品取出機用チャック
【課題】 成形品を静電吸着することができるものでありながら、たとえば待機位置に戻って停止した際には、成形品に帯電した静電気の除電がなされて、チャックによる成形品の静電吸着を解除して、成形品を取出して回収することにより、未硬化状態の成形品の変形を回避して、成形品の歩留り低下を抑制できる成形品取出機用チャックを提供する。
【解決手段】 成形品取出機用チャック17には、成形品23の帯電量を検出する帯電量検出センサ18が設けられ、この帯電量検出センサ18で検出された成形品の帯電量に基づいて電界発生部21に直流電圧を印加して成形品23を静電吸着するように構成されているとともに、帯電量検出センサ18で検出された成形品23の帯電量に基づいて電界発生部21に直流逆電圧を印加して成形品23の静電吸着を解除するように構成されている。
(もっと読む)
成形品の取出装置
【課題】 成形品の取出ミスを確実に検知することができ、また、成形品に対する保持力を安定させて成形品の取出しを確実に行うことができる成形品の取出装置を実現する。
【解決手段】 取出ヘッド3には、検知手段として成形品6からの押付け力を受けて成形品取出しの有無を検知する感圧センサ5を設ける。また、上記感圧センサ5からの出力値が閾値に達しない場合は成形品6の取出異常があると認識し、取出ヘッド3に不良品排出動作をさせるように構成した感圧制御ユニット8を備える。
これにより、成形品6の取出し時には感圧センサ5に成形品6からの押付け力が掛かるため、例え微小な保持力であっても成形品取出しの有無を検知することができる。また、感圧センサ5を取出ヘッド3に設けることで、取出ヘッド3によって保持された成形品6の有無を直接的に検知することができる。
(もっと読む)
成形された天然樹脂を型から持上げバーを利用して取り外す方法
本発明は、天然樹脂を型キャビティ内に射出成形するプロセスに関するものである。前記型キャビティは、型キャビティの、成形された動物用噛み物を引き抜くための突出しシステムの一部としての持上げバーを有している。該持上げバーは、射出後及び型開放後の型に接触した状態に保たれている成形物品表面積に関して相対的に広い表面積を有している接触面積を備えている。 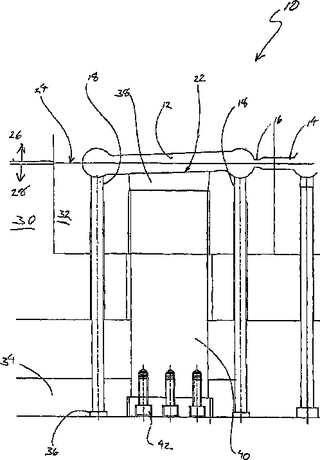 (もっと読む)
(もっと読む)
ブロー成型装置の開閉を制御する方法及び該方法を実施するためのブロー成形装置
本発明は、加熱された予備成型物をブロー又はブロードローイングによって、熱可塑性材料、特にPETから容器を製造するために使用されるブック型のブロー成型の金型の開閉を制御するための方法に関する。本発明によれば、金型(1)は、共有された固定回動ピン(3)の周囲を同じように回転することによって、互いから離れることができる少なくとも2つの金型の半体(2a,2b)を備えている。本発明は、2つの金型の半体(2a,2b)がその分割平面(5)のどちらの側も非対称に開口し、その結果として、最大に開口している金型の半体は、金型に例えば固定アームのような補助部材を導入するためのより大きい経路を形成していること特徴とするものである。  (もっと読む)
(もっと読む)
ホットメルトインクのペレットを製造する方法およびモールド
ホットメルトインクのペレットを製造する方法およびモールドが開示される。特に、モールドキャビティおよび対応する充填ホールを画定し、互いに着脱可能な少なくとも3つの型を含む複合モールドが使用される。成形処理では、固化後に1つの型内に形成された充填開口内にインクがはみ出るように、キャビティは過剰に充填される。モールドキャビティからペレットを取り除く前に、はみ出しを含む型は、他の型から分離される。したがって、形成されたインクペレットは、ドースシステムで導入される場合、そのようなペレットのフリーフローを妨げるホールおよび/またははみ出しが実質的にない。  (もっと読む)
(もっと読む)
101 - 120 / 144
[ Back to top ]