
Fターム[4F202CP05]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 型面への配列、配置に特色 (374) | 割型面に沿って形成されたもの (127)
Fターム[4F202CP05]に分類される特許
1 - 20 / 127
成形用機器
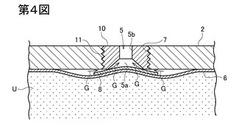
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
排気孔付き型および成形品を生成する方法

【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
射出成形用金型及び射出成形用金型の製造方法
【課題】固定側型と可動側型とのパーティング面、及び複数に分割された分割入れ子同士の密着を確実にし、成形不良の発生を長期にわたり防止することができる低コストの射出成形用金型及び射出成形用金型の製造方法を提供する。
【解決手段】第1の金型13の入れ子収納部に配設される第1の入れ子14、第2の金型24の入れ子収納部に配設される第2の入れ子26のパーティングライン面が、第1の金型および第2の金型のパーティングライン面Pに対して突出し、第1の入れ子および第2の入れ子のパーティングライン面の一部が形成された面及び第1の金型および第2の金型の入れ子収納部と対向する面を除く他の面と、第1の金型および第2の金型の入れ子収納部のそれぞれ対向する面とが隙間を有している。
(もっと読む)
樹脂封止方法
【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】成形品の成形品質を向上する。
【解決手段】成形キャビティ11と、成形キャビティ11の周囲に設けられるオーバーフローキャビティ12と、成形キャビティ11とオーバーフローキャビティ12との間に設けられ、エアベント18が形成された境界部13とを有する金型2を用いる。まず、金型2でワークWをクランプして成形キャビティ11へ樹脂を圧送し、オーバーフローキャビティ12への流出を境界部13で抑止しながら、成形キャビティ11内へ樹脂25を充填する。次いで、所定の樹脂圧より高く樹脂圧を上昇させ、成形キャビティ11からエアベント18を介してオーバーフローキャビティ12へ樹脂25を流出させる。次いで、成形キャビティ11内で充填されている樹脂25を加熱硬化させる。
(もっと読む)
レンズアレイの製造方法
【課題】レンズ部となる部分に気泡を残さずにレンズアレイを製造すること
【解決手段】複数のレンズ部6と、複数のレンズ部6と一体に形成される基板部11とを有するレンズアレイ10の製造方法であって、成形下型30と、レンズ部6のレンズ面6aに対応するレンズ成形面22と該レンズ成形面22の全周を囲う環状凹面23を有する成形上型20の間に熱硬化性の樹脂を挟み込み、成形上型20と成形下型30の間に樹脂を挟み込んだ状態で、レンズ成形面22に向けて選択的に熱を供給することで、樹脂のうちレンズ部6となる部分のみを樹脂の硬化開始温度まで加熱し、レンズ部6となる部分を硬化開始温度まで加熱した後に、樹脂を加圧し、樹脂を加圧した状態で、成形上型20全体に熱を供給して、樹脂全体を硬化させるレンズアレイ10の製造方法。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
成形金型および樹脂封止装置
【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】金型への加工を必要とせずにガス抜きを行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記複数の駆動手段を制御して型締力を制御する制御手段と、を備え、前記制御手段は、前記複数の駆動手段を制御して前記第1及び第2の型締部間の圧力を局所的に変更することにより、前記金型のキャビティ内のガス抜きを行うことを特徴とする。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
半導体装置の製造方法
【課題】半導体装置の歩留の向上を図る。
【解決手段】上金型14と下金型15で一対を成す樹脂成形金型13の上金型14において、キャビティ14aの注入ゲート14dに対向する第2隅部14fの内周面14bの断面の半径を、他の隅部の内周面14bの断面の半径より大きくすることで、樹脂注入時に樹脂中に含まれるボイド12をキャビティ14aの第2隅部14fに滞留させることなくエアベント14hに押し出すことができ、これにより、キャビティ内でのボイド12の発生を抑制して半導体装置の外観不良の発生を抑制できる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
トーチボディ製造方法およびトーチボディおよび切断用トーチ
【課題】樹脂成型条件の裕度を広げ、樹脂の成型不良を抑制するトーチボディの製造方法、トーチボディ、このトーチボディを備えた切断用トーチを提供する。
【解決手段】金属部材の形状に応じて加工されトーチボディ1を絶縁被覆する樹脂部3を形成するための第1の樹脂注型部と第1の樹脂注型部と繋がっており第1の樹脂注型部から樹脂が流れ込むように加工され樹脂逃げ部を形成するための樹脂逃げ部6形成部とを設けた第1の金型に前記金属部材2を配置し、金属部材の形状に応じて加工され樹脂部3を形成するための第2の樹脂注型部を設けた第2の金型を第1の金型と組み合わせ、組み合わせた第1の金型と第2の金型に樹脂を注入して硬化し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから第1の金型と第2の金型を取り外し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから樹脂逃げ部を取り除く。
(もっと読む)
タイヤ加硫用金型
【課題】エア排気のための隙間の補修作業を、隙間量のバラツキを生ずることなく、少ない工程で高効率かつ容易に行うことが可能なタイヤ加硫用金型を提供する。
【解決手段】タイヤ周方向に複数個のピース1が配列されてなる分割金型を複数個備えるピース式のタイヤ加硫用金型である。ピース1のタイヤ周方向端面に、シム2が貼り付けられている。ピース1のタイヤ周方向端面のうちタイヤ幅方向の少なくとも一部において、シム2が貼り付けられていない部分が存在し、シム2の貼り付けられていない部分により、ピース1と隣接するピース1との間でエア排気経路4が形成されていることが好ましい。
(もっと読む)
金型、および成型方法
【課題】成型中の樹脂内部の気泡を外部に逃がすことができるようにする。
【解決手段】金型の上面1Aには、格子の方向と直交する方向の溝である溝11の延長線上に、左端の上下方向の溝21より左縁1bに突出する形で凹部31が形成され、上下方向の右端の溝22より右縁1dに突出する形で凹部32が形成される。凹部31と32は、金型を用いて成型を行うときに気泡逃げとして機能する。金型に樹脂が塗布され、ガラス基板が圧着された後、ガラス基板と一体になった金型が真空ボックス内に入れられ、適切な真空度で金型が引かれる。このとき、樹脂内部の気泡が金型の気泡逃げに導かれて、成型物の中には気泡だまりができない。その状態で、UV照射が行われ、樹脂を硬化させる。本発明は、3D画像を表示する表示デバイスの部品の金型に適用することができる。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
射出成形方法
【課題】ガスベントが詰まるのを抑制することができ、金型装置の保守・管理作業を簡素化することができ、プリフォームの生産性を向上させることができるようにする。
【解決手段】パーティング面にガス抜き部が形成された割金型を備える射出成形機に適用される。そして、成形材料の充填開始後の所定のタイミングで、ガス抜き部の流路断面を小さくする。キャビティ空間への成形材料の充填が開始された後、ガス抜き部の流路断面が小さくされるので、それまでの間に、ガス抜き部を流れるガスの流量を多くすることができる。異物がガス抜き部の内周面に付着するのを防止することができる。
(もっと読む)
1 - 20 / 127
[ Back to top ]