
Fターム[4F202CP06]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 吸引機構を有するもの (400)
Fターム[4F202CP06]の下位に属するFターム
型全体を減圧雰囲気下に置くもの (54)
Fターム[4F202CP06]に分類される特許
201 - 220 / 346
複合材料部材を成形するための方法及び装置
本発明は、複合材料部材、殊に射出成形部分及びポリウレタン部分を含む複合材料部材の成形のための装置及び方法に関し、次のステップを含んでおり:支持構成部分を成形し、支持構成部分を金型の開かれたチャンバー内に移し、金型を所定の位置まで閉じ、この場合に容積のまだ大きなチャンバーを画定し、容積のまだ大きなチャンバー内に真空を生ぜしめ、流動材料を容積の増大されたチャンバー内に注入し、流動材料の注入と同時に及び/又は流動材料の注入に続いて圧縮工程を行うようになっている。 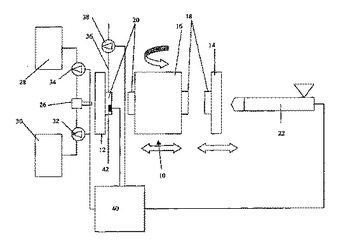 (もっと読む)
(もっと読む)
シート材、栓、栓の製造方法、及び真空成形型

【課題】瓶の開口部に内挿される栓の挿入部を合成樹脂で被覆された栓において、ポリエチレン樹脂が挿入部に密着するようにし、さらにポリエチレン樹脂の臭いが内容物に移ることを防ぐこと。
【解決手段】シート材20は、挿入部10に接着されるバインダシート250、及びポリエチレン樹脂からなるLDPEシートを有する第一のシート材と、LDPEシートに貼り合わされた面とは反対側に位置する外層としてポリエチレンテレフタレート樹脂からなるPETシート212を有する第二のシート材とを備える。シート材20を用いて、真空成形法によって瓶の開口部に内挿される栓1の挿入部10を被覆すると、ポリエチレン樹脂からなるLDPEシートは、バインダシート250を介して挿入部10に密着される。また、ポリエチレンテレフタレート樹脂からなるPETシート212が外層として被覆されるので、臭いが内容物に移ることがない。
(もっと読む)
光記録媒体の基板の射出成形金型装置

【課題】製品キャビティ内へ樹脂材料を射出する際に発生するモノマーガスをスタンパや金型装置内に蓄積させない構造の光記録媒体基板の射出成形金型装置の提供。
【解決手段】固定金型とこれに対向する可動金型を備え、固定金型鏡面と可動金型鏡面によって形成されるキャビティ内に樹脂を射出して基板を成形する金型装置において、スタンパ固定構造の外周部に、射出時に発生するモノマーガスのスタンパ裏面への廻り込み防止構造、及びモノマーガスの金型外への強制排出構造を備えた光記録媒体の基板の射出成形金型装置。
(もっと読む)
合成樹脂成形品の成形方法及び成形装置
【課題】成形のサイクルを短く維持したまま、成形品の表面品質を高めることができ、発泡成形品の発泡セルの大きさを成形品全体に亙って均一化し、物理的特性を成形品の全体に亙って安定化することのできる合成樹脂成形品を成形する成形方法及び成形装置を提供することである。
【解決手段】成形型8のキャビティ面に沿って射出口40と反対側へ流れるガス流層42を形成した状態で、キャビティ41内に発泡剤16を含有する溶融合成樹脂を射出し、その後そのガスを外部へ排出し、次にキャビティ41内の合成樹脂の表層部をキャビティ面に接触させて成形型により冷却する。成形装置1は、上記成形方法を達成するためにガス流層成形装置5とガス吸引装置6とを備えた。
(もっと読む)
キュベット
【課題】より容易に取り扱い可能であるとともに広範に適用可能なキュベットを提供する。
【解決手段】少なくとも2つのキュベット外殻部材(12)を備え、それらによって重合性の樹脂が充填路(16)を介して注入される型空洞(14)を形成することができ、さらに型空洞(14)の充填に際して脱気する空気のための排気路(42)を備えた特に射出成形によって歯科医療用の成形部材を製造するためのキュベット(10)である。排気路(42)がフィルタ要素(40)を備えていて、重合性の樹脂と接触すると同時にフィルタ要素の空気透過性が自動的に変化、特に低下する。
(もっと読む)
ガス抜き型光屈折力インサート用ブッシュ、オフサルミックレンズモールド及び成形オフサルミックレンズを製造する関連方法及びシステム
【課題】高品質のオフサルミックレンズモールド及びオフサルミックレンズを提供する。
【解決手段】オフサルミックレンズモールドの射出成形中に生じるガスを抜く装置、システム及び方法。既存の射出成形装置、システム及び方法と比較してモールド品質、レンズ品質、モールド品質の一致性及びレンズ品質の一致性の向上を達成できる。光屈折力インサート用ブッシュ10が開示され、このブッシュは、ガスをブッシュの第1の端部14からブッシュの第2の端部16に差し向けるガス抜きシステム22を有する。ガスは、光屈折力インサートと光屈折力インサートが収納されるブッシュボア20の内部側壁18表面との間に差し向けられる。1つ又は複数のブッシュ及び光屈折力インサートをオフサルミックレンズモールド射出システムのコンポーネント及びガス抜き型ブッシュの製造方法及び使用方法。
(もっと読む)
熱可塑性樹脂板の熱変形方法
【課題】 簡便な熱可塑性樹脂板の熱変形方法を提供する。
【解決手段】 所定形状を有する吸着面または所定形状に変形しうる吸着面を備えた型部材の吸着面に、熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板の熱変形方法である。
吸着面として、発泡樹脂シートを用いれば、ことさら簡単な構成の熱可塑性樹脂板の熱変形方法とすることができる。
型部材は、その一部の表面に多数の微細孔を形成して吸着面とし、前記微細孔から別途設けられた吸引機構により空気を吸引する吸着機構を含んで構成されていてもよい。
(もっと読む)
車両用内装材の製造方法
【課題】型の数及び操作の数を低減することができる車両用内装材の製造方法を提供する。
【解決手段】車両用内装材の製造方法であって、真空吸引可能なキャビティ型5の上部に、加熱軟化した樹脂シート製の表皮材3をセットし、表皮材3がセットされたキャビティ型5に対して、所定形状に成形された芯材2を保持したコア型6を下降させて型閉めし、該芯材2付きのコア型6によりキャビティ型5側に押された表皮材3を、キャビティ型5の凹面7側に真空吸引することにより表皮材3をキャビティ型5の凹面7に相応する形状に成形し、表皮材3を成形したキャビティ型5に対してコア型6を型閉めした状態のまま、表皮材3と芯材2との間に形成されたキャビティ空間Rに、発泡原料15を注入して発泡材4を発泡成形して、表皮材3と芯材2との間に発泡材4を挟んだ構造の内装材1を成形し、内装材1の成形後、型開きして内装材1を取り出す。
(もっと読む)
合成樹脂発泡粒子の型内発泡成形用金型及び成形方法
【課題】 合成樹脂発泡粒子の型内発泡成形において、製品の形状や肉厚の制約から充填が困難とされる部分を簡易な改善により飛躍的に充填性を向上させる金型構造、成形方法並びに成形品を提供することにある。
【解決手段】 金型意匠面のすくなくとも一部に金型の開閉とは独立して進退可能な構造である進退可動部を有し、該進退可動部のヘッド部の後退ストロークが、金型意匠面より成形体厚みの5%以上300%以下となる合成樹脂型内発泡用金型を用い、合成樹脂粒子の充填工程以前に金型意匠面の一部に配した進退可能な駆動部を金型意匠面より成形体厚みの5%以上300%以下まで後退させておき、充填工程終了から冷却工程初期の間に、進退可能部のヘッド部を意匠面まで前進させる成形方法を用いることで、充填が困難とされる薄肉製品、貫通穴部周辺の充填性を飛躍的に向上させることが可能となる。
(もっと読む)
RTM成形装置
【課題】 強度、軽量性に優れかつ安定した品質をそなえた成形体を得ることが可能なRTM成形装置を提供する。
【解決手段】 樹脂組成物を成形型内に注入し被成形体に含浸させてFRP成形体を成形するように構成されたRTM成形装置において、上記樹脂組成物をCCPで構成し、上記被成形体の外側に隣接して上記CCPを含む CCP分担層を配置し、上記CCP分担層は上記CCPの硬化特性と該CCPから外部への放熱特性とにより定まるVf限界値を備えるような構成にて設けられ、上記被成形体と上記CCP分担層との間に該被成形体を分離する成形体分離手段を配置した。
(もっと読む)
内方突条を有する包装用容器、及びその製造型
【課題】型成形時間が短縮できて非常に美しく仕上げることのできる包装用容器を提供すること
【解決手段】蓋体20の天板21であってその周縁23より僅かに内方に位置する部分に、合成樹脂シートを二重折りすることにより形成した内方突条24を形成したこと。
(もっと読む)
積層成形体の成形方法並びに成形金型
【課題】積層成形体の成形方法並びに成形金型であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、加熱軟化処理した後、アシストモデル80に前もってセット枠90ごと組み付けることで、表皮30のセット作業が容易に行なえるとともに、成形上型50により真空成形する際、台座86上で強固に支持されるモデル型82と成形上型50との間でプレス圧をかけて、薄肉状に均一厚みを確保できるように表皮30の成形を行ない、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避するとともに、表皮30を真空・プレス成形することで製品表面の外観性能を高める。
(もっと読む)
樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形装置を提供すること。
【解決手段】樹脂成形装置1は、キャビティ21を形成してなるゴム製の成形型2と、0.78〜2μmの波長領域に強度のピークを有する電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるフィルター5とを有している。キャビティ21は、複数の板形状空間211を交錯させて連結した三次元形状の空間に形成してあり、各板形状空間211には、その外形を形成する面方向と、面方向に垂直な厚み方向とがある。電磁波発生手段4は、キャビティ21内に熱可塑性樹脂3を充填する際に、成形型2を介して熱可塑性樹脂3にフィルター5を透過した後の透過電磁波を照射すると共に、各板形状空間211の面方向に対して傾斜する方向から透過電磁波を照射する。
(もっと読む)
トナーボトル及びこれを装着する電子写真装置並びにトナーボトルの成形方法
【課題】トナーボトルの成形精度を向上して上述した実際上の問題を解消するようにしたトナーボトルを提供する。
【解決手段】本発明に従うトナーボトルは、2軸延伸ブロー成形法によって製造される。射出成形によって作られるプリフォーム10は、トナーボトルが備えるべき最終形状の口部10aと、この口部10aの基端側に位置するフランジ10bとを備え、プリフォーム10の延伸すべき部分を先ずヒータ加熱する。2軸延伸ブロー成形は、プリフォーム10を金型11にセットした後、プリフォーム10の中に、上下動移動可能なブローピン12を差し込み、このブローピン12を通じて圧縮空気を注入することによって行われる。次いで、一対のサイド型ハーフ14、15を型開きすると共にボトム型16をボトル13の底13aから離れる方向に移動させてボトル13を取り出す。
(もっと読む)
積層成形体の成形方法並びに成形金型
【課題】積層成形体の成形方法並びに成形金型であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、トップ層31の裏面にクッション層32を一体化したものを加熱軟化処理した後、成形上型50により真空成形する際、成形下型60上に支柱83,84,86を介して支持されるアシストモデル80と成形上型50との間でプレス圧をかけて、薄肉状に均一厚みを確保できるように成形を行ない、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避するとともに、表皮30を真空・プレス成形することで製品表面の外観性能を高める。
(もっと読む)
積層成形体の成形方法
【課題】積層成形体の成形方法であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、トップ層31の裏面にクッション層32を一体化したものを加熱軟化処理した後、成形上型50により真空成形するとともに、アシストモデル80をスペーサとして成形上下型50,60間に介装し、アシストモデル80を挟んで成形上下型50,60を型締めすることにより、表皮30は薄肉で、かつ均一厚みが確保された成形が可能となり、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避させることで製品表面の外観性能を高める。
(もっと読む)
プラスチックのマルチピースの容器、およびその製造方法およびシステム
飲料および他の食料を蓄えるためのプラスチックのマルチピースの容器が開示される。さらに、このような容器のいくつかの、または全ての構成要素を作るための方法、機器および他のシステムが開示される。いくつかの実施形態において、前記カップ部分は、真空および/または圧力の熱成形方法を使用して製造される。しかしながら、容器のカップ部分は、これらに限定されることはないが、熱成形、押し出し、圧縮成形、射出成形、ブロー成形および/またはそれらの組み合わせを含む、その他の適切な工程により製造され得る。形成された製品は、クロージャー部材の取り付けのための1またはそれ以上の接続構造を含み得る。クロージャー部材は、防水および/または気密のツーピースまたはマルチピースの容器を提供するため、カップ部分に使用、および/または連結し得る。いくつかの実施形態において、取り外し可能なシール部材は、カップ部分とクロージャー部材の間に提供され得る。  (もっと読む)
(もっと読む)
樹脂モールド装置
【課題】樹脂モールド部の厚さを基板の厚さ範囲内に収めて封止する樹脂モールド装置を提供する。
【解決手段】モールド金型のクランプ動作により基板凹部8に供給された所定量の封止樹脂9を可動ブロック18により押圧して当該基板凹部8に配置された半導体チップ7を基板板厚範囲で封止する。
(もっと読む)
半導体装置の製造方法及び製造装置
【課題】簡易な工程で、ボイドを効果的に防止する。
【解決手段】半導体基板を保持する基板搭載面120aを有する第1の金型100と、第1の金型と対向する第2の金型200とを具える封止装置300とする。第2の金型の、第1の金型の基板搭載面との対向面の中心点を、基板搭載面の第1中心点C1と対向する第2中心点C2とする。第2中心点に頂点又は頂面が位置している、第2の金型側に凸状の突出部230を有しており、突出部の頂点を含む領域又は頂面には樹脂配置領域230aが設けられている。
(もっと読む)
真空成形ロール
【課題】真空成形対象であるシート素材の巾寸法に応じてロール本体に設けた吸引孔の開閉状態を調節することにより、シート素材の巾変更に柔軟に対応可能な真空成形ロールを提供する。
【解決手段】吸引用横孔R12内に挿脱可能に取り付けられ且つキャップシート用シート素材SCaの巾寸法に応じてロール本体R1のうちキャップシート用シート素材SCaが密着しない領域R1Bの吸引孔R13を閉塞状態(C)又は開放状態(O)の何れかに選択するための開閉選択手段R4を設けた。
(もっと読む)
201 - 220 / 346
[ Back to top ]