
Fターム[4F202CR01]の内容
プラスチック等の成形用の型 (108,678) | 型の取付け、交換 (650) | 型の搬出、搬入 (59)
Fターム[4F202CR01]に分類される特許
21 - 40 / 59
ゴムクローラの製造装置及び製造方法
【課題】 スパイラル形式の抗張体の内周側に位置する中成形型と、抗張体の外周側に位置する上下の上成形型及び下成形型との間で、クローラ外周側ゴム及びクローラ内周側ゴムを、抗張体の略半周長分加硫成形した後に、残りの略半周長分のクローラ外周側ゴム及びクローラ内周側ゴムを加硫成形するようにしたゴムクローラの製造装置を安価に提供する。
【解決手段】 中成形型11を横方向に移送自在に案内する案内レール8を設けて該中成形型11を上成形型12と下成形型13との間に出入り自在とし、中成形型11を上成形型12と下成形型13との間から引き出した状態で、中成形型移送方向Xに直交する横方向に、ゴムクローラの中間製品を中成形型11から取出し又は中成形型11にセットすることができるように案内レール8の一部を取り外し可能とした。
(もっと読む)
工業製品の生産設備及び生産方法

【課題】多品種少量生産に好適な工業製品の生産設備及び生産方法を提供する。
【解決手段】生産設備Pは、射出成形機2、第1金型交換機3、及び金型自動開閉装置4を備える。射出成形機2は一対の金型1a・1bを用いて合成樹脂製品を成形する。第1金型交換機3は一対の金型1a・1bをX方向に移動させる。又、第1金型交換機3は、Y方向に移動可能である。金型自動開閉装置4は第1金型交換機3に隣接して、射出成形機2と対向配置している。金型自動開閉装置4は、射出成形機2に搬出する一対の金型1a・1bを把持して少なくともそれらの金型1a・1bの成形面の防錆油を除去可能なように離間する。又、金型自動開閉装置4は、射出成形機2から搬送される一対の金型1a・1bを把持して、一対の金型1a・1bの成形面に防錆油が塗布可能なように離間する。
(もっと読む)
金型搬送台車
【課題】位置決めピン機構と落下防止ピン機構とを連係可能にし誤操作による金型や成形装置の損傷を確実に防止する金型搬送台車を提供すること。
【解決手段】金型搬送台車10において、位置決め穴8に係脱可能な位置決めピン22を有した位置決めピン機構20aと、係止位置と非係止位置とに切換え可能な落下防止ピン42を有した落下防止ピン機構40aと、位置決めピン22を非係合位置へ操作可能な第1操作機構30aと、落下防止ピン42を非係止位置へ操作可能な第2操作機構50aと、第1,第2操作機構30a,50aを連結する第1,第2ワイヤ部材75a,75bを含み、第1操作機構30aを操作して位置決めピン22を非係合位置へ切換えた状態では第2操作機構50aを操作不能にすると共に第2操作機構50aを操作して落下防止ピン42を非係止位置へ切換えた状態では第1操作機構30aを操作不能にするインターロック機構60とを備えた。
(もっと読む)
発泡成形用台車
【課題】レイアウト変更の自由度が高い発泡成形設備に用いられる自走式台車を提供する。
【解決手段】金型80、温水タンク78、バッテリ71、エアタンク79等を搭載した台車70がライン1〜6を循環し、1周する度に成形品が成形される。金型80に対し、防爆注入ゾーン10にてウレタン原液が供給される。台車70は、ライン1、2を経て、ライン3,3a,3bのいずれかを走行する。この間、金型80が温水で加熱され、ウレタンの発泡及び硬化反応が進行する。蓋開け機31で上型82が開放され、脱型ゾーン32で成形品が下型81から脱型される。待機ゾーン60での待機中に、温水の交換、エアタンク79へのエアの補充、バッテリ71への充電が行われる。
(もっと読む)
射出成形装置
【課題】射出成形装置の小型化、構造の簡素化を図ることができる射出成形装置の型開閉装置を提供する。
【解決手段】射出成形装置本体1から前方に突出するガイドレール52と、金型2をガイドレール52に沿って射出成形装置本体1の外側にスライドさせるスライド手段56と、射出成形装置本体1の外側で固定型14を保持する型保持手段58と、固定型14を上下に移動させて金型2の開閉を行う型開閉駆動手段60と、を備えている。金型2の開閉動作を射出成形装置本体1の外側で行うので、型締機構8に必要なストロークを大幅に低減することができる。したがって、型締機構8に必要な型締圧を低減させることができるから、型締機構8の構造を簡単にすることができ、射出成形装置100の小型化、構造の簡素化を図ることができる。
(もっと読む)
金型着脱装置及び金型着脱方法
【課題】取付け盤に対して金型を磁気吸引力で固定する場合に比べ、消費電力や消費エアーを低減してランニングコストを低減する。
【解決手段】プラテン側アタッチメント19/21のボール支持部材が金型側アタッチメント31/33のボール受け部材に挿嵌した状態でカムがロック解除位置からロック位置に向かって移動する際に、ロック用カム溝に摺接するロック用ボールを、カムの移動方向と直交する外側へ移動してロック用係合溝に係合した状態で湾曲部に当接してプラテン側アタッチメントに対して金型側アタッチメントを密着させて固定する。カムがロック位置からロック解除位置に向かって移動する際に、突出し用カム溝に摺接する突出し用ボールを、カムの移動方向と直交する外側へ移動して突出し用係合溝の湾曲部に当接してプラテン側アタッチメントから金型側アタッチメントを突出し可能にする。
(もっと読む)
二型搭載射出成形機の金型交換装置
【課題】可動型盤側の金型と、固定型盤側の金型の二型を搭載する二材射出成形機またはスタックモールド用成形機等の金型交換に関し、特に、短時間で二組の金型を交換可能にする自走金型交換装置を提供する。
【解決手段】射出成形機10に近接し且つ平行に配設されたガイドレース2に沿って移動可能な金型交換台車1と、金型(1)〜(4)を少なくとも3組同時に搭載可能な複数の荷台1a〜1dと、当該荷台の全てに付設されて隣接する射出成形機との間で金型を搬出・搬入するフリーローラベルトコンベア60L、60Rとを備え、前記金型交換台車1の往復時間と、金型積み替え作業時間の両方が不要になり、当該射出成形機の金型交換による停止時間が、大幅に短縮される効果がある上、複数台の成形機に対する交換用金型を同時に載置できることから、倉庫内の金型積み替え作業時間を短縮できる。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
大型タイヤ加硫機における作業台
【課題】作業者のモールドの交換作業の安全性及び作業性を向上させた大型タイヤ加硫機における作業台を提供する。
【解決手段】大型タイヤ加硫機1は、二分割された上モールド2aと下モールド2bとを備え、上モールド2aは上部フレーム3にボルト等の締結部材4により取付けられている。上部フレーム3の両側面は、ベース台5に取付けられた旋回アーム6a,6bに支持され、上部フレーム3の背面側の側面に一体的に取付けられてモールドの交換作業時に作業者が乗る作業台7は、ベースプレート8の周囲に安全柵9が立設され、安全柵9の端末部と上部には、上部フレーム3の背面側にボルト等により固定する取付けフレーム10が一体的に設けられている。大型タイヤ加硫機1の側部には、作業台7上に作業者が出入りする柵で仕切られた通路11が設置され、安全柵9に設けた扉には安全センサが設けられている。
(もっと読む)
移動式金型反転装置
【課題】装置を小型化でき、また、安価に実現することができる移動式金型反転装置を提供する。
【解決手段】第1支持面13を備えた第1支持盤15と第2支持面17を備えた第2支持盤19とがL字型に連結されてなる、金型50を載置可能な金型支持盤11を有し、第1支持盤15に第1車輪23が設けられるとともに、第2支持盤19に第2車輪27が設けられ、金型支持盤11における第1支持盤15と第2支持盤19との連結部43に、連結部43に最も近い第1車輪23と第2車輪27の、それぞれ支持面から遠い方の外周を結ぶ共通接線Aより外側に突出した接地部49が形成されている。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】中間金型の移送を簡単かつ安価な構成により実現する。
【解決手段】上金型12と、上金型12に対して相対的に接離可能な下金型13と、下金型13に着脱自在に配置される中間金型14とを備える。下金型13と中間金型14の間に基板9を保持し、下金型13に載置された基板9と中間金型14の凹部27で形成されるキャビティ内に樹脂を充填することにより、基板9に実装した電子部品を樹脂封止する。下金型13を、上金型12に対向する成形位置と、側方に移動した非成形位置とに移送する移送手段と、成形位置での成形後、中間金型14を下金型13に載置した状態で、移送手段を駆動制御し、中間金型14及び下金型13を非成形位置に搬送する制御手段46とを備える。
(もっと読む)
タイヤ加硫方法
【課題】 タイヤ取下し装置に昇降機能を持たせる必要がなくなり、或いは昇降させる場合でも昇降ストロークを短くさせ、これによりタイヤ加硫装置の全体を低くさせ、装置のコンパクト化を図ることができるようにしたタイヤ加硫方法の提供。
【解決手段】 グリーンタイヤGを加硫成形させた加硫済タイヤTをタイヤ加硫位置Yで上部コンテナ30により上昇位置Dに上昇させるステップ(S2)と、タイヤ取下し装置20をタイヤ加硫位置に移動させるステップ(S3)と、上部コンテナを上昇位置Dからタイヤ受け渡し位置Bに下降させて加硫済タイヤをタイヤ取下し装置で保持させるステップ(S4)と、上部コンテナをタイヤ受け渡し位置で開放させるステップ(S5)と、加硫済タイヤを開放させた上部コンテナをタイヤ受け渡し位置から待機位置Cに上昇させるステップ(S6)を備えている。
(もっと読む)
成形装置
【課題】簡単な構造により下型の落下衝撃を防止し、耐久性を向上して安価に製造すること。
【解決手段】成形装置は、搬送装置5に支持された下型2を型締めシリンダ3のピストンロッド4により上下移動させることで、上型1と下型2を型締め及び型開きして成形を行うよう。下型2に下方へ延びる支持ロッド2aが設けられ、この支持ロッド2aが、搬送装置5を下方へ貫通して上下移動可能に設けられる。支持ロッド2aの下端には、ピストンロッド4が当接可能に設けられる。搬送装置5には当接部材12が設けられ、ピストンロッド4には、回動アーム13が設けられる。ピストンロッド4の移動により回動アーム13に当接部12が圧接することで、支持ロッド2aとピストンロッド4が回動アーム13により連結される。その後、型開き工程で、成形品が上型1から離型するまで、当接部材12と回動アーム13が圧接し続けるように構成される。
(もっと読む)
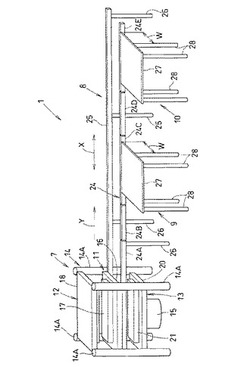
射出成形機
【課題】金型搭載テーブルに対して型締め時に荷重が掛からないようにすると共に、型締め機構の小型化・簡素化を図ることを可能とする射出成形機を提供する。
【解決手段】上型11と下型10とで構成される金型9の複数組を、下型10の上に上型11を載置した状態で搭載すると共に、移動機構によって水平方向に移送される金型搭載テーブル7と、射出ユニット5を搭載してフレーム1a上に固定された固定プラテン4と、射出ユニット5に対向する位置に配置され、型開閉用サーボモータ6の回転を直線運動に変換するボールネジ機構16の直動部と一体となって上下動する型昇降用部材24とを備え、金型搭載テーブル7の移動によって型締め可能位置に配置された金型9を、下型10の上に上型11を載置した状態で、型昇降用部材24により金型搭載テーブル7から離れるよう上昇させ、固定プラテン4に押し付けることによって型締めを行う。
(もっと読む)
金型の載置方法
【課題】大型で、大重量の金型を短時間かつ少ない労力で射出成形装置に載置でき、タイバーを損傷しない金型の載置方法を提供する。
【解決手段】固定盤側ダイサポート7上に載置した固定型14を固定盤3側に移動させて固定型14を固定盤3に装着する。可動盤側ダイサポート10上に載置したスペーサーブロック15を可動盤6側に移動させてスペーサーブロック15を可動盤6に装着する。可動型16をクレーンで吊り上げ、可動型16に装着された補助部材19を介して、下部の1対のタイバー5,5上に仮載置する。タイバー5,5上に可動型16を仮載置した状態で、可動盤6を固定盤3方向に移動して、可動型16をスペーサーブロック15と固定型14とに当接せしめ、可動型16をスペーサーブロック15に装着する。
(もっと読む)
成形用金型
【課題】チェイスユニット交換の為にシール部材を開閉して着脱する場合においても、最低限の開口量(シール部材の開口量)で着脱でき且つチェイスユニットの表面積を最大限に確保することのできる成形用金型を提供する。
【解決手段】上型110とこの上型110から着脱可能な上型チェイスユニット113を有し、且つ、上型チェイスユニット113を内包して外気を遮断可能な上型シール部材114が、開閉機構によって上型110に対して開閉可能とされた成形用金型であって、該開閉機構を、上型シール部材114と上型110とをそれぞれ連結し且つ互いに交差して配置された一対のリンク部材115、116を少なくとも備えて構成する。
(もっと読む)
射出成形機のテーブル回転装置
【課題】ロータリーテーブルをその剛性を可及的に小さく抑えて軽量として、所要回転トルクが小さくかつ高速回転可能とし、成形サイクルを短縮し、構造を簡単にする。
【解決手段】射出成形機のテーブル回転装置1は、ロータリーテーブル3の下面と固定盤5のスライドプレート13の上面との間に圧縮空気を噴き出す空気溝(空気孔)23aと、圧縮空気供給源25を空気溝23aに連絡させる空気配管26に設けられ、圧縮空気供給源25から空気溝23aへの圧縮空気の供給およびその停止の切換を行う電磁切換弁(切換弁)27と、電磁切換弁27による切換動作の動作タイミングを複数設定できる設定器31と、設定器31によって設定された動作タイミングにもとづいて電磁切換弁27と型開閉装置の型締作動装置とサーボモータ(回転駆動装置)17の動作を制御する制御装置30とを設けた構成とされている。
(もっと読む)
射出成形用金型分離装置
【課題】 射出成形用金型を吊り上げる際の射出成形用金型の重心をバランスが良く容易にだして維持することにより、射出成形用金型の分割作業が安全で容易に無駄をすることなく短時間で行われるようになり、射出成形用金型のガイドピンの干渉や損傷等を防止する射出成形用金型分離装置を提供する。
【解決手段】 載置する射出成形用金型100の全部又は一部を吊るすワイヤーロープ1と、前記ワイヤーロープ1の両端側にそれぞれ固定されて前記射出成形用金型100の可動側101または固定側102に設けられるアイボルト取付け螺子穴103に取り付けられるアイボルト104に引っ掛けるフック部材2と、前記フック部材2付きの前記ワイヤーロープ1を回動可能に装架して吊るし上げる前記射出成形用金型100の重心をだして保持する滑車付きクレーンフック3を備える。
(もっと読む)
成形装置
【課題】金型取外し前の水抜き作業時間を短縮化し、設備稼働率の向上を図った、成形装置を提供する。
【解決手段】成形機11と成形金型12と金型冷却機13とを、冷却水配管14で連絡接続した構成とする。前記冷却水配管14のうち、前記固定型12aおよび可動型12bに至る冷却水往き管14aの、固定型12aおよび可動型12b近傍、上流側に、空気主配管16から分岐した空気配管17をそれぞれ連通接続する一方、前記冷却水配管14における冷却水戻り管14bの、固定型12aおよび可動型12b近傍、下流側に、それぞれ逆止弁18,18を配設する。
(もっと読む)
21 - 40 / 59
[ Back to top ]