
Fターム[4F202CR01]の内容
プラスチック等の成形用の型 (108,678) | 型の取付け、交換 (650) | 型の搬出、搬入 (59)
Fターム[4F202CR01]に分類される特許
1 - 20 / 59
ブロー成形機、金型部品の取り付け方法及び金型ユニット
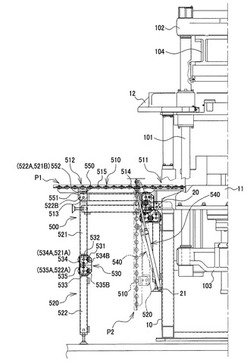
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
金型セット方法

【課題】安価で簡素な方法により、金型と可動プラテンとが干渉するかどうかを確実かつ早期に検知する。
【解決手段】金型投入領域に投入された金型30を、成形機10における固定プラテン11と可動プラテン12との間に搬送してセットする金型セット方法であって、金型30を、固定プラテン11への取付面31cが固定プラテン11の金型取付面11aと同一平面上に配されるように位置決めして金型投入領域に載置するステップと、可動プラテン12に設けられた検知手段40で、金型投入領域に向けて検知光を照射すると共に、金型投入領域に載置された金型30による検知光の反射光の有無を検知するステップと、検知手段40の検知結果に基づいて、金型投入領域に投入された金型30を固定プラテン11と可動プラテン12との間に搬送するか否かの判断を行うステップとを有する。
(もっと読む)
成形品取出機
【課題】 金型の交換作業スペースを従来よりも広く確保することができて、しかも固定フレームを高い精度で定位置に戻すことができるサイドエントリータイプの成形品取出機を提供する。
【解決手段】 金型5A及び5Bを交換する際に、固定フレーム9が、成形機3から離れて金型5A及び5Bの開閉方向(Y方向)と直交する直交方向(X方向)に全体的に位置が変えられるようにする取付機構19を介して設置用構造部材7に取り付けられている。取付機構19は、固定フレーム9のX方向へのスライドを許容する形状の開口部18Aを備えたカバー部材18によって覆われている。
(もっと読む)
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
ブロー成型装置、ブロー成型ステーションの構成部品を交換する方法、ならびに飲料充てんプラントおよび/または飲料容器製造プラント
【課題】ストレッチブロー成型装置において、クリーンルームならびにクリーンルームに存在する装置およびツールを細菌による汚染を防止する装置とその方法を提供する。
【解決手段】ブロー金型30,48を保持するためのブロー金型キャリア22を有している複数のブロー成型ステーション23と、無菌の条件下でブロー成型ステーションを配置または搬送するためのクリーンルーム15と、ブロー金型キャリアにブロー成型ステーションの構成部品30,48を取り付けるためのクリーンルームへの搬入アクセス部40とを備え、プラスチック材料製の予備成形物5をプラスチック材料製の容器6へと成形するためのブロー成型装置4であって、搬入アクセス部が、環境側42において複数のブロー成型ステーションを有するクリーンルームの前方に配置された少なくとも1つの無菌室41を備えているブロー成型装置。
(もっと読む)
微細構造転写装置及びスタンパ移送方法
【課題】従来の微細構造転写装置と比較して、スタンパの交換に要する時間を短縮することができると共に、スタンパの転写面に異物が付着するのを防止することができる微細構造転写装置を提供する。
【解決手段】スタンパヘッド23に取り付けられたスタンパ2を被転写体5に押し付けて、前記スタンパ2に形成された微細な凹凸パターンを前記被転写体5の表面に転写する微細構造転写装置1において、前記スタンパヘッド23に対して近接移動可能な移動ステージ31と、この移動ステージ31に設けられたスタンパ保持部32とを備え、前記スタンパ保持部32が、前記スタンパ2の前記凹凸パターンの形成面を粘着保持可能な粘着層35を有することを特徴とする。
(もっと読む)
手押し式金型運搬台車を用いた金型取扱方法
【課題】小さな操作力で効率良く、しかも安全に金型を取り扱うことのできる手押し式金型運搬台車を用いた金型取扱方法を提案すること。
【解決手段】金型収納場所から金型装着場所までの間で金型を運搬する場合には電動アシスト機構5によるアシスト力を利用して小さな力で手押し式金型運搬台車1を移動させることができる(ST2)。金型装着場所に対して手押し式金型運搬台車1を位置決めする際には、手押し式金型運搬台車1をエアー浮上状態にして(ST4)、小さな力で手押し式金型運搬台車を前後左右等の各方向に簡単に微小移動させることができるので、位置決め作業を効率良く行うことができる(ST5)。エアー浮上用の圧縮エアーの供給を外部から受けるので(ST3)、コンプレッサーを手押し式金型運搬台車1に搭載しておく必要がなく、その分、台車重量および台車製造コストなどを低減できる。
(もっと読む)
ウェーハホルダフレーム
【課題】既存設備の変更を要せずウェーハを確実に保護する充分な機械的剛性を保持しながら薄型、軽量化或いは低コスト化や作業性の向上を図る。
【解決手段】超高剛性合成樹脂材を素材とし、環状のキャビティ23に対して外周縁部に近接した外側であり周方向に対して互いに等間隔を以って複数のゲート28を配置しかつ各ゲート28とキャビティ23との間にそれぞれ湯溜り30を設けてなる成形金型20により、1mm乃至1.9mmの厚みで外径が8インチ以下のウェーハ6を収納するウェーハ収納空間部7を形成してなる。
(もっと読む)
樹脂成形用金型の交換設備
【課題】少なくとも2列の金型保管手段に保管された多数個の金型および少なくとも2台の樹脂成形装置に対応可能な金型交換設備を提供する。
【解決手段】右側の金型保管手段2から新金型を搬送台車3の前側部分に載せる一方、右側の樹脂成形装置5から旧金型を金型移載装置11に載せ、搬送台車3を、空状の後側部分が第1レール6上に位置するまで移動させる。旧金型搭載の金型移載装置11を搬送台車3の後側部分に接近させたのち旧金型を金型移載装置11から搬送台車3の後側部分に載せ替え、新金型を搭載した搬送台車3の前側部分を第1レール6上に移動させたのち、新金型を搬送台車3から金型移載装置11に載せ替える。新金型搭載の金型移載装置11を右側の樹脂成形装置5と対向する位置まで移動させた後、新金型を右側の樹脂成形装置5に移送して取り付ける、旧金型を搬送台車3によって金型保管手段2まで移動、旧金型を金型保管手段2に収納する。
(もっと読む)
金型保持装置
【課題】金型に対する取り付けが簡単であって、金型に取り付けた状態で金型の補修作業を容易に行える金型保持装置を提供する。
【解決手段】側面凹部W3が形成された金型Wを保持する金型保持装置1であって、金型Wの側面W1に接面する第1ベース部材2と、第1ベース部材2と一体に設けられ、金型Wの裏面W2に接面する支持プレート4と、支持プレート4にこの支持プレート4の板面と直交する方向に移動調整可能に取り付けられ、一部が金型Wの側面凹部W3に挿入されるクランプ部材5と、を備え、クランプ部材5と支持プレート4とにより、金型Wの側面凹部W3と裏面W2との間に形成される側面縁部W5を挟持固定する。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
ワークの設置装置及びワークの設置方法
【課題】コストを抑制しつつ、簡単かつ短時間でワークを設置することができ、更に適用範囲の広い、新規なワークの設置装置及びワークの設置方法を提供する。
【解決手段】本発明は、基準面1fに対して略直交するように設けられたプラテン2の近傍に金型Dを昇降可能に吊り下げるクレーン手段4を備え、金型Dの下端面F1がプラテン側面2fから遠ざかるように傾いた状態で金型Dを吊り下げ、金型背面F2がプラテン側面2fと略平行になるように金型Dを設置する金型設置装置であって、金型Dには、金型Dを吊下げた状態における重心位置OMの直下よりもプラテン2側に近い位置に、金型Dの下端F1側から基準面1fに向かって突出するローラ部材5が設けられている。
(もっと読む)
金型移載装置
【課題】本発明は、ローラを備えた金型ラックから搬送台車へ金型を移載する作業を、簡便でありながら確実かつ安全に実施できる金型移載装置の提供を課題とする。
【解決手段】本発明の金型移載装置(1)は、金型(M)を移載する複数のローラ(13)と該金型の移動を規制する金型ストッパ(30)とを備えた金型ラック(10)と、上下動可能なローラアーム(40)の先端に金型ラックと係合するフック(46)を備えた搬送台車(20)とからなり、前記金型ラックのローラと前記ローラアームのローラ(421)の上面高さを一致させる該ローラアームの上下動により、前記搬送台車が前記フックおよび前記金型ストッパを介して前記金型ラックと係合するとともに、前記金型ストッパの規制が解除されることを特徴とする。
(もっと読む)
カセット式先抜き型射出成形用金型
【課題】母型に対し交換自在なカセット式金型で先抜き機構に対応できるようにしたカセット式先抜き型射出成形用金型を提供する。
【解決手段】機能の共通な金型として射出成形機に取り付けておく母型1に対し、着脱自在な交換用金型であるカセット式金型2は、固定型13と可動型26で構成される。可動型26には、アンダーカット部を有する成形品32を成形するキャビティ18を構成する可動型板34とスライド入子33とセンターコア27とが設けられる。センターコア27には引っ張りボルト28の先端が係合し、引っ張りボルト28の後端側にスリーブ44(図示省略)とブシュ38が外嵌し、その引っ張りボルト28の後端に引っ掛け部材29がネジ43によって固定される。レール溝10a及び10bを母型1のレールに嵌合させてカセット式金型2を母型1に挿入すると引っ掛け部材29の両端部に形成されているフランジ間の凹部に母型1の受け板22の引っ掛け爪30が係合する。
(もっと読む)
ワークの設置装置及びワークの設置方法
【課題】コストを抑制しつつ、簡単かつ短時間でワークを設置することができ、更に適用範囲の広い、新規なワークの設置装置及びワークの設置方法を提供する。
【解決手段】本発明は、プラテン2が起立するベース面1fに、吊り上げた金型Mを下ろして、当該金型Mの側面F2がプラテン側面2fと略平行になるように当該金型Mを設置する方法であって、金型Mの下端面F1がプラテン側面2fから遠ざかるように傾いた状態で当該金型Mを吊り下げ、ベース面1fと金型Mとの間で、当該金型Mを吊下げた状態における重心OM位置の直下よりもプラテン2側に近い位置に、ローラ部材11を配置し、金型Mの下降により、下端面F1がローラ部材11に当接されると共に、当該金型Mをプラテン2fに近づけて互いの両側面F2,2fが略平行となるようにローラ部材11でガイドする。
(もっと読む)
クイックチェンジ式成形ツーリングを用いるシステムおよび方法
モジュールキャリアユニットにツーリングモジュールを装着し、キャリアユニットが、射出成形プレスの支持部材上に載置されるように、モジュールキャリアユニットを成形プレスに挿入し、ツーリングモジュールがモールドベースの突き出し側と結合するまで成形プレスを閉じる方法。 (もっと読む)
ポリイミドフィルムの製造方法
【課題】 キャスト法によるポリイミドフィルムの製造において、ポリイミドフィルムとの剥離性を良好な状態に維持しながら、支持基材の再利用を可能とする。
【解決手段】 ポリイミドフィルムの製造方法は、a)表側と裏側の両面にポリイミド樹脂表面を有する支持基材の片方の面に、ポリアミド酸溶液を塗布・乾燥し、ポリアミド酸層を形成する工程、b)ポリアミド酸層を熱処理することによってイミド化し、支持基材の上にポリイミドフィルムを積層形成する工程、および、c)ポリイミドフィルムを支持基材から剥離する工程、を備え、工程cの後、工程aから工程cを一つのサイクルとしてさらに1サイクル以上を行うとともに、直前のサイクルの工程cでポリイミドフィルムを剥離した側の面とは反対側の支持基材の面を使用して、次のサイクルの工程aを行う。
(もっと読む)
スタンパ供給装置及びスタンパ供給方法
【課題】スタンパをスタンパホルダに積載する際におけるスタンパの脱落を抑制できる信頼性が高いスタンパ供給装置及びスタンパ供給方法を提供する。
【解決手段】スタンパ供給装置は、板状のスタンパ20の中心孔にピン部16が嵌合して台座部12の上に複数のスタンパ20を重ねた状態で保持可能であるスタンパホルダ22と、スタンパホルダ22のピン部16の変形の度合いを測定可能であるピン部測定装置(反射型センサ56)と、スタンパ20をスタンパホルダ22に積載するためのスタンパ積載装置と、を含み、ピン部16の変形の度合いが所定の基準の範囲内であるスタンパホルダ22にのみスタンパ積載装置がスタンパ20を積載し、ピン部16の変形の度合いが基準の範囲外であるスタンパホルダ22にはスタンパ積載装置がスタンパ20を積載しないように構成されている。
(もっと読む)
タイヤ加硫装置および加硫タイヤの製造方法
【課題】上モールド47が異常下降したときでも、安全を確保しながら加硫装置の破損を効果的に抑制する。
【解決手段】下モールド25の他側方に受け台63を設置するとともに、該下モールド25と受け台63とを連結体66により連結し、下モールド25を作業位置Dまで移動させたとき、受け台63を上停止位置Hにおける上モールド47の直下まで移動させるようにしたので、上モールド47が上下動手段60の故障等によって自重により下降しようとしたときの、該上モールド47の下降開始から、受け台63により下降が停止されるまでの距離が短くなり、衝撃が小さくなる。
(もっと読む)
樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法
【課題】樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する際に装置の停止時間を短縮させることを課題とする。
【解決手段】型交換装置100に、型台310に対して横方向となる移送方向D11へ送り出し移送及び引き寄せ移送可能に複数の型M10を載置可能な型載置部U1と、所定方向D13から取付対象の型M1を引き寄せ移送して型載置部U1に載置させる型供給手段U2と、型台310の方から型載置部U1まで取出対象の型M2を前記移送方向D11へ引き寄せ移送して該型載置部U1に対して取付対象の型M1とともに取出対象の型M2を載置させる型引出手段U3と、型載置部U1から取出対象の型M2を前記移送方向D11とは異なる方向へ退避可能な型退避手段U4と、型載置部U1から取付対象の型M1を型台310の方へ前記移送方向D11に送り出し移送する型挿入手段U5とを設ける。
(もっと読む)
1 - 20 / 59
[ Back to top ]