
Fターム[4F202CR06]の内容
プラスチック等の成形用の型 (108,678) | 型の取付け、交換 (650) | 位置合わせ (322)
Fターム[4F202CR06]の下位に属するFターム
型を保持するアダプター、型枠 (85)
Fターム[4F202CR06]に分類される特許
121 - 140 / 237
弾性体ローラの製造方法及び弾性体ローラ
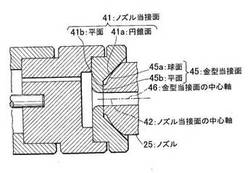
【課題】金型とノズルの間の隙間を削減しボイドの発生を抑制した弾性体ローラの製造方法を提供すること。
【解決手段】射出装置のノズルを接触させて、材料を注入する注入工程を有する弾性体ローラの製造方法において、
金型のノズルに接触する面(ノズル当接面)の形状は、軸対称形状で、中心軸から外側へ向けて、中心軸に垂直な平面及び中心軸と鋭角をなす円錐面の一部からなる凹形状であり、
ノズルの金型に接触する面(金型当接面)の形状は、軸対称形状で、中心軸から外側へ向けて、中心軸に垂直な平面及び中心軸上に中心がある球面の一部からなる凸形状であり、
注入工程で、金型当接面の中心軸とノズル当接面の中心軸を一致させると共に、中心軸方向にノズル押付力を与たえることで、
ノズル当接面の円錐面と金型当接面の球面、ノズル当接面の平面と金型当接面の平面、を双方同時に合わせるように金型とノズルとを接触させる弾性体ローラの製造方法。
(もっと読む)
眼鏡用プラスチックレンズ成形用ガスケット及び成形型並びにその型を用いた眼鏡用プラスチックレンズ及びガスケットの製造方法

【課題】プラスチック製眼鏡用レンズ製造に用いられる成形型を構成するモールドへの樹脂カスの付着を大幅に抑え、レンズの製造工程において、モールド洗浄工程を容易にする。
【解決手段】眼鏡用プラスチックレンズの前面を形成するためのレンズ成形面を有する第1のモールドと前記眼鏡用プラスチックレンズの他方の面を形成するためのレンズ成形面を有する第2のモールドとを互いに対向させて組み込まれる筒状部と、前記筒状部の内周面全周にわたって一体に突設された両方のレンズ成形面と密着する突起帯と前記第1及び第2のモールドとによって形成される空間内に、レンズ原料液を外部より注入するために外部とつながる注入孔とを備えた眼鏡用プラスチックレンズ成形用ガスケットと、それを用いた成形型及びその成形型を用いた眼鏡用プラスチックレンズの製造方法並びに眼鏡用プラスチックレンズ成形用ガスケットの製造方法。
(もっと読む)
レンズ成形用金型
【課題】多数個取りレンズ金型に備えられた1対の入れ子型の全てについて、第一面と第二面の光軸中心を高精度で合わせる。
【解決手段】固定型20は、光学機能転写面23aを形成する鏡面駒23と、鏡面駒23を備えた入れ子型22と、入れ子型22を複数個設けた型枠21とによって構成される。可動型30も同様な構成をとる。入れ子型22および32は、位置決め穴24および34と、位置決めピン25および35とを備える。固定型20と可動型30が閉じたときに、位置決め穴24に位置決めピン35が勘合し、位置決めピン25に位置決め穴34が勘合する。入れ子型22および32は、位置決め穴24および34と前記位置決めピン25および35を、それぞれ2つづつ備える。2つの位置決め穴はレンズ光軸に対して点対称位置に配置され、2つの位置決めピンは位置決め穴に対して90°ずらした位置に配置する。
(もっと読む)
光ディスク基板の成形金型および成形方法
【課題】スタンパをセットして光ディスク基板を成形する金型において、基板成形時にスタンパが安定・均一に径方向に伸縮動作できるようにして、サーボ特性の良い光ディスクを得る。
【解決手段】突き当てリング3にこれと同心状に、リング状のスタンパ保持治具20を取り付ける。保持治具20では複数の爪状片20aを内周側に、かつ円周方向に間欠的に設ける。固定側鏡面2上のスタンパ1の情報記録面外周部直近に爪状片20aを対向させてスタンパ用の第1の係止部材とする。キャビティリング4下面のうち内周端近傍部分をスタンパの情報記録面直近に位置させて、キャビティリングをスタンパ用の第2の係止部材とする。成形工程では、キャビティへ11への溶融樹脂の射出充填/樹脂冷却に伴うスタンパの、径方向の熱膨張/収縮動作が円滑に進行するように、上記係止部材・スタンパ間にクリアランスを維持させる。
(もっと読む)
レンズ成形用金型
【課題】特別な部材や装置を用いることなく、金型組み付け時の作業性と成形時の位置決め精度の両方を確保したレンズ成形用金型を提供する。
【解決手段】固定型20は、第一のレンズ形状を転写する転写面23aを有する固定型用コア23と、固定型用コア23をクリアランスを設けてとりつける円筒孔22aを有する固定型用胴型22とを備える。可動型30は、第二のレンズ形状を転写する転写面33aを有する可動型用コア33と、可動型用コア33をクリアランスを設けてとりつける円筒孔32aを有する可動型用胴型32とを備える。コア23,33には胴型22,32より熱線膨張係数の大きい材質を用いる。コア23,33は、成形時に、円筒孔22a,32aの内壁22b,32bに圧接しシマリバメとなる圧接面23c,33cと、接触しないカット面およびニガシ面23b,33bを備える。
(もっと読む)
光学素子成形型
【課題】キャビティの内面を構成する構成部品を迅速かつ容易に交換することが可能な、新規かつ改良された光学素子成形型を提供すること。
【解決手段】成形材料が射出充填されるキャビティを有し、光学素子を成形する光学素子成形型100であって、キャビティの内面を構成する構成部品120、140と、構成部品を支持する金型本体部102とを備え、構成部品は、キャビティが形成された面側から、金型本体部に対して着脱可能であることを特徴とする。上記構成部品は、キャビティの内面の周辺部を構成する入れ子型を含んでもよい。
(もっと読む)
射出成形用金型装置
【課題】複数の金型を組合せた組金型の、少なくとも一つの金型の位置を、簡単な構成で容易にかつ高精度に調整が可能な射出成形用金型を提供することを目的とする。
【解決手段】複数の金型16、17、18を組合せてなる組金型19と、この組金型19の外側面と一定の間隙21を有してその周囲を囲むように設けた外枠22と、間隙21に設けられて、組金型19の外側面を弾性的に支持する支持体23と、この外側面を押圧することで組金型19を移動させる位置調整機構24を備えた金型装置であって、この位置調整機構24は、組金型19の外側面を押圧する押圧ブロック25とこの押圧ブロック25を移動させる調整手段26とからなり、押圧ブロック25の一辺を外枠22の内側面に沿わせ、他辺を組金型19の外側面に一定の角度で当接させながら調整手段26で移動させることで、この移動方向と略直交する方向に組金型19を移動させてその位置を調整した。
(もっと読む)
インサ−ト成型金型および成型品の製造方法
【課題】 従来のインサ−ト成型金型は、樹脂射出時に発生するフイルム上の回路パタ−ンの位置ずれを防ぐために、一対の金型の型合わせ面に前記フイルムを挟んで型締めしてから成型する必要があり、一回の成型で両面に回路パタ−ンを持った成型品が得られなかった。
【解決手段】 インサ−ト成型金型のキャビティ−と接する金型面を通気性多孔基材とすることにより金型面を負圧に制御し、パタ−ン等の付与された複数のフイルムをその金型面上に沿って吸引固定することにより複数のフイルムの間にキャビティ−を形成し、そのキャビティ−内に流体樹脂を注入する注入ゲ−トを設け、それにより一回の成型で両面に回路パタ−ンを持った成型品を得る。
(もっと読む)
成形金型装置及び軸状成形品の成形方法
【課題】固定側型板、可動側型板の全体を交換しないで仕様の異なる成形品を成形できるようにする。
【解決手段】半径に対応した第1〜第6の固定側分割入れ子31,32,33,34,35,36を固定側入れ子収納部30に収納し、半径に対応した第1〜第6の可動側分割入れ子44,45,46,47,48,49を可動側入れ子収納部43に収納した後、固定型12と可動型13とを型閉し、この後第1〜第6の固定側分割入れ子31,32,33,34,35,36と第1〜第6の可動側分割入れ子44,45,46,47,48,49に形成された製品キャビティ14に溶融樹脂を注入して成形する。異なる半径に仕様変更して成形するときに、第3の固定側分割入れ子33、第3の可動側分割入れ子46に代えて異なる半径に対応する第7の固定側分割入れ子、第7の可動側分割入子を交換して成形する。
(もっと読む)
成形金型
【課題】内型部と外型部の相対移動量を一層微小なものとし、成形品の内周面と外周面の間の同軸度を一層高精度に設定し得る成形金型を提供する。
【解決手段】円筒体の成形金型は、キャビティ6を形成する外型部3および内型部4と、内型部4に対する外型部3の半径方向位置を調整する調整機構5とを備えている。この調整機構5は、外型部3をx方向に加圧する第1の加圧部材51を備えている。この第1の加圧部材51は、外型部3をx方向に案内するための第1のテーパ面Aを具備する。
(もっと読む)
射出装置および射出成形機
【課題】射出成形機の成形時におけるノズル先端部と金型の接触により磨耗が発生する。またその間にプレ−トを設置した場合、ノズル先端部とプレ−ト穴の隙間から樹脂が漏れ出てしまう場合があった。
【解決手段】本発明による射出成形機10は、溶融樹脂を吐出するためのノズル14が先端に取り付けられた射出シリンダ15と、この射出シリンダ15の先端部を支持する固定プラテン16と、この固定プラテン16に対し型締め方向に沿って移動可能に支持され、ノズル14に嵌合し得るノズル嵌合穴22が形成され、金型21が押し当てられるノズルセットプレート17と、このノズルセットプレート17をノズル14から離れるように付勢する圧縮コイルばね18とを具えている。
(もっと読む)
金型の加熱方法、金型、誘導加熱ヒータ及びその電源装置
【課題】金型を短時間で高温に加熱する。
【解決手段】複数の分割型12,14を備える金型10における少なくとも1つの分割型12を該分割型12に着脱可能に設けた誘導加熱ヒータ45により高周波誘導加熱する。誘導加熱ヒータ45は、分割型12に設けたヒータ挿入孔48に遊嵌状に挿入されてその型内部において分割型12を高周波誘導加熱する。分割型12が、製品成形部21を有する入れ子20と、その入れ子20を組込んだ母型23とを備える。ヒータ挿入孔48が、母型23を通じて入れ子20内を貫通している。
(もっと読む)
インプリント方法及びインプリント装置
【課題】インプリント方法及び装置において、被転写体にアライメントパターンを設けることなく、被転写体とスタンパとの相対位置を高精度に合わせることを可能にする。
【解決手段】本発明は、インプリント方法において、前記スタンパと前記被転写体との相対位置を調整する際に、前記被転写体の端部位置を少なくとも2点以上検出し、検出した端部位置から任意点を算出する工程と、前記スタンパの端部あるいはスタンパに形成されたアライメントマークからスタンパの位置を検出する工程と、前記任意点とスタンパの位置から、前記被転写体と前記スタンパの相対位置を調整する工程とを含むことを特徴とする。
(もっと読む)
オフサルミックレンズモールド組立体の形成方法及び装置
【課題】オフサルミックレンズを損傷無しに製造する方法及びシステムが提供される。
【解決手段】本発明の方法及びシステムは、2つ又は3つ以上の別々の領域で2つのモールドセクション(22,24)を互いに結合するのに効果的である。かかる方法及びシステムの実施形態は、モールドセクションの一方を完全に貫通して延びるが、他方のモールドセクション中に部分的にしか延びないボア(57)を形成する。ボアの形成中、ボアの近くのモールド材料は溶融状態になってボアから拡散する。溶融モールド材料の一部は、2つのモールドセクション相互間の接触点(A)に至り、モールド材料が冷えたときにモールドセクション相互間にスポット溶接部を形成する。これによりオフサルミックレンズの製造中、2つのモールドセクションを互いにしっかりと結合することができる。
(もっと読む)
射出成形機の型締装置
【課題】 可動盤の構造を複雑にすることなく、また特殊な可動盤の撓み対策が施されていない従来の射出成形機の可動盤にもそのまま或いは固定盤対向面の加工をすることにより取付けることができる簡単な機構により、トグル機構からなる型締装置の可動盤の撓みについての問題を解決し、可動金型に可動盤の撓みがほとんど及ばなくした型締装置を提供する。
【解決手段】 トグル機構20により固定金型14が取付けられた固定盤15に対して可動金型18が取付けられた可動盤19を移動させ型締を行う射出成形機の型締装置11において、可動盤19の中央部には固定盤対向面19cよりも突出して矯正プレート30が配設されている。
(もっと読む)
射出成形金型に於ける位置決めリング兼用の高強度固定側補強部材。
【課題】射出成形金型に於いて、固定側金型が射出圧力に耐えられるべく、位置決めリングを兼用とした補強部材を提供する。
【解決手段】固定側金型は射出圧力によって、成形機の固定側プラテンに明けられた貫通孔に沈み込む傾向の撓みが発生する。本補強部材を取り付けることで固定側金型が大幅に増強され、この撓み、及びそれに起因する不良現象等を抑制することが可能となる。
(もっと読む)
付け爪、付け爪の製造装置及び付け爪の製造方法
【課題】立体的な装飾部を有し、廉価に製造することができ、さらに長期間の使用に耐えることのできる付け爪、この付け爪を製造するための付け爪の製造装置及びこの製造装置を使用する付け爪の製造方法を提供する。
【解決手段】裏面に爪の表面の形状に沿うような曲面を形成したベース部と、表面に立体的な模様を施した装飾部とが樹脂によって一体成形されている付け爪を製造するための付け爪の製造装置は、溶融樹脂がゲル状に硬化する程度に加熱され、かつ、高速回転する上型10及び下型20が備えられている。上型10及び下型20は可撓性を有し、接合面に多数のキャビティ11,21が形成され、上型10及び下型20の中心から各キャビティ11,21にランナ12,22が形成されている。上型10と下型20とが重ね合わされ、ランナな12,22内に溶融樹脂を注入しながら高速回転することにより、溶融樹脂をキャビティ11,21内に充填する。
(もっと読む)
射出成形ノズル、特に射出成形工具に設置するためのホットランナーノズル
射出成形ノズル、特に射出成形工具(11)に設置するためのホットランナーノズル(7)であって、前記射出成形工具はその構成いかんによってより多数のプレートを有し、その固定された工具側(I)に少なくとも1つのバックプレートまたは工具取付け用プレート(4)ならびに1つの分配プレート(5)、およびその成形側(II)に少なくとも1つの、成形キャビティー(3)にノズル先端(8)が設置されるキャビティー・プレート(2)を有している。ホットランナーノズル(7)がハウジングカラー(11)および、同軸の材料パイプ内の、ノズル先端(8)に開口する溶融物用のフローダクト(9)とともに形成され、ならびに加熱装置(16)および/または冷却装置、および温度センサ(17)との接続部を有している。分配プレート(5)からの漏れを防ぐためのシールを成形側(II)から取り付けられている射出成形ノズル(7)が射出成形工具(1)に取り付けられている。  (もっと読む)
(もっと読む)
成形レンズ、成形レンズ金型、成形レンズの製造方法及び光ピックアップ装置
【課題】光軸と直交する方向に小型で、高精度な成形レンズを提供する。
【解決手段】第1光学面を有する第1面と、前記第1面と反対側に第2光学面を有する第2面とを備えた成形レンズにおいて、前記成形レンズの光軸を含む平面と略平行な第1平坦部を有し且つ前記第1光学面の外周形状が円形状、又は、前記第1平坦部とさらに前記平面に対し前記第1平坦部と対称位置に第2平坦部とを有し且つ前記第1光学面の外周形状が円形状であることを特徴とする成形レンズ。
(もっと読む)
金型修正システム
【課題】手間をかけずに精度良く金型を修正する。
【解決手段】3次元測定部2が成形品測定データ21と金型測定データ22を求め、補正量算出部3が、金型CADモデル12の補正基準点、並びにこの補正基準点に対応する成形品CADモデル11の対応点、成形品測定データ21の対応点及び金型測定データ22の対応点に基づき、金型CADモデル12の補正量を算出して補正点を求め、形状修正データ作成部4が金型CADモデル12の補正基準点及び補正点をそれぞれ幾何データ形式のペアに変換して、基準側及び補正側の形状修正データ41を作成し、形状修正部5が基準側及び補正側の形状修正データ41を順次対応させて金型CADモデル12の形状を修正する。
(もっと読む)
121 - 140 / 237
[ Back to top ]