
Fターム[4F204AD06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | 紙、木質材料 (87)
Fターム[4F204AD06]に分類される特許
61 - 80 / 87
カラー印刷された車両用内張り
車両の室内部品を製造する方法は、昇華染料(7)によって予め印刷されている紙またはフィルム(5)を使用する。この紙またはフィルム(5)は、構造部品(2)の上に配置された通気性の表面布(3)の表面に配置されて、集合体(1)を形成する。第1の工程において、この集合体を2枚の平板の間で所与の転写時間のあいだ加圧下で加熱して、像を紙またはフィルム(5)から表面布(3)へ転写させる。ついで、紙またはフィルム(5)は表面布(3)から取り除かれる。第2の工程において、残った集合体は冷間成型具において成型され、車両の室内部品に最終的な形状および欠陥のない視覚的態様を与える。本発明の車両部品は、250〜3000Nms-3の通気抵抗を示す。  (もっと読む)
(もっと読む)
難燃性ラミネート
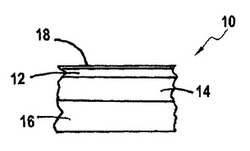
高圧ラミネートは、樹脂含浸紙の第一の層(12)と、少なくとも一つの繊維強化ベールの層(14,16)とを含んでいる。各層の繊維強化ベールは、バインダおよび充填剤を含んでいる。該ラミネートは、ISO−1716に従って試験したときに3.0MJ/kg未満の熱量値を有することを特徴とするものである。 (もっと読む)
木質繊維板の製造方法
【課題】凹凸により表現される木目模様を有する木質繊維板を容易かつ安価に製造する方法を提供する。
【解決手段】凹凸により表現される木目模様を有する木質繊維板の製造方法であって、木質小片と結着剤とを含む原料混合物に対して、表面に凹凸を有するロールを押圧しながら回転させることにより、原料混合物を板状に成形しながら凹凸を賦型することを特徴とする製造方法に係る。
(もっと読む)
装飾性を有する生分解性複合材の製造方法と装飾性を有する生分解性複合材

【課題】
天然の染色材で染色された竹粉の天然繊維と地中で容易に分解される生分解性樹脂とからなる装飾性を有する生分解性複合材で成型加工された自動車の内装材を提供し、この内装材は、素材がすでに天然の染色材で染色されており、且つ全て天然素材で構成されているので、内装材として使用する際にも表面加工することなく使用でき、また、廃棄時の処分も容易である。
【解決手段】
混練される複合材の繊維と樹脂とを従来のガラス繊維や合成樹脂に代えて、アルカリ処理され且つ天然の染色材で染色された竹粉のセルロースとトウモロコシ澱粉樹脂のように地中で容易に分解される生分解性樹脂を混練し、この混練物を成型機により所望大きさと形状を有する生分解性複合材の部材を成型加工する。
(もっと読む)
建材パネル製造方法及びその製造装置
【課題】 バッチ式の多段ホットプレスによって発泡密度が均一にして建物柱間に介設する間柱兼用の断熱材を後加工なく完結的に製造する。
【解決手段】 ホットプレス機1の送入部12位置から引き出した搬送テーブル26に定尺切断した下位のクラフト紙51と間柱54付きコ字状中間フレーム材53を載置し,後端に離型剤を塗布した押え枠55を配置し,タイミングベルト23を正方向に回転して搬送テーブル26をホットプレス機1側にスライド移動しながら発泡樹脂の下向き吐出供給とこれを被覆する上位のクラフト紙52の供給を同時的に行なって搬送テーブル26とともにホットプレス機1に送入してホットプレスを施す。送入後に別の段に移動して同様のホットプレスを順次継続する。生産性よく高性能の製品を後加工なくそのまま得られる。
(もっと読む)
高品質外面を有する等方性熱硬化接着材料を使用して集積電子機器を備えた最新スマートカードを製造する方法。
【課題】バッテリと、LEDと、LCDと、高分子ドームスイッチと、指紋センサと、従来のスマートカードで見られない他の電子構成要素とを収容することができる最新スマートカードを提供する。
【解決手段】ポリ塩化ビニール(PVC)、ポリカーボネート(PC)、合成紙、又は他の適切な材料の高品質外面を有する「最新スマートカード」及び類似の形状因子(例えば、文書、タグ)は、「最新スマートカード」のコア層になる射出成形された熱硬化性又は熱可塑性材料の使用を通じて、高度に精密な電子構成要素(例えば、「集積回路」チップ、バッテリ、マイクロプロセッサ、「発光ダイオード」、「液晶ディスプレイ」、高分子ドームスイッチ、及びアンテナ)をカード構造体の最下層に集積して製造することができる。積層化完成工程は、高品質の下面をもたらすことができ、熱硬化性又は熱可塑性材料内への電子構成要素の封入は、積層化の熱及び圧力からの保護を与えることができる。
(もっと読む)
木材/プラスチック複合ボードおよびその製造方法
【課題】 製造時間を短縮できるとともに、品質を安定させることができる複合ボードおよびその製造方法を提供する。
【解決手段】 複合ボード10は、(a)木質材料12とプラスチック材料14とを乾式混合することによって混合材料16を生成する工程と、(b)混合材料16をドライフォーミングすることによってフォーミングマット18aを成形する工程と、(c)フォーミングマット18aを熱圧プレスすることによって単層ボード18bを成形する工程と、(d)単層ボード18bの表面に積層材20bを積層する工程と、(e)単層ボード18bが冷える前に単層ボード18bおよび積層材20bを熱圧プレスによって一体化する工程とを経て製造される。したがって、肉厚が厚い場合でも(e)工程における熱圧プレスに要する時間を短くすることができ、全体の製造時間を短縮できるとともに、複合ボードの表面に「焼け」や「焦げ」が発生するのを防止できる。
(もっと読む)
周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台
【課題】大型の平板成形物を製造する際、硬化後の成形品に樹脂含浸不良を防止し、製品不良を有効に防止することが出来る周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台を提供する。
【解決手段】 成形作業台本体10は、軽金属材料等により構成された支持フレーム11上にベース部材12を載置する金属製の支持プレート13を設置すると共に、この支持プレート13の長手方向の一端側を前記支持フレーム11にヒンジ14を介して上下方向に揺動可能に連結する。前記支持プレート13の他端側と支持フレーム11との間に、成形作業台本体10を一定の角度に傾倒させる流体シリンダー等の昇降シリンダーから成る傾倒手段15が設けてある。支持プレート13の一端側の下側に来る方には反応樹脂材料Qの供給側を設け、また吸引側を上側に設けるのが好ましい。
(もっと読む)
浴槽成形品
【課題】浴槽成形品の外周面のヒケ等の成形不良の発生を防止して、エプロン等を設けることなく外観に優れた浴槽成形品を提供する。
【解決手段】芯材1と、この芯材1の周囲全面を覆う熱硬化性樹脂成形体2とで、浴槽成形品Aの側壁部3を構成する。
(もっと読む)
成形体の製造方法
【課題】効率的な自己接着性成形体の製造方法を提供する。
【解決手段】1種あるいは2種以上の繊維状リグノセルロース系材料の仮成形体を、前記繊維状リグノセルロース系材料の自己接着性を発現可能な程度に水蒸気処理する工程と、該水蒸気処理工程においてあるいはその後前記自己接着性により前記繊維状リグノセルロース系材料を相互に結合させて成形体とする成形工程と、備えるようにする。
(もっと読む)
ポリウレタンブロック・フォームを製造するための方法およびデバイス
この発明は、反応性成分のポリオール成分およびイソシアネート成分を計量された形態でミキサー(1)へ送り、前記ミキサー内で混合して反応混合物とした後、前記ミキサーから排出して、基材ペーパー(3)へ適用することを含んでなるポリウレタンブロック・フォームを製造する方法であって、前記ミキサーから出た後の前記反応混合物を、前記基材ペーパー(3)のすぐ上方に設けられているディストリビュータ・デバイス(8)の中を通して流れさせ、前記ディストリビュータ・デバイス(8)のエッジ部から移送方向に対して実質的に横方向に流出する混合物部分の流速が、移送方向についての前記エッジ部から実質的に移送方向に流出する混合物部分の流速よりも大きいこと、およびフィルム形態でディストリビュータ・デバイス(8)から出る反応混合物が、上側部分のみにおいて周囲の大気との間の境界を形成することを特徴とする方法に関する。 (もっと読む)
合成板
【課題】 環境や人体への負担を軽減するとともに、十分な柔軟性と強度を持ち合わせた合成板を提供すること。
【解決手段】 リグノセルロース系材料に接着剤としてポリブチレンサクシネート系樹脂を混合して作製されたプリフォーム(2a)を加熱加圧する。
(もっと読む)
複合成形可能な化粧積層板ドアパネル
化粧積層板ドアパネルは、両方向に引き伸ばし可能な化粧シートから構成された樹脂含浸化粧層と、両方向に引き伸ばし可能なクラフト紙から構成された樹脂含浸コア層とを含む複合成形可能な化粧積層板を含む。ドアパネルはまた、化粧積層板が接合される基材を含む。  (もっと読む)
(もっと読む)
鍵盤楽器のダンパーヘッドの製造方法
【課題】 比重を安定化しつつ、外観を簡単且つ良好に均一にすることができる鍵盤楽器のダンパーヘッドの製造方法を提供すること。
【解決手段】 先ず、木粉、熱可塑性樹脂及び相溶化剤を押出機に投入し、それらを押出機のスクリューを介して溶融しながら混練する。次いで、混練により形成された混練物を、粉砕機に投入して粒径3mm以下の粉状体に粉砕する。次いで、粉状体を型装置23のキャビティ24内に投入した後、各加熱手段26,27によりキャビティ24中の粉状体に上下両側から加熱を行い、粉状体中の熱可塑性樹脂を溶融しながら、粉状体にプレス圧を付与する。粉状体が硬化した後、脱型することにより成形体Pが成形され、これを所定間隔毎に切断することによりダンパーヘッド11が形成される。
(もっと読む)
ジアリルフタレート系高光沢化粧板の製造法
【課題】従来のアルマイト処理されたアルミニウム板を鏡面板に用いて熱圧成型したのでは得ることのできない、ジアリルフタレート系高光沢化粧板の新規な製造法の提供。
【解決手段】(1)ジアリルフタレート系樹脂組成物を含浸基材に含浸したプリプレグと、(2)化粧板基材とを熱圧成型一体化する化粧板の製造法において、使用に供する鏡面板がアルミニウム合金の金属表面にクロムめっきが施されたものであることを特徴とする、化粧板の製造法。
(もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
竹繊維強化プラスチック及びその製造方法
【課題】 曲げ強度などの力学特性に優れた竹繊維強化プラスチックを提供する。
【解決手段】 竹の稈の繊維を縄状に撚り合わせた縄状竹繊維及び/又は竹の稈の繊維を、長さ方向に揃えた状態で金型内に入れ、
次に当該金型内に熱硬化性樹脂を投入した後、圧縮加熱成形するなどして竹繊維強化プラスチックを製造する。
製造した竹繊維強化プラスチックは、竹の稈の繊維又は縄状の竹繊維が、長さ方向に揃っていて、曲げ強度などの力学特性が優れたものになる。
(もっと読む)
半透過性膜による真空注入
上記繊維材料が液体ポリマーで含漬されるような、真空注入により繊維複合材料で作った横長のシェル部材を製造する方法。第1の横方向面(1)及び第2の横方向面(2)を備えた繊維インサート(3)をその中に配置するモールド空洞を有するモールドが適用され、繊維インサートは複数の繊維層と分配層(4)とを有し、分配層は繊維層よりも大きな液体ポリマーの流速を許容する。半透過性の膜(5)は繊維インサートの第1の横方向面(1)に対向して配置され、半透過性の膜はガスに対して実質上透過性で、液体ポリマーに対して実質上不透過性であり、更に真空源に連通する。分配層(4)は繊維インサート(3)の内部に配置されてその両側に繊維層を備え、半透過性の膜(5)対向した区域(6)により中断される。液体ポリマーは入口チャンネル(7、8)を介して分配層(4)へ導かれ、それによって、分配層(4)と第2の横方向面(2)との間に流れ最前線(9、10)を生じさせ、流れ最前線は上記区域(6)を通って半透過性の膜(5)の方へ移動する。  (もっと読む)
(もっと読む)
ゴム成形シートとその製造方法
【課題】 外観が良好で、平坦な部材に確実に密着するゴム成形シートとその製造方法を提供する。
【解決手段】 一対の透明なゴムシート層14,22と、一対のゴムシート層14,22の間に挟まれ、任意の絵柄やその他の部材が設けられた絵柄層である押し花20等から成る。ゴムシート層14,22の少なくとも一方の表面に、一定ピッチの凹凸部16,18を備える。凹凸部16,18の先端には、ゴム成形シート14,22に対して一定の高さの平面である吸着面が各々設けられ、ゴムシート層14,22はシリコーンゴムで作られている。凹凸が形成された成形型に、シリコーンゴムを流し、ある程度固まらせた後、シリコーンゴム表面に絵柄層を設け、絵柄層の表面にさらに別のシリコーンゴムを流して固める。
(もっと読む)
防火ドア用の複合積層シート
【課題】特別の接着剤による複雑な接着結合を行うことなく、木材加工工場で使用可能な防火ドア用の複合積層シートを提供する。
【解決手段】a)珪酸アルカリ金属塩を主成分とする膨張性の組成物を含む防火層Aと、その二面に施されたb)保護層B及びB’と、c)無機又は有機建設材料、紙材、金属、プラスチック、又は他の防火層からなる基板層Cと、を含むことを特徴とする複合積層シートが得られた。
(もっと読む)
61 - 80 / 87
[ Back to top ]