
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
341 - 360 / 1,168
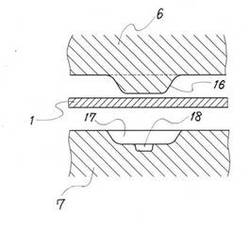
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
繊維強化プラスチックの成形方法

【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】連続した強化繊維束11とマトリクス樹脂とを含む平板状の繊維強化プラスチック10Aを、成形型により波型状又は凹凸状に成形する方法であって、平板状の繊維強化プラスチック10Aの両面に、熱可塑性樹脂からなるシート材13を配置し、熱可塑性樹脂を加熱して軟化させる軟化工程と、軟化した熱可塑性樹脂からなるシート材13に成形型を接触させながら、平板状の繊維強化プラスチック10Bを加圧して、平板状の繊維強化プラスチック10Bを波型状又は凹凸状に成形する成形工程と、を含む。
(もっと読む)
熱伝導性シート及びその製造方法
【課題】シートの厚み方向における熱伝導性が高く、ESD対策やグラウンド接続に要求されるレベルの導電性を有し、かつ柔軟性に富む熱伝導性シート及びその製造方法を提供することにある。
【解決手段】熱伝導性シート10は、高分子マトリックス11、炭素繊維12、及び球状カーボン13を含む。炭素繊維12は、高分子マトリックス11内でシートの厚み方向に沿って配向されている。球状カーボン13は、シートの厚み方向に沿って配向された炭素繊維12間に位置している。また、熱伝導性シート10では、シートの厚み方向における体積抵抗率が1×104Ωcm未満である。
(もっと読む)
蓄光材配合成形品の製造方法、及び蓄光材配合半硬化樹脂シートの製造方法、並びに蓄光材配合成形品
【課題】成形における成形型の占有時間や作業時間が短く、局所的な蓄光模様の形成が容易で、ピンホール不良が発生し難い、摩耗への耐久性に優れた蓄光材配合成形品を製造できる方法、及び蓄光材配合樹脂シートの製造方法、並びに蓄光材配合成形品の提供を目的とする。
【解決手段】硬化剤及び蓄光材が配合された熱硬化性樹脂を半硬化した蓄光材配合半硬化物10Aと、熱硬化性繊維強化成形材料20とを、成形型50にて加熱加圧成形して一体化することを特徴とする蓄光材配合成形品1の製造方法。また、該製造方法に用いる蓄光材配合樹脂シートの製造方法、及び蓄光材配合成形品。
(もっと読む)
制振性繊維強化樹脂成形体
【課題】優れた強度及び振動減衰特性を兼ね備えた制振性繊維強化樹脂成形体を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化樹脂成形体において、強化繊維が少なくとも強化繊維Aと強化繊維Bの2種を含み、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、強化繊維Bが、引張弾性率が54GPa以上の繊維であり、強化繊維A:強化繊維Bとの体積比率が5:95〜28:72であることを特徴とする制振性繊維強化樹脂成形体とする。
(もっと読む)
プレス成形用プリプレグ、及びそれを用いた成形品の製造方法
【課題】常温時における取り扱い性に優れ、かつTg及び硬化速度をほとんど低下させる
ことなく高温高圧成形時における樹脂の過剰な流動を抑え、得られる成形品の外観不良、
性能不良、及び金型の不良等を抑制することができるプレス成形用プリプレグと該プレス成形用プリプレグを用いた成形品の製造方法。
【解決手段】エポキシ樹脂(X)と、質量平均分子量が10,000〜60,000のポ
リエーテルスルホン樹脂(Y)と、エポキシ硬化剤(Z)とを含み、100〜150℃に
おける最低粘度が2〜20Pa・s、30℃における粘度が10,000〜100,00
0Pa・sのエポキシ樹脂組成物が繊維補強材に含浸されたプレス成形用プリプレグ。
また、該プレス成形用プリプレグを用いた成形品の製造方法。
(もっと読む)
クッションパッド成形型およびその成形型を用いたクッションパッドの製造方法
【課題】製造コストの上昇を招くことなくクッションパッドの成形不良を十分に改善することができ、しかも抜型の際の作業性が向上するクッションパッドが得られるクッションパッド成形型を提供する。
【解決手段】発泡樹脂製のクッションパッドの上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、前記上辺縁部から後方へ延設された連結部と、前記連結部に繋がる厚肉部と、前記延設部先端側の薄肉部とを有し、少なくとも前記厚肉部の内側で発泡樹脂と、その発泡樹脂を覆う補強布材とが一体に成形され、下型14と中子型13と上型12とを具え、中子型13が、その中子型の表面から弾性力で突出して前記補強布材を押圧し、前記厚肉部内に前記補強布材を膨出させるとともに、前記発泡樹脂が前記厚肉部内に充填されると前記補強布材で押圧されて後退する弾性押圧部15を有することを特徴とするものである。
(もっと読む)
中空棒状構造体の製造方法
【課題】本発明は非一様な断面形状を有する中空棒状構造体製品を一体成形する製造方法に関するものであって、特に部材の材質が繊維強化プラスチックである場合に好適な中空棒状構造体の製造方法を提供する。
【解決手段】少なくとも繊維強化型プラスチックからなる中空棒状構造体の製造方法であって、
前記中空棒状構造体より小さい相似形状を有し熱膨張性を有する可とう性中子に、少なくとも一つの開口部を確保するようにプリプレグ基材を巻きつけて積層体とする賦形工程と、前記中空棒状構造体より大きく、相似形状をしたキャビティー面をもつ金型の内面に、一定肉厚からなる熱膨張性弾性体シートを配し、前記積層体を前記熱膨張性弾性体シートの内側に配置したのち前記金型を閉じ、前記金型を加熱することにより、前記可とう性中子および前記シートの熱膨張により圧力を付与しつつ硬化させる硬化工程と、硬化後、前記開口部より前記可とう性中子を引き抜く工程とからなる中空棒状構造体の製造方法。
(もっと読む)
プリプレグ、プリフォームおよび成形品
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状の成形品を得ることができるプリプレグ、ならびにプリフォームを提供すること。
【解決手段】強化繊維基材が繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成された、以下の特徴を有するプリプレグ、ならびに、以下の特徴を備えたプリプレグを積層単位として含むプリフォーム。
特徴:強化繊維単糸(a)と該強化繊維単糸(a)と交差する強化繊維単糸(b)とで形成される二次元配向角の平均値が10〜80度、かつ、23℃での厚み(mm)が0.03〜1mm、引張強度σが0.01MPa以上。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】成形型のキャビティ壁面に突起や凹溝等が存在する場合であっても、表層の意匠性面材を構成するクロス材のクロス目のよたりが生じない、もしくは生じに難い繊維強化樹脂材の製造方法と、高意匠性を有する繊維強化樹脂材を提供する。
【解決手段】配向方向が異なる複数の面状繊維束層が積層し、さらに、繊維束層内に介在して、射出される第1の樹脂よりも弾性率の高い第2の樹脂にて成形された中間層2を有する、繊維束層ユニット10と、繊維束層ユニット10の一方側に配されて、意匠性を付与する表面層3と、からなる積層体20が成形型内に準備される第1の工程、成形型内に第1の樹脂を注入することにより、表面層3に該第1の樹脂が含浸硬化して表層繊維基材3Aが形成され、繊維束層内に該第1の樹脂が含浸硬化して強化繊維基材11A,12A,13A,14Aが形成されて、繊維強化樹脂材を製造する第2の工程、からなる。
(もっと読む)
成形用型および樹脂部材の製造方法
【課題】硬化時間を短縮することにより樹脂部材の生産効率を向上させることが可能な成形用型および樹脂部材の製造方法を提供する。
【解決手段】
金型1は、薄肉部と、薄肉部に比べて肉厚の大きい部位である厚肉部とを有し、熱硬化樹脂からなる樹脂部材を成形するための成形用型であって、薄肉部に対応する薄肉成形部13Aと、厚肉部に対応する厚肉成形部13Bとを含むキャビティ部13を取り囲む本体部10と、本体部から厚肉成形部13Bに向けて突出するピン14とを備えている。
(もっと読む)
樹脂注入成形方法
【課題】RTM成形の際に、樹脂の注入速度を下げずに基材の移動や成形品の表面のしわを防止することによって、成形品の品質を向上させることができる、樹脂注入成形方法を提供する。
【解決手段】本発明に係る樹脂注入成形方法は、基材配置工程(ステップS1)と、可動型12と固定型11との間隔H1が、基材Pの大気中での見かけ厚さHpより小さく、かつ、予め設定された成形厚さHmより大きくなるまで、可動型12を固定型11に近接させ、固定型11と可動型12の間を気密状態にする、近接工程(ステップS2)と、減圧装置31で固定型11と可動型12の間を減圧する、減圧工程(ステップS3)と、樹脂注入装置41で固定型11と可動型12の間に樹脂を注入する、樹脂注入工程(ステップS4)と、可動型12と固定型11との間隔H1が、成形厚さHmとなるまで可動型12を近接させて成形品を成形する、成形工程(ステップS5)と、を備える。
(もっと読む)
RTM成形方法
【課題】樹脂ひけの発生を未然に防ぎ、繊維強化樹脂部品の表面品質の向上が可能なRTM成形方法を提供する。
【解決手段】予め樹脂が含浸されたプリプレグ2を成形型10の下型11に形成された成形面の上に載せ、樹脂が含浸されていない強化繊維積層体3をプリプレグ2の上に載せ、予め樹脂が含浸されたプリプレグ2を強化繊維積層体3の上に載せる。そして、成形型10の下型11と上型12を型締めして、成形型10内に樹脂を注入して強化繊維積層体3に樹脂を含浸させる。それから、成形型10内で強化繊維積層体3に含浸させた樹脂と、プリプレグ2の樹脂を加熱して硬化させる。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
銅張積層板及びその製造方法
【課題】ガラス繊維による異物発生が最小化する銅張積層板及びその製造方法を提供する。
【解決手段】ガラス繊維104に第1樹脂102aが含浸されたプリプレグ106、前記プレプレグ106の両側面に形成された第2樹脂102B、及び前記プリプレグ106及び前記第2樹脂102bの一面または両面に形成された銅箔層108a、108bを含む。
(もっと読む)
サンドイッチ複合要素
本発明は、発泡性反応混合物を基材に所望により同時にかつ所望により均一に適用するためのデバイス、発泡性反応混合物の製造方法、サンドイッチ複合要素を製造するためのデバイス、および発泡サンドイッチ複合要素の製造方法に関する。 (もっと読む)
強化繊維積層体およびプリフォーム、ならびにその製造方法
【課題】本発明は、複雑形状への追随性の向上により複雑なプリフォームを製作可能にでき、未硬化マトリックス樹脂の良好な流動性を有すると共に、繊維強化プラスチックとした場合に優れた力学特性とその低バラツキ性を得る強化繊維積層体およびプリフォームならびにその製造方法を提供することにある。
【解決手段】目止め材を含有し織組織からなる強化繊維基材シートを複数積層させた強化繊維積層体であって、前記シートは、前記織組織を構成する縦糸方向および横糸方向の全てのストランドを断続的に切断した有限長の切り込みが設けられるとともに、同一方向に施された前記切り込み同士がおおよそ重ならないように隣接する前記シートを積層させてなることを特徴とする強化繊維積層体。
(もっと読む)
クッションパッドの成形型およびその成形型を用いたクッションパッドの製造方法
【課題】成形したクッションパッドを抜型するとき、クッションパッドの背面側部分のうち少なくとも肉厚変動部内側で発泡樹脂と一体に成形した補強布材が破損することを防止し、そして、肉厚変動部の内側に設けた凹部の幅や高さを、成形状況に応じて容易に変更することができる、クッションパッドの成形型を提供する。
【解決手段】上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、上辺縁部側の厚肉部と、延設部先端側の薄肉部と、厚肉部と薄肉部との間の肉厚変動部とを有し、少なくとも肉厚変動部の内側で発泡樹脂とその発泡樹脂を覆う補強布材とが一体に成形されるクッションパッドを成形する成形型が、下型と、中子型と、上型とを有し、肉厚変動部の内側表面に凹部を形成するために、中子型の材料より軟質な材料からなる凹部形成用入子を前記中子型の表面に取り外し可能に固定する。
(もっと読む)
シートパッド
【課題】金型のガス抜き溝への樹脂の詰りや、インサート補材の落下、フィルムの設置による不具合等の問題を生ずることなく、パッド本体の係合溝付近へのボイドの発生を確実に防止することにある。
【解決手段】発泡樹脂製のパッド本体2の表面側に係合溝2a,2bを有するシートパッド1であって、一端部が前記係合溝2a,2b付近に位置するとともに他端部がパッド本体2の裏面側に延びる通気部材5を設置したことを特徴とするシートパッド1である。
(もっと読む)
341 - 360 / 1,168
[ Back to top ]