
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
321 - 340 / 1,168
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
箱型成形品
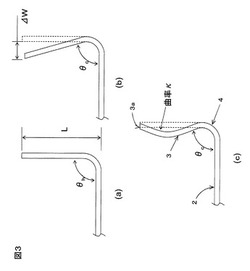
【課題】特殊な材料の使用や複雑な型構造といった制約がなく、側面の倒れ変形が発生しても、側面の上端部が所望の形状となるように、側面の高さ方向に反りを生じさせる構造を有する、または、側面の倒れ変形を抑制することのできる箱型成形品を提供する。
【解決手段】底面2と側面3とを有し、加熱成形して作られる箱型成形品において、側面3の高さをL[mm]、加熱成形時の温度から室温に冷却されたときの底面2と側面3のなす角の角度変化分をΔθ[rad]としたときに、冷却後の側面の高さ方向の曲率κ[1/mm]が0<κ<4Δθ/Lの範囲にあることを特徴とする箱型成形品。
(もっと読む)
繊維強化複合材料成形品の製造方法

【課題】クラックがなく、そのために良好な外観、高剛性を備えたFRPを圧縮成形により短時間で製造する。
【解決手段】実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸したプリプレグを有する繊維強化複合材料と、該繊維強化複合材料の内部に配置されたコア材とを具備する成形材料を成形型で圧縮成形する成形工程を有する繊維強化複合材料成形品の製造方法であって、前記コア材は、軽量化充填剤を配合した熱硬化性樹脂組成物を成形した軽量コアである。軽量化充填剤としては、ガラス微小中空球、発泡プラスチックビーズなどが好適である。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法
【課題】シリコン製中子型を使用する際に脱型を容易にする中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法を提供する。
【解決手段】後縁用シリコン製中子型51上に第1離型フィルムとしての内側離型フィルム52を被覆し、この内側離型フィルム52上に第2離型フィルムとしての外側離型フィルム54を被覆する第1工程と、外側離型フィルム54上に中空構造用プリプレグとしての後縁用プリプレグ28Pを積層した後に、後縁用プリプレグ28Pに圧力を加えて後縁用シリコン製中子型51に内側離型フィルム52、外側離型フィルム54を介して後縁用プリプレグ28Pを密着させて後縁用プリプレグ成形体28を得る第2工程と、後縁用シリコン製中子型51を内側離型フィルム52と共に長尺方向から脱型する第3工程と、を含む。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
繊維・樹脂複合化シート及びFRP成形体
【課題】FRP成形体を成形する際の中間素材として、屈曲性を維持しつつ、樹脂の含浸性を維持することができる新たな繊維・樹脂複合化シートを提供する。
【解決手段】連続繊維からなる織物状又は非織物状の連続繊維体Aの一面又は両面に、熱可塑性樹脂bからなる樹脂シートBが積層し、かつ該熱可塑性樹脂bの一部が連続繊維体A内に含浸してなる構成を備えた繊維・樹脂複合化シートであって、熱可塑性樹脂bの溶融粘度の最小値が5Pa・s〜500Pa・sに存在し、且つ、熱可塑性樹脂bの含浸深さの割合が、各面5%以上、両面合計値5〜30%である繊維・樹脂複合化シートを提案する。
(もっと読む)
複合材料の成形方法及び複合材料の製造装置
【課題】
成形速度が大きくボイド等のない高品質の複合材料を得る複合材料の成形方法の提供。
【解決手段】
プリプレグを予備成形工程と放射線照射工程とにより成形する方法であって、プリプレグについて一定の加熱温度Tに対するゲル化時間tを予めプロットしたゲル化温度−時間曲線において、予備成形工程における実際の加熱温度に対するゲル化時間tgelを求め、予備成形工程における実際の加熱時間tをゲル化時間tgelの30〜70%の範囲とする。または、ゲル化温度−時間曲線において、予備成形工程における実際の加熱時間に対するゲル化温度Tgelを求め、予備成形工程における実際の加熱温度Tを、Tgel−20℃〜Tgel−5℃の範囲とする。放射線照射工程は、加熱のみによる完全硬化後のプリプレグ固有のガラス転移温度Tg以上の温度で硬化すべく放射線の照射を行う。
(もっと読む)
1つの方法により製造された複合物品
本明細書中で開示されているのは、ポリマー特にフルオロポリマーと炭素繊維とを含む、圧密または緻密化された複合物品である。 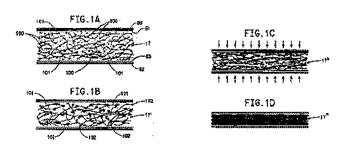 (もっと読む)
(もっと読む)
繊維強化樹脂、繊維強化樹脂の製造方法、繊維強化樹脂の製造装置
【課題】強度と寸法精度に優れた繊維強化樹脂を製造し、量産時の製品の品質のばらつきを抑制する。
【解決手段】成形型のキャビティ部に強化繊維基材を設置し、成形終了時よりも距離X1開いた状態の成形型のキャビティ部に樹脂を注入する第1工程、キャビティ部の樹脂を排出させながら、成形終了時よりも距離X2開いた状態まで成形型を閉じる第2工程、キャビティ部の樹脂排出を停止し、型締め圧を予め設定した値に保持して樹脂を硬化させながら、成形終了時の距離まで成形型を閉じる第3工程を、この順序で行う。これによって強化繊維基材に樹脂を均質に含浸させ、適切な樹脂量を確保しつつ、製品にヒケが発生するのを防止して樹脂を硬化させることができる。
(もっと読む)
長繊維強化樹脂成形体とその製造方法
【課題】角部のない縁部を備え、物性や外観が良好で、生産性にも優れた長繊維強化樹脂成形体とその製造方法を提供する。
【解決手段】縁部が充填材12aを内包し、かつ、縁部の端面13が凸曲面状をなすように一体成形された長繊維強化樹脂成形体10A。充填材12aとしては、SMCが好適に使用される。具体的には、長繊維強化樹脂成形体本体10Aの縁部に、充填材12aを備えた縁部材12が一体化された形態である。また、縁部が充填材を内包するように巻き込まれている形態も挙げられる。これらは、縁部12が充填材12aを内包するプリプレグを圧縮成形して、縁部の端面13が凸曲面状である長繊維強化樹脂成形体10Aを一体成形することにより製造できる。
(もっと読む)
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 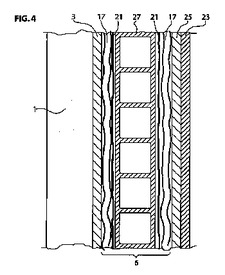 (もっと読む)
(もっと読む)
RTM成形法によるFRP成形品の製造方法とそのための金型
【課題】意匠面にヒケの発生が殆どない成形品を、効率良く製造するためのRTM成形方法、及びそれに用いる金型を提供する。
【解決手段】上下分割型の金型10,20を用いてRTM成形法によりFRP成形品30を製造するに際し、下型20の内側面の少なくとも一部に、周方向(水平方向)の溝40が設けられた金型を用い、かつ、下型20に離型力が相対的に強い離型剤20aを塗布し、上型に離型力が相対的に弱い離型剤10aを塗布してRTM成形を行う。
(もっと読む)
機能性表面層を有する抄造成形品およびその製造方法
【課題】機械的強度が高く、且つ所定の機能性表面層が強固に結着された抄造成形品を提供する。
【解決手段】繊維周囲にバイダー樹脂粉末4が付着した耐熱性繊維2から抄造される抄造物96を所定の含水率に脱水してから加熱圧縮成形することにより得られる機能性表面層を有する抄造成形品であって、機能性表面層は、前記脱水後の湿った状態にある抄造物96の表面にまぶすように均一付着させた機能性粉末6から形成され、前記加熱圧縮時に機能性粉末6が溶融して前記抄造物96の表層にある耐熱性繊維2に絡むことによって機能性表面層が抄造物96に結着されていることを特徴とする。
(もっと読む)
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
船用プロペラの翼及びその成形方法
【課題】キャビテーションエロージョンに耐え得る、安価で資源枯渇性のない強化繊維の複合材料を用いた船用プロペラ翼を提供する。
【解決手段】船用プロペラの翼において、少なくとも、翼の表面をアラミド繊維のクロス材、あるいはアラミド繊維の一方向材を同じ軸方向又は異なる軸方向に向けて積層した表層材で構成し、前記表層材を芯材となる構造材に被覆する。構造材をカーボン繊維強化樹脂又はガラス繊維強化樹脂としてもよい。
(もっと読む)
模様付き成形品の製造方法
【課題】SMC材と加飾シートをプレス成形して模様付き成形品を製造する際に、加飾シート内に滲み出しを防止し、しかも必要な部材が少なく、製造工程も簡素化された簡単な模様付き成形品の製造方法を実現する。
【解決手段】シートモールディングコンパウンド9のような成形材料3と加飾シート2の間に、無機鉱物を主成分とする滲み出し防止シートとしてセピオライト紙8を設けて、成形材料3と加飾シート2をプレス成形して、成形品7の表面に加飾層10を形成する際に、成形材料3が加飾層10に流れ込まないようにする。
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 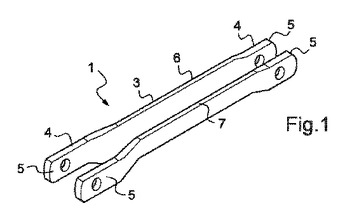 (もっと読む)
(もっと読む)
フッ素樹脂成形体およびその製造方法
【課題】強度が高く、耐薬品性に優れ、半導体等に悪影響を与える成分を発生させ難いフッ素樹脂成形体およびその製造方法を提供する。
【解決手段】フッ素樹脂(A)および強化繊維(B)を含有する含フッ素樹脂組成物からなる有底筒状または筒状の成形体本体1と、該成形体本体1の内表面に設けられた、ポリテトラフルオロエチレンまたはテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体から選ばれるフッ素樹脂(C)からなるフッ素樹脂層2とを備えるフッ素樹脂成形体10。
(もっと読む)
オーバーモールド成形ポリアミド複合構造およびその製造方法
本発明は、オーバーモールド成形ポリアミド複合構造の分野およびそれを製造する方法に関する。開示されるオーバーモールド成形複合構造は、表面ポリアミド樹脂組成物で作られた少なくとも一部分を有する表面を有し、かつマトリックス樹脂組成物で含浸された繊維状材料を有する第1構成部分と、オーバーモールド成形用樹脂組成物を含む第2構成部分とを含む。第2構成部分は、前記第1構成部分の表面の少なくとも一部分上で第1構成部分に接着される。オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の一方が、1種または複数種の半芳香族ポリアミド(A)と、1種または複数種の完全脂肪族ポリアミド(B)とのブレンドを含むポリアミド組成物で作られ、オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の他方が、1種または複数種のポリアミドで作られる。 (もっと読む)
321 - 340 / 1,168
[ Back to top ]