
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
241 - 260 / 1,168
発泡成形体の製造装置および発泡成形体の製造方法
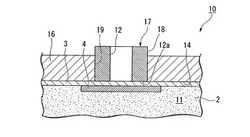
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
翼の製造を改良するための方法及び装置

【課題】翼を製造するための改良された方法及び装置を提供し、射出された混合物内のガス気泡が低減又は排除されるようにする。
【解決手段】第1の容器(1)が脱気システム(3)に接続されており、これにより、樹脂が第1の容器(1)から脱気システム(3)へ提供され、脱気システム(3)が、提供された樹脂内のガスの量が減じられるように構成及び設計されており、ガスが減じられた樹脂が硬化剤と混合可能であり、これにより、樹脂及び硬化剤混合物が、翼(8)を製造するために使用される閉鎖された複合構造体(8)内に射出するために適用可能である。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
熱硬化性樹脂成形品
【課題】成形品の全面に、天然大理石のような雲状の斑模様をつけることにより、柄表現自由度を高めた熱硬化性樹脂成形品を提供する。
【解決手段】熱可塑性樹脂が混合されている熱硬化性樹脂の成形品であって、特に該熱可塑性樹脂の少なくとも一部は共重合体であり、該共重合体を構成するモノマーの組成比で熱硬化性樹脂との相溶性が調整されている熱可塑性樹脂により斑模様を造出し、高い柄の表現自由度及び優れた美観を有する熱硬化性樹脂成形品。
(もっと読む)
発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材
【課題】シート材の透気抵抗度の調整が容易であり、発泡成形時にシート材に発泡性原料を含浸させることなくシート材を成形型の成形面に容易に倣わせることができ、目的とする形状を安定して得ることができる発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材を提供すること。
【解決手段】発泡成形体1は、発泡成形体1の外面にシート材3が一体化されたものである。シート材3は、延伸加工を行って複数の微細孔を形成してなる延伸多孔質フィルム31と、不織布32との積層体で構成され、気体を透過させる一方、液体は透過させない性質を有している。発泡成形体1は、シート材3の不織布32側が発泡成形体1の外表面側に配置されて、シート材3と発泡成形体本体2とが一体化されて形成されている。
(もっと読む)
インサート部品を有する繊維強化樹脂部材の製造方法
【課題】インサート部品を有する繊維強化樹脂部材の成形において、成形後に追加加工を必要とせず、容易に精密な位置決めが可能な製造方法を提供する。
【解決手段】インサート部品4を有する繊維強化樹脂部材の製造方法であって、プリフォーム1の外表面に設けた突出部7を、成形型10に設けた凹部8に嵌入し、前記インサート部品4を成形型10によって位置決めすることを特徴とする。更に突出部7をスチールにし、成形型10の凹部8の底部に磁石9を配置すれば、突出部7を磁力で固定でき正確な位置決めができる。
(もっと読む)
金型装置
【課題】よりシンプルな構成によって、発泡成形体をスムーズに取外すことにある。
【解決手段】第二型22に、発泡成形体6Pを保持可能な保持部40を設けて、キャビティ24内で発泡成形体6Pを成形したのち、発泡成形体6Pを第二型22に保持しつつ、第一型21から第二型22を離すとともに、発泡成形体6Pが、その自重により、保持部40の配置位置(22f)とは異なる第二型22の部位(22s)から離間する構成とした。
(もっと読む)
人造大理石成形品
【課題】高価な金型が不要で、プレス成形機の使用時間が短く、SMC成形品またはBMC成形品の生産性を向上できるとともに、低コストで成形され、人造大理石層と、SMC成形品またはBMC成形品との接着性に優れた人造大理石成形品を提供する。
【解決手段】本発明の人造大理石成形品は、金型内でSMC成形品11を成形する工程と、金型より取り出したSMC成形品11に表面処理を施す工程と、SMC成形品11の表面処理が施された面に対し間隙を設けて対向するように注型成形型を配置し、その間隙に熱硬化性樹脂組成物を注型し、硬化させることにより人造大理石層を形成し、その人造大理石層と、SMC成形品11の表面処理が施された面とを接着一体化する工程と、を少なくとも経て成形されたことを特徴とする。
(もっと読む)
樹脂成形品
【課題】熱硬化性樹脂材のシートモールディングコンパウンド(SMC)を用いた成形品の厚肉部の、SMCの硬化時の硬化収縮や、硬化反応による発熱とその後の冷却による発熱とその後の冷却による熱収縮によって発生する内部クラックやヒケ、変形を抑制する。
【解決手段】成形品20の薄肉部位22にはSMCまたはLSMCのいずれかの成形部22aが、15mm以上の厚肉部位21の中央部にはBMC成形部21bを設けるとともに、BMC成形部21bを囲んでSMCまたはLSMCのいずれかの成形部21aを設ける。
(もっと読む)
サンドイッチコンポーネント及びその製造方法
本発明は、複数の突起部(1’)を備えるハニカムコア(1)と、少なくとも1つのカバー層(2、3)と、を含むサンドイッチコンポーネントを提供し、このハニカムコア(1)は、セルロースをベースとした材料、特に紙からなる。カバー層(2、3)は熱可塑性プラスチック母材を備える繊維強化半製品から形成され、ハニカムコア(1)の前記突起部(1’)が前記カバー層(2、3)との接続部分(A)において少なくとも部分的にカバー層(2、3)の熱可塑性プラスチック母材の中に取り込まれることで、サンドイッチコンポーネントの結合が提供される。さらに、このサンドイッチコンポーネントの製造方法も開示される。 (もっと読む)
ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法、樹脂含浸シート及びガラス繊維織物強化ポリカーボネート樹脂成形体
【課題】煩雑な工程を経なくとも気泡がなく熱膨張係数の低いガラス繊維織物強化ポリカーボネート樹脂成形体を提供可能な製造方法を提供すること。
【解決手段】ポリカーボネート樹脂の溶液を含浸させたガラス繊維織物から、前記溶液中の溶媒を除去して得た樹脂含浸シートと、ポリカーボネート樹脂フィルムとの積層体を、加熱及び加圧する、ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法であって、前記樹脂含浸シートのガラス含有率は60〜95質量%であり、前記ガラス繊維織物強化ポリカーボネート樹脂成形体のガラス含有率は5〜40質量%である、製造方法。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】真空バッグを使用して繊維プリフォームから繊維強化複合材料を成形する方法において、高い繊維体積分率を達成する樹脂注入方法を提供する。
【解決手段】真空ポンプ30を用いていくつかのサイクルで繊維プリフォーム14を圧縮するとともに、バッグ12内を適切な真空レベルに制御し樹脂をポット10からバッグ12内に供給する。この際樹脂供給タンク10内の圧力を大気圧よりも低い圧力まで排気することによって、樹脂を注入する圧力を制御する。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 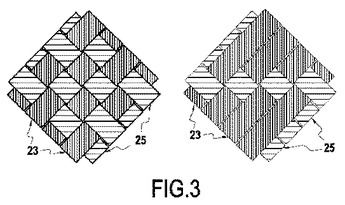 (もっと読む)
(もっと読む)
航空機のプロペラ羽根
翼形構造体(20)を備える航空機のプロペラ羽根(10)であって、翼形構造体は、糸の三次元織りによって得られた、マトリックスによって緻密化された少なくとも1つの繊維強化材と、多孔性剛性材料で製作された、所定形状の形状化部品(140)とを備え、強化材は、プロペラ羽根の前縁(20a)内の連続織りによって相互に連係された少なくとも2つの半体を備え、2つの半体は前記形状化部品(140)のまわりにぴったりと嵌ることを特徴とする、羽根。 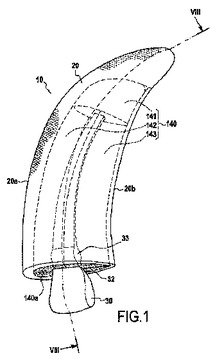 (もっと読む)
(もっと読む)
車両用シートのクッション材及びその製造方法
【課題】クッション材の各種性能を極力維持しつつ、ポリウレタンフォームの使用量を低減することにある。
【解決手段】クッション材4Pが、ポリウレタンフォームからなる着座部10と、弾性を有する繊維積層体12pからなる支持部12とを有するとともに、支持部12の弾性を維持しつつ、着座部10と支持部12を直接的に結合する構成である。
(もっと読む)
複合材プライ安定化機構及び方法
コア(20)を有する複合材構造の上部及び下部ラミネート(30)の相対的な動きを抑える安定化機構(72)は、下側把持用帯片(78)と、そして少なくとも1つの上側把持用帯片(76)と、を備える。下側把持用帯片(78)は、治具(50)に取り付けることができ、治具(50)の上で、複合材構造を処理することができる。下側把持用帯片は、外側表面を含むことができ、外側表面は、複合材構造を構成する上部及び下部ラミネートのうちの少なくとも一方のラミネートに係合する少なくとも1つの係合形状部を有する。上側把持用帯片は、両側の外側表面を有することができ、これらの外側表面は、下側帯片、及び上部及び下部ラミネート(30)のうちの少なくとも一方のラミネートに係合する、突起(76e)のような少なくとも1つの係合形状部を含むことができる。  (もっと読む)
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】成形素材1Aの少くとも片面側から流体熱媒を流通して圧縮成形加工に必要な所要温度に加熱すると共に、他面側にこの加熱温度よりも低い低温領域を設定して、成形素材1Aの厚み方向に温度勾配を付与した状態で成形型3によりコールドプレスすることにより、加熱温度分布領域に高密度層1aが圧縮成形され、低温分布領域には高密度層1aの形状に沿った低密度層1bが加圧成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
FRPパイプの製造方法
【課題】成形すべきパイプの各部位に望ましい形態で樹脂を注入・含浸でき、目標とする大口径・長尺なFRPパイプを容易に効率よくかつ安価に製造可能な方法を提供する。
【解決手段】長尺の強化繊維シート基材を複数枚積層し、その上に可撓性中空中子を配置し、各基材の幅方向両側部分を可撓性中空中子側に折り畳んで端部同士をオーバーラップさせ、可撓性中空中子内包基材を横断面円形のキャビティを形成可能な成形型内に配置し、真空吸引ラインを介してキャビティ内から真空吸引することにより可撓性中空中子をキャビティ内面に向けて膨張させるとともに該膨張に伴い基材をキャビティ内面に押し付け、真空吸引を継続しつつ2本の樹脂注入ラインを介してキャビティ内への樹脂注入を開始し、注入樹脂の真空吸引ラインへの到達を確認後真空吸引と樹脂注入を停止し、その状態に保持して樹脂を硬化させることを特徴とするFRPパイプの製造方法。
(もっと読む)
高温複合ツール
ツールは、真空下でパッチを当て板に当接させて引き込むための、少なくとも一つの吸引孔と、吸引孔に流動的に連結された真空ポートを有する当て板を含む。  (もっと読む)
(もっと読む)
液状樹脂注入用途のための改質樹脂系及びそれに関連する加工方法
本発明の態様は、液状樹脂注入(LRI)法、LRI法の変形及び他の適した方法における使用のための改質樹脂系を目的とする。1つの態様において、改質樹脂系は、少なくとも1種のベース樹脂、あらかじめ決められた範囲内のある量の粒子及びあらかじめ決められた範囲内のある量の熱可塑性材料の新規な組み合わせを含み、ここで改質樹脂系は、組み合わされると、特定の温度で閾値平均粘度より低い平均粘度及び高いレベルの靭性を有する。改質樹脂系はさらに、硬化剤及び他の適した成分を含むことができる。改質樹脂系は、改質樹脂系の粘度、可使時間、硬化温度、ガラス転移温度又は引張弾性率のような性質に不利に影響を与えることなく、完成された複合製品に必要な靭性及び損傷抵抗性を与えることを少なくとも部分的に担うことができる独特、制御可能且つ一定の形態を示すことが実験的に示された。 (もっと読む)
241 - 260 / 1,168
[ Back to top ]