
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
1,081 - 1,100 / 1,168
繊維強化樹脂成形体付き構造体の製造方法
【課題】 構造体上に光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とERP成形体を一体化させるに際し、前記光硬化を目視で確実に判断し得るFRP成形体付き構造体の製造方法を提供する。
【解決手段】 構造体上に光硬化により消色又は変色するインジケーター機能を有する光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とFRP成形体を一体化させる。
(もっと読む)
積層板の製造方法及びその製造方法によって製造された積層板
【課題】 寸法(変化)特性の安定した積層板を製造する方法とその製造方法によって製造された積層板を提供する。
【解決手段】 樹脂を含浸した所定枚数のプリプレグを積層構成し、加熱加圧してなる積層板の製造方法において,積層構成前に、少なくとも1枚の該プリプレグを、該プリプレグに含浸した樹脂の溶融粘度が最も低くなる温度より10〜40℃低い温度で、1回または複数回加熱処理する積層板の製造方法。
(もっと読む)
断熱要素を製造する装置および方法
本発明は、硬化可能な結合剤を含むロックウールやグラスウールなどの鉱滓綿製の断熱要素を製造する装置および方法と、矩形以外の断面形状を有する、対応する断熱要素とに関する。  (もっと読む)
(もっと読む)
防火ドア用の複合積層シート
【課題】特別の接着剤による複雑な接着結合を行うことなく、木材加工工場で使用可能な防火ドア用の複合積層シートを提供する。
【解決手段】a)珪酸アルカリ金属塩を主成分とする膨張性の組成物を含む防火層Aと、その二面に施されたb)保護層B及びB’と、c)無機又は有機建設材料、紙材、金属、プラスチック、又は他の防火層からなる基板層Cと、を含むことを特徴とする複合積層シートが得られた。
(もっと読む)
RTM成形型およびRTM成形方法
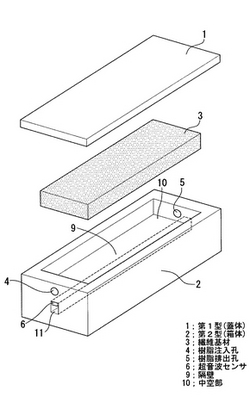
【課題】 本発明は、上記問題点に鑑み、樹脂の流動先端を検知するセンサの繰り返し使用を可能とするRTM成形型およびRTM成形方法を提供することを目的とする。
【解決手段】 本発明にかかるRTM成形型によれば、第1型(1)と、第1型(1)と組み合わされた状態で樹脂が注入される中空部(10)を形成するとともに、中空部(10)に対して隔壁(9)を介して溝部(11)が形成された第2型(2)と、中空部(10)を流動する樹脂を検出する超音波センサ(6)と、超音波センサ(6)は、溝部(11)に設けられるとともに、隔壁(9)に取り付けられていることを特徴とする。このため、離型の際に超音波センサ(6)が損傷を受けずに型に残り、超音波センサ(6)を繰り返し使用することが可能となる。
(もっと読む)
複合部品を製造するための装置、システムおよび方法
ラミネート時に圧力を加えるための補助ツールと、この利用に関する方法が説明される。1実施形態ではラミネート時に圧力を加えるための当て板が、第1角部分と第2角部分との間に配置される基底部分を含む。基底部分は休止状態では湾曲した形状を有することが可能であるが、ラミネートの際に圧力を受けると平坦な形状へと移行する。基底部分の平坦な形状への移行により、第1および第2角部分は外側へまた基底部分から離れるように動かされる。こうして、対応するメス型の金型表面の角領域へラミネート材料を押圧するために当て板を使用することが可能である。  (もっと読む)
(もっと読む)
アームレストの製造方法

【課題】 伸縮性の低い表皮材でも、表面に凹凸パターンを形成することができるアームレストの製造方法を提供する。
【解決手段】 発泡原料を注入する前に吸引孔35から吸引して、表皮材2をキャビティ面32に吸着させるため、織物やレザーのような伸縮性の低い表皮材2でも、キャビティ面32の形状に応じた凹凸パターンを確実に形成することができる。従って、アームレストに用いる表皮材2の選択自由度が向上する。
(もっと読む)
RTM成形装置および方法
【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
アームレストの製造方法
【課題】 発泡原料の注入口を小さくすることができるアームレストの製造方法を提供する。
【解決手段】 フレーム3をカップホルダ容器用6の開口7から表皮材2の内部に挿入することができるため、発泡原料の注入口20は小さくて済む。従って、注入口20を塞ぐ作業も容易で、そこから発泡原料が漏れ出すおそれもない。入れ子21により凹部8を形成し、成形後は入れ子21を取り外すため、成形型に凸部を形成する必要がなく、成形型の形状も簡略になり、成形型の製造が容易になる。
(もっと読む)
リング状成形材料の製造法
【課題】回転体用樹脂成形品の成形において、作業性、歩留り、品質に関して、従来の成形技術の不十分な点を改善する。
【解決手段】回転体用成形品のためのリング状成形材料を下記の(1)から(3)の工程にて製造した。
(1)リング状繊維補強基材12に熱硬化性樹脂ワニスを含浸する。(2)熱硬化性樹脂の硬化が進む温度で加熱乾燥を行ない、樹脂の硬化をBステージ状態まで進める。(3)樹脂の硬化が進まない温度で加熱乾燥を行ない、リング状繊維補強基材に含まれる溶剤を除去する。前記(2)と(3)の工程は、(1)の工程の後にこの順序で実施してもよいし、(3)の工程を実施してから(2)の工程を行なってもよい。このようにして準備したリング状成形材料を加熱圧縮成形してリング状樹脂成形体を製造する。
(もっと読む)
防撓材及びその製造方法並びにその防撓材を用いたFRP構造物
【課題】 接着面積の増加とともに剥離強度(接着強度)を向上させることができる防撓材およびその製造方法並びにその防撓材を用いたFRP構造物を提供する。
【解決手段】 心材1と、該心材1の側面および上面を覆うように該心材1に接合された繊維強化プラスチックからなる補強部材2とからなり、該補強部材2が外側に拡大された脚接着部3を有するハット型断面を有する防撓材において、前記補強部材2の内側にあって、前記心材1の下部側面から下面にわたって下面の全部または一部を覆うように繊維強化プラスチックからなる第2の補強部材5を設ける。
(もっと読む)
FRPプレス成形用模様付けシート
【課題】断熱性に優れた模様付きFRP成形品を簡便に製造することができるFRPプレス成形用模様付けシートを提供する。
【解決手段】模様付けした樹脂含浸不織布1の表面に、フィルム2が積層されたFRPプレス成形用模様付けシートAにおいて、模様付けした樹脂含浸不織布1に中空ビーズBが含有されていることとする。この中空ビーズの含有率は、その樹脂に対して20〜30質量%の範囲であり、好適にはガラスビ−ズである。
(もっと読む)
車両用シートパッド製品及びその製造方法
【課題】本発明は、車両用シートパッドと表皮材との接着工程において、離型剤による接着不良の問題を解決する。
【解決手段】ウレタンフォームの表面に離型剤が付着していた問題を、ウレタンフィルムとホットメルトシートとを予め接着したシートを金型に密着させた後、ウレタン樹脂を注入発泡させて車両用シートパッド製品を得る製造方法によって、表皮材との接着面には離型剤が付着していない本発明の車両用シートパッド製品により解決する。
(もっと読む)
繊維成形体の製造方法
【課題】バインダ樹脂の廃棄率を低減してバインダ樹脂を繊維の集合体の全部にわたって供給できる繊維成形体の製造方法を提供する。
【解決手段】繊維12がマット状に集合している繊維集合体13の一面に、繊維集合体13を構成する繊維12を結合可能なバインダ樹脂材料によって形成されたバインダシート15を配置し、繊維集合体13の他面に、繊維12を結合可能なバインダ樹脂材料に流動性が付与されて成るバインダ液17を付与する成形前材料作成工程と、成形前材料10を、バインダ樹脂材料の結合可能温度で加圧するプレス工程とを有する繊維成形体の製造方法を提供する。成形前材料10を加圧すると、繊維集合体13が圧縮され、バインダ液17が繊維集合体13の内部に浸透する。バインダシート15の存在により、バインダ液17は繊維集合体13から流出しないように調節でき、繊維集合体13を通り抜けてもバインダシート15によって受け止められる。
(もっと読む)
樹脂製歯車
【課題】
高面圧で使用してもギア部が摩耗するおそれのない電動パワーステアリング装置等に使用される樹脂製歯車の提供。
【解決手段】
芯金の外周に一体的に設けられ且つ歯が形成された樹脂部から構成される樹脂製歯車において、前記樹脂部が、マトリックス樹脂組成物と強化材であるアラミド繊維連続シートとを含むと共に、前記アラミド繊維連続シートを所定の円柱体に所定の複数層で重ねて巻き付けた後マトリックス樹脂組成物液を含侵してから、成形した環状形状体であることを特徴とする。
(もっと読む)
移動体用アンダーカバーおよびその製造方法
【課題】
低密度な繊維強化樹脂層と表皮層で構成されてなる、軽量性と力学特性だけでなく、吸音性にも優れた移動体用アンダーカバーと、その製造方法を提供する。
【解決手段】 少なくとも繊維強化樹脂層と表皮層で構成されてなるアンダーカバーであって、該繊維強化樹脂層が強化繊維の交叉位置に熱可塑性樹脂が配置された格子構造を有し、該繊維強化樹脂層の密度dが0.05〜1.0g/cm3の範囲内であり、前記の強化繊維の交点が熱可塑性樹脂で融着されてなる移動体用アンダーカバーで、この移動体用アンダーカバーは、繊維強化樹脂層と表皮層を含む成形用基材を、予め加熱して繊維強化樹脂層を厚み方向に膨張させた後、賦形することで製造することができる。
(もっと読む)
プレス成形型及びプレス成形による部品製造方法
本発明は、2個の型片(11,12)及び挟持枠要素を用いて製造する成形型によって、少なくとも1個の第1材料層(1)及び第2材料層(2)から部品を製造するプレス成形型に関し、成形型は部品の形状を決定し、第1及び第2型片を合わせることにより、第1材料層(1)及び第2材料層(2)の形成、並びに両方の材料層の接合をもたらし、また挟持枠要素は、第1(21)、第2(22)及び第3(23)挟持枠要素を含み、切断装置(100)は第1及び第2型片の間に延在する第2層の突出部を切断するために、第3挟持枠要素上に配置され、本発明はまた部品の製造方法に関する。  (もっと読む)
(もっと読む)
プリフォームの製造方法、プリフォームの製造装置およびプリフォーム
【課題】3次元形状を有するプリフォームを、自動的、正確に効率良く製造するプリフォームの製造方法。
【解決手段】下記(A)〜(E)の工程を含むプリフォームの製造方法。(A)工程:強化繊維糸条がロール巻きの状態から基材を巻き出す巻き出し工程。(B)工程:強化繊維長手方向に対し所定のズレ角を持った方向に所定の間隔で裁断し、平行四辺形状の強化繊維基材を形成する裁断工程。(C)工程:各層内において互いに平行し、各層間では糸条が所定角度ずつズレを持った状態になるよう長手方向に連続したシート状の積層体を形成する積層工程。(D)工程:強化繊維基材の積層体を加熱し、樹脂材料(イ)を軟化させ、圧力を加えて強化繊維基材どおしを部分的に接着する接着工程。(E)工程:(D)工程の接着積層体を、所定の型に沿わせて変形させ該変形状態で加熱・加圧をすることにより該接着積層体を該型形状に賦形する賦形工程。
(もっと読む)
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
車両用内装材の成形装置
【課題】 本発明の目的は、ポリプロピレン等の硬質樹脂材料によって形成されている基材を備えた成形品の成形装置において、簡単な構成で、確実に基材を保持することが可能な車両用内装材の成形装置を提供する。
【解決手段】 対向する2つの金型10,20の間に芯材となる基材3を配置し、成形品を製造する車両用内装材の成形装置Sにおいて、基材3が配設される側の金型20には、基材3を保持する保持手段30が設けられ、この保持手段30は、基材3に設けられた係止片3aに係合可能な把持部31と、把持部31の外側に位置し、把持部31が圧入されて保持される保持部32と、把持部31を保持部32の内外へ移動させる駆動部33とを備えている。
(もっと読む)
1,081 - 1,100 / 1,168
[ Back to top ]