
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
1,061 - 1,080 / 1,168
金属層と繊維強化プラスチック層とからなるラミネートの製造のための方法
金属層(7)と繊維強化プラスチック接着層(8)からのラミネートの製造において、2次成型用具(1)上に位置されているパック(6)が、形成されている。このパックの上に渡って排気用の媒体(12)と真空フィルム(13)とが、このパックが、真空の影響の下で前記2次成型用具上に押し付けられることができるように、位置されている。最終的に、前記層は、熱と圧力との影響の下で、互いに接着される。特に、比較的大きな製造工程にある製品の場合、様々な前記層が、互いに関してずれるという問題が起こる。本発明に係われば、この目的のために、前記2次成型用具に関して固定されているピン(4)が、設けられている。様々な前記層は、これらの層が、前記ピンに関して前記2次成型用具上の正しい位置に位置されることができるように、穴(9)を有している。  (もっと読む)
(もっと読む)
繊維強化樹脂成形物の製造方法

【課題】反応樹脂材料を少なくとも二回以上に分けて段階的に供給することで投入した反応樹脂材料を略同時に硬化するようにして樹脂成形物の硬化不良を防止する繊維強化樹脂成形物の製造方法を提供する。
【解決手段】この発明の実施形態では、必要な反応樹脂材料Qの全てを始めからゲルタイム調整するのではなく、例えば、図3に示すように、始めに必要量の1/3程度(図中Xライン)の反応樹脂材料Qを全体含浸に必要な時間でゲルタイムの調整を行って投入し、残りの2/3(図中Yライン)の反応樹脂材料Qは全体含浸までに必要な残り時間を計算して、段階的にゲルタイムを短く調整して数回に分けて投入する。なお、ゲルタイムの調整方法は、促進剤または硬化剤で行う。ただし、硬化剤で調整する際は、物性が大きく変化しない範囲で調整を行うのが好ましい。
(もっと読む)
多軸積層強化繊維シート作製方法、長尺の傾斜強化繊維シート、及び多軸積層強化繊維シート

【課題】 より簡易な方法で多軸積層強化繊維シートを連続して作製可能な多軸積層強化繊維シート作製方法を提供する。
【解決手段】 単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートあるいは前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層し接合一体化して、多軸積層強化繊維シートを作製する。
(もっと読む)
FRPサンドイッチ成形物及びその製造方法
【課題】 心材のスニップ先端部の樹脂溜まりや強化繊維布の皺などの発生を防ぐことができ、良好な端部形状を有するFRPサンドイッチ成形物及びその製造方法を提供する。
【解決手段】 2つの繊維強化表皮材1、2と、これらの繊維強化表皮材1、2の間に介在された心材3と、この心材3のスニップ先端部に配置された樹脂含浸性の充填材4とを有し、樹脂が含浸されて先端部は前記2つの繊維強化表皮材を重ね合わせた積層部5とする。
(もっと読む)
環状オレフィン系樹脂フィルムの製造方法、および環状オレフィン系ポリマーシートまたはフィルムの製造方法
本発明は、(1)環状オレフィンモノマーとメタセシス重合触媒とを混合して重合性組成物(A)を調製する工程(I)と、該重合性組成物(A)を支持体に塗布又は含浸する工程(II)とを遅滞なく行うこと、及び重合性組成物(A)を塊状重合する工程(III)を行うことを特徴とする環状オレフィン系樹脂フィルムの製造方法、及び(2)ヘテロ原子含有カルベン化合物を配位子として有するルテニウム錯体触媒及び環状オレフィンモノマーを含む反応液を塊状開環メタセシス重合して、厚さ1mm以下の環状オレフィン系ポリマーシート又はフィルムを製造する方法であって、20℃/分以上の昇温速度で100℃以上まで加熱することにより、前記環状オレフィンモノマーの重合を完結させる工程を有することを特徴とする環状オレフィン系ポリマーシート又はフィルムの製造方法である。本発明によれば、他の材料との密着性に優れた環状オレフィン系樹脂フィルム及び厚さが1mm以下の環状オレフィン系ポリマーシート又はフィルムを効率よく製造することができる。 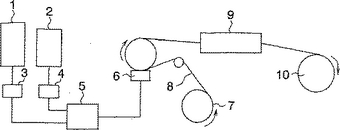 (もっと読む)
(もっと読む)
繊維強化樹脂成形物の製造方法
【課題】樹脂材料の含浸経路として不織繊維または不織布から成る樹脂ガイド用マット材を使用することにより、樹脂成形物の厚さ及び反応樹脂材料の含浸速度を任意に調整して含浸することが出来る繊維強化樹脂成形物の製造方法を提供する。
【解決手段】この発明では、先ず図2(a)に示す金属製のベース部材1上に、図2(b)に示すゴム状弾性シート2を敷設する。次いで、図1に示すように、ゴム状弾性シート2上にガラス繊維から成る不織繊維または不織布で構成された樹脂ガイド用マット材3、ガラス繊維等の繊維補強基材4、ウレタン等のコア材5、繊維補強基材4、ガラス繊維から成る不織繊維または不織布で構成されたマット材3を順次積層させて敷設する。そしてこのように形成した積層体全体を図2(c),(d)に示すように、樹脂材料投入口6とバキューム配管7を周縁の一部に配設したフィルム状のバキュームバック8で覆い、周縁部をベース部材1上に接着テープ9等で密閉する。
(もっと読む)
繊維強化樹脂成形物の製造方法
【課題】樹脂トランスファー成形法またはバキューム樹脂トランスファー成形法において樹脂成形物の硬化不良を有効に防止する樹脂成形物の製造方法を提供する。
【解決手段】図2(a)に示す金属製のベース部材1上に、図2(b)に示すゴム状弾性シート2を敷設する。次いで、ゴム状弾性シート2上にネット等のマット材3、ガラス繊維等の繊維補強基材4、コア材5、繊維補強基材4、ネット等のマット材3を順次積層させて敷設する。そして積層体全体を図2(c),(d)に示すように、樹脂材料投入口6とバキューム配管7を周縁の一部に配設したフィルム状のバキュームバック8で覆い、周縁部をベース部材1上に接着テープ9等で密閉する。その後、バキュームバック8内の積層体をバキューム配管7に接続した図示しないバキュームポンプ等でバキュームし、真空状態にした状態で樹脂材料投入口6から積層体に常温硬化型の反応樹脂材料を供給して含浸硬化させる。
(もっと読む)
樹脂成形パネル及びその製造方法
【課題】 軽量でしかも吸音性能及び断熱性能に優れた樹脂成形パネル及びその製造方法を比較的安価に提供すること。
【解決手段】 天然繊維と熱可塑性樹脂繊維が互いに絡み合って形成されている基材マット1を加熱プレスすることにより成形される樹脂成形パネルPであって、基材マット1を線状に加熱プレスすることにより形成された圧縮線模様部D1と、該圧縮線模様部で囲まれ且つ当該圧縮線模様部よりも低い圧力で加熱プレスすることにより形成された緩圧縮模様部D2が連続的に形成されている。
(もっと読む)
プレス成形用クッション材およびその製造方法
【課題】 高温条件下でも、クッション性、経時安定性、熱緩衝性に優れ、毛羽等のコンタミネーションの発生も生じさせることなく、繰返し使用可能なプレス成形用クッション材を提供する。
【解決手段】 この発明に従ったクッション材は、クッション層13と、クッション層13上に、接着剤層を介さずに、接着一体化された非熱可塑性ポリイミド膜からなる表層12cとを備える。非熱可塑性ポリイミド膜12cは、クッション層13上に接着剤を介さずに接着一体化されたポリアミック酸の膜12bを加熱してイミド化したものである。
(もっと読む)
FRP製中空部材の成形方法
【課題】複雑な形状を有するFRP製中空部材、特に、本体部とこれにほぼ直角の曲部を有するFRP製中空部材を、内圧成形法で一体的に成形する方法を提供すること。
【解決手段】本体部と本体部にほぼ直角の曲部を有するFRP製中空部材を成形するに際し、曲部に、補強用の織物プリプレグを、本体部のプリプレグと繊維方向を揃えて重層し、本体部のプリプレグの外周の少なくとも60%を覆う様に巻付け、次いで内圧成形法により一体成形する成形方法である。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する環状アミドの開環重合
金属アミド種が環状アミドの開環重合を触媒することが見出された。この反応は高度な真空または高度に反応性である活性化種を必要とせず、そして高温で実行可能である。 (もっと読む)
FRP成形用強化繊維基材の賦形方法
【課題】従来、成形型上に樹脂を含浸させる前の基材をのせて積層し、その後、バッグフィルムや成形型で覆い、その中に樹脂を注入し硬化させることで成形品を得たり、予め、樹脂を含浸させた基材を賦形型に積層し、予備賦形してプリフォームとすることで、その後、成形型に入れて硬化成形させたりしていた。この時、賦形に関しては、人手により所定形状に基材をレイアップすることが多く、生産性が低いと共にコストが高い要因となっていた。本発明は、かかる問題点の解決を目的とするものである。
【解決手段】賦形用型の上に配置した強化繊維基材の上から、シートを被せ、その上から圧力を加えることで強化繊維に形状を付与することを特徴とするFRP成形用強化繊維基材の賦形方法。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
FRP成形用強化繊維基材の賦形方法および賦形装置
【課題】従来、成形型上に樹脂を含浸させる前の強化繊維基材を載せて積層し、その後、バッグフィルムや成形型で覆い、その中に樹脂を注入し硬化させることで成形品を得たり、予め、樹脂を含浸させた機材を賦形型に積層し、予備賦形してプリフォームとし、成形型に入れて硬化成形させたりしていた。このとき、強化繊維基材を賦形する工程では、人手により基材を所定形状に賦形することが多く、生産性が低くコストが高い要因となっていた。本発明は、かかる問題点の解決を目的とするものである。
【解決手段】対向する少なくとも2つ以上の賦形型により挟み加圧するFRP成形用強化繊維基材の賦形方法であって、強化繊維基材の一部を固定した後、残り部分を賦形型に挟み加圧することを特徴とするFRP成形用強化繊維基材の賦形方法。
(もっと読む)
断面異形のFRP製中空部材の成形法
【課題】断面が異形のFRP製中空部材を、内圧成形法で容易に、且つ均質な成形体として得る方法を提供することにある。
【解決手段】断面異形のFRP製中空部材を成形するに際し、(1)断面が円形のマンドレルにプリプレグを巻回し、その後マンドレルを引き抜いてプリプレグの中空部材を作成し、(2)該プリプレグの中空部材の中空部分に圧力バッグを挿入し、(3)該圧力バッグが挿入された中空部材を、中空部材の異形状に対応した形状を有する金型であって異形部に補充用のプリプレグを配置した金型内に設置し、(4)次いで、内圧成形法により成形することによって、均質な断面異形のFRP製中空部材が得られる。
(もっと読む)
多方向繊維強化熱可塑性樹脂板及びその製造法並びに製造システムと加圧成形装置
【課題】 この発明は、熱可塑性合成樹脂を含浸させた繊維強化板を製造することを目的としたものである。
【解決手段】 この発明は、強化繊維束を熱可塑性合成樹脂繊維で被覆した複合組紐又は複合撚紐を並列し、該並列繊維を縦方向、横方向、斜方向に積層して一体状の繊維シートとし、該繊維シートの単数シート又は複数シートを加熱、加圧して前記熱可塑性合成樹脂繊維を溶融し、強化繊維入りの板状に成形したことを特徴とする多方向繊維強化熱可塑性樹脂板により目的を達成した。
(もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
繊維強化複合材料成形用マンドレル
【課題】複合材料製非真直部材の成形を行うに際して、賦形工程を容易にできるとともに、賦形中に繊維の皺や不都合な折れ曲がりが生じにくく、寸法の安定性、変形容易性に優れるマンドレルを提供する。
【解決手段】長手方向の中間部にすくなくとも一つの表層が低弾性材料からなる変形部と高弾性材料からなる非変形部を有する繊維強化複合材料成形用マンドレルであって、25℃〜200℃の温度範囲内の特定温度以上に昇温することで変形部の形状変化によりマンドレル形状変化を引き起こし、形状変化後は5℃〜200℃の温度範囲内で温度を変化させてもその形状を維持することを特徴とする、繊維強化複合材料成形用マンドレル。
(もっと読む)
フレーム成形方法および制限型
本発明は、フレームを成形する方法に関する。少なくとも1つの平らな薄板状のエレメント(2,3,4,5,6)が内部に配置され、少なくともエレメントの端部を囲む限界鋳型(100)が準備される。少なくとも1つのエレメントを回転(40)させ、限界鋳型に導入された成形材料を少なくとも1つのエレメントの端部領域(7)に導いて固めさせ、少なくとも1つのエレメントを少なくとも部分的に完全に囲むフレームを製造する。 (もっと読む)
成形プロセスおよび製品
自動車部品を製造する成形プロセスにおいては、2つの金型のうち雌型部分(1)に、例えば、ステンレス鋼、スズ、ニッケル−スズ、銅、または亜鉛などの金属が溶射される。熱膨張補償層(3)が溶射された金型表面(1)に置かれ、樹脂含浸性の繊維材料層がそこに塗布される。得られた組立品は硬化され、それから金型の雌型部分から取り外される、もしくは、金型から取り外され、それから硬化される。合成部分の金属表面(2)は、例えば、研磨、コーティング、塗装、またはこれらの組合せなどのような更なる処理を施される。「ウインドー」は、金型部分の領域を金属で溶射されないままにしておくことによって製造される。このようにして、照明用パネル、アンテナ、または近接センサーが、完全に形成される。 (もっと読む)
1,061 - 1,080 / 1,168
[ Back to top ]