
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
1,141 - 1,160 / 1,168
改良された車両用床カバー及びその製造方法
床カバー及びその製造方法が提供される。車両用床カバーは、高分子材料のバリアー層と、そのバリアー層に接合される吸音下地層を備えている。バリアー層の露出面は、種々の美観的及び/又は機能的特徴を備えている。バリアー層は、種々の厚みを有している。厚い部分は、成形前に、バリアー材料の追加的な層を選択された部分に加えることによって形成される。 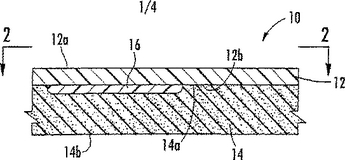 (もっと読む)
(もっと読む)
シート用パッドの製造方法

【課題】発泡成形後の脱型性を確保しながら、パッド縁部の裏面側への突出部に一体化される補強布に起因する成形不良を解消する。
【解決手段】パッド本体12とその裏面に一体化された補強布14とを備えるとともに、サイド部18の裏面側に突出部22を持ち、該突出部の内側壁面22aに沿って補強布の縁部14aが一体化されたシート用パッド10の製造方法において、上型44の壁面に補強布14を取り付ける際に、補強布の縁部14aを上型の凹部54の内側壁面54bと該凹部54の底面に設けたピン56との間に差し込んで保持させる。また、突出部22の付け根部22bに対応する補強布部分につまみ縫製により縫製部36を設けておいて、縫製部36の縫い代37をパッド本体12側に向けて当該縫製部36よりも外側の縁部14aを凹部54の内側壁面54bに沿わせるようにする。
(もっと読む)
高分子複合体の形成もしくは硬化方法
本発明によれば、加熱された蒸気の存在下、高分子複合体を形成もしくは硬化させる工程を含む、高分子複合体の形成もしくは硬化方法が提供される。 (もっと読む)
航空機用窓枠

航空機の外装シェル(5)に据え付けられる窓枠(1)は、各場合において、1つ以上の外側フランジ(2)と、1つの内側フランジと、これらのフランジに対して直角をなして該フランジの間に配置された1つの垂直フランジ(4)と、を備えており、繊維強化された合成樹脂から製造される。先ず、繊維材料からなる半完成部材を成形型に挿入して、その中に圧力及び温度下で樹脂を注入し、次に、このようにして作成した構成材を成形型の中で硬化させる。半完成部材は、ウェブ材料から作られる層構造、繊維束から作られる層構造、繊維束とウェブ材料との組み合わせから作られる層構造のいずれかをもつ。 (もっと読む)
窓枠の製造方法
航空機の外装シェルに据え付けられる窓枠、すなわち、1つ以上の外側フランジと、1つの内側フランジと、これら2つのフランジに対して直角をなしてこれら2つのフランジの間に配置された1つの垂直フランジと、を備えた窓枠の製造方法において、先ず、複数の、個々のサブストラクチャからなる半完成部材を作成する。次に、これを成形型に挿入して、その内部に圧力及び温度下で樹脂を注入する。このように連続的に作成した構成材は成形型内で硬化する。半完成部材は層構造をもち、それはウェブ材料、繊維束、あるいは繊維束とウェブ材料との組み合わせを含む。 (もっと読む)
車体用、特に車両ルーフ用の複合部材およびその製造方法
本発明は、繊維のない外板(12)と、その外板を支持するために外板の内側に堆積される繊維強化された支持層(16)とを有する、車体用、特に車両ルーフ用の複合部材に関する。本発明によれば、支持層(16)は外板(12)から離れて面する側において、支持層を強化するための繊維強化された強化層(18)を設けられ、この強化層は支持層よりも高い繊維濃度を有する。さらに本発明は、かかる複合部材を製造する方法に関する。 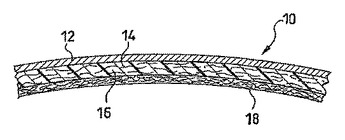 (もっと読む)
(もっと読む)
熱可塑性成形プロセス及び装置
方法は、熱可塑性材料を加熱して、繊維と配合するための溶融した熱可塑性材料を作ることを含む。溶融した熱可塑性材料を繊維と配合して、重量濃度の繊維を有する溶融した複合材料を作る。次いで、別々に制御された材料を供給する動的ダイを通して溶融した複合材料を押し出し、下部モールドの上に重力降下させる。下部モールドは、下部モールド及び上部モールドのモールドキャビティに合う所定量の溶融した複合材料を下部モールド上に堆積させるために、複合材料の流れを受け取りながら空間的及び時間的に移動させることができる。上部モールドを所定量の溶融した複合材料に押し付けて下部モールドの上に閉じ、物品を形成することができる。 (もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 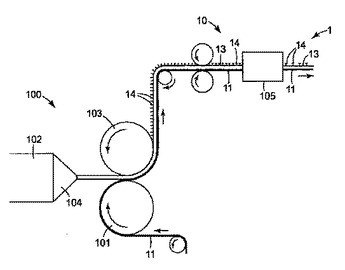 (もっと読む)
(もっと読む)
熱可塑性PBTプラスチック材料を形成するための環状オリゴマーの加工
本発明は、少なくとも一つの平面的な繊維組織体を有し、かつ、熱可塑性プラスチックマトリックスに含浸された、繊維ウェブに基づいて、繊維強化されたプレート材料を生産するための方法に関する。本発明は、ポリエステルの環状又は大環状オリゴマーを含む反応性出発物質を用いて、一つ又はそれ以上の繊維組織体が含浸又は被覆され、重合ポリエステルを含む表面層によって、一つ又はそれ以上の結合され、含浸され又は被覆された繊維組織体を含む繊維ウェブの片面又は両面を被覆することを特徴とする。前記表面層によって被覆された繊維ウェブは、加圧装置で加圧されてプレート材料を形成し、これにより、反応性出発物質は重合して繊維組織体を囲繞するプラスチックマトリックスになり、表面層に恒久的に結合される。  (もっと読む)
(もっと読む)
エラストマの当て板を用いて、複合構成材を処理するための装置および方法
エラストマの当て板(110)を用いて複合構成材を処理するための装置および方法が開示される。1つの実施例では、方法は、レイアップ心棒(104)の非平面の部分にプリプレグ材料(102)を形成するステップと、初期位置においてプリプレグ材料の上にエラストマの当て板(110)を与えるステップとを含み、その結果、エラストマの当て板(110)の第1の部分がレイアップ心棒(104)上のプリプレグ材料(102)に隣接し、かつ第1の部分に隣接するエラストマの当て板の第2の部分はプリプレグ材料から間隔を置いて配置される。次に、エラストマの当て板(110)とレイアップ心棒(104)との間に配される非平面の部分に隣接する空間内で圧力が減じられる。空間における圧力の低減と同時に、エラストマの当て板(110)は第2の位置まで延伸され、その結果、エラストマの当て板の第2の部分が、プリプレグ材料およびレイアップ心棒の少なくとも1つの近傍へ引寄せられる。  (もっと読む)
(もっと読む)
熱成形性吸音製品
相対的に高い流れ抵抗を有する吸音シート(7)と、その吸音シート(7)の一側に接合され、吸音シートよりも実質的に小さい流れ抵抗を有する多孔性流れ抵抗スペーサ材の層(10)から形成される熱成形吸音製品(6)である。この吸音製品(6)は、局部的に反応する吸音挙動と、2800〜8000Raylsの全空気流れ抵抗を有している。装飾層(9)を吸音シート(7)に貼り付けることもできる。  (もっと読む)
(もっと読む)
炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法
複合形成材料から複合部品を形成するツールに関し、そのツールはツール本体を具備し、そのツール本体は、少なくとも部分的に炭素発泡体を備え、炭素発泡体の表面はツール面を備えることができ、またはツール面の材料を支持する。本発明のツールは、複合部品の製造に使用される従来のツール、特に炭素複合体の製造に使用される従来のツールよりも、製造および/または使用するのに、軽く、かつ耐久性が高く、しかも安価であり得る。加えて、このようなツールは、再使用と修理が可能であり得るうえに、通常のツールより容易に改変可能であり得る。 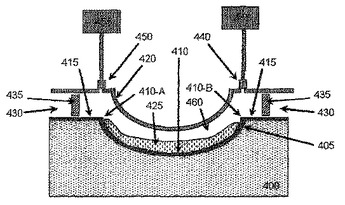 (もっと読む)
(もっと読む)
主基材に対する装飾製品のインモールドラミネーション
露出前面、背面、シェルの背面に形成され接着された発泡層、及び前面及び背面を有するアップリケを有している好ましくは可撓性を有するプラスチック材料のシェルを含んでいる装飾トリムパネルに関する。アップリケは、外側シェルの露出前面の一部の形状を引き立たせるように形成される。そして、アップリケは、スキンの背面と前面との間に接着層をさらに含んでいる。接着剤は、アップリケをシェルに接着する発泡層を形成している間に活性化される。対応する装飾トリムパネルの製造方法についても開示されている。 (もっと読む)
人工関節の製造方法
本出願は、少なくとも一部分がポリエチレンからなる少なくとも一つの負荷表面を有する人工関節の製造方法であって、延伸ゲル紡糸ポリエチレン繊維からなる織布の一層以上を、圧力少なくとも0.05MPaおよび温度120〜165℃で、かつ一般的な温度および圧力におけるポリエチレンの結晶融点未満で、マトリックス材の存在なしに、プラグを用いて中空型部分の所望形状に圧縮する工程を含み、少なくとも、負荷表面上にある層中の織布は、力価1000デニール以下を有する繊維少なくとも90質量%を含む方法、およびしわなし表面を有する人工関節に関する。 (もっと読む)
樹脂が注入された透明な外皮パネルおよびその製造方法
複数の金属板(26)を有し、移動プラットフォームにおいて用いられる透明な外皮パネルを提供する。繊維強化樹脂(36)は複数の金属板(26)を少なくとも部分的に囲む。繊維強化樹脂(36)は透明である。複数の金属板(26)の各々の内部に切欠き(32)が形成され、製造プロセス中に透明樹脂(36)が充填される。この切欠き(32)は透明な外皮パネル(10)における窓(16)に対応する。こうして、透明な外皮パネルにより、従来より航空機に採用され、このために航空機上で用いられる窓の大きさを制限してきた嵩高くて重いフレーム構造の必要性がなくなる。したがって、この発明は、このような窓に伴う重量またはコストの増大を引起すことなく、より大きな窓を航空機に組込むことを可能にする。 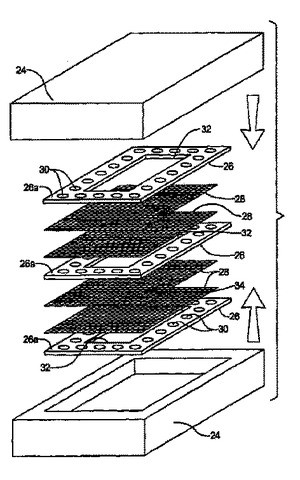 (もっと読む)
(もっと読む)
改良構造用サンドイッチ板
【課題】 銃弾及び/又は爆風耐性を改善するため、少なくとも1つの中間層を有する構造用サンドイッチ板を提供する。
【解決手段】この中間層は中実又は有孔金属プレート、金属メッシュ、硬質セラミック又は高張力繊維であってもよい。この中間層は波形のものであってもよい。
(もっと読む)
改良されたガラスマット熱可塑性複合材
【課題】本発明は、加熱成形又は圧縮成形された時、樹脂の濃度が高いクラスAの表面を持つ複合材を形成する繊維強化された積層材料の組成物に係わる。
【解決手段】この積層材料は、開始剤と触媒を含む熱可塑性樹脂の層と、ガラスマットと、オリゴマー、モノマー及び熱可塑性樹脂の低粘性混合物である重合可能な成分の内層と、第2のガラスマットと、開始剤と触媒を含む熱可塑性樹脂の別の層とを有する。加熱成形又は圧縮成形された時、熱と圧力の組合せが、低粘性の重合可能な成分を、浸透性ガラスマットを通って表面に向かって移動させる。開始剤と触媒は、この重合可能な成分を重合させ、樹脂の濃度が高いクラスAの表面を形成させる。熱可塑性樹脂は強化繊維に完全に浸透し、補強ガラス繊維と熱可塑性樹脂のほぼ均一な混合物から成るコアを有する複合材を形成する。
(もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形
【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
フォーム積層体製品及びその製造方法
一対の対向する主表面及び各主表面に対し確保されたカバー層を包含する積層体製品が記載されている。カバー層は本質的にファイバーグラスを含まず、内に配置した複数の多孔性材料層を有する重合体基質を包含する。積層体製品における強化材料としてファイバーグラス(及びASTMD5034に従って測定したときに約0.5GPa以上の引張りモジュラスを有する他のシート材料)の使用はファイバーグラスの代りに多孔性材料層を用いることによって避けることができる。本発明の好ましい態様では、多孔性材料層はファイバーグラスマットより小さい引張りモジュラスを有するが極めて高い強度特性を有するフォーム積層体製品を製造するために用い得る。 (もっと読む)
1,141 - 1,160 / 1,168
[ Back to top ]