
Fターム[4F204AE10]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 機能物品 (420) | その他の機能 (99)
Fターム[4F204AE10]に分類される特許
1 - 20 / 99
放熱構造体
車両用アンダーカバー及びその製造方法
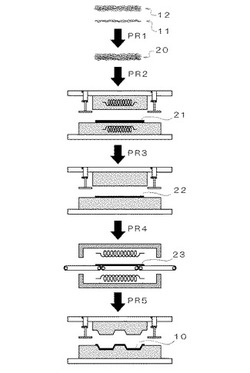
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
型、型の製造方法、および、型を用いた反射防止フィルムの製造方法

【課題】複数の凸部を有し光の反射を防止し得る反射防止フィルムの作製に用いられる型を簡便に製造することができる製造方法を提供する。
【解決手段】型の製法方法は、陽極酸化処理により、金属製基板30の表面30aに複数の孔36を形成する工程と、化学蒸着法または物理蒸着法により、少なくとも隣り合う二つの孔の間に位置する金属製基板の表面に、皮膜40を形成する工程と、を備える。反射防止フィルム10の凸部15を形成するための凹部25が、孔36および皮膜40によって画成される。
(もっと読む)
樹脂注型品およびその製造方法
【課題】エポキシ樹脂で注型された絶縁層と埋め込まれる電気部材との接着性を向上させる。
【解決手段】注型樹脂で注型された主絶縁層11と、主絶縁層11に埋め込まれとともに、サンドブラスト処理を施した真空バルブ1の封着金具2、3の周りに設けられる金属キャップ4、7のような電気部材と、この金属キャップ4、7のサンドブラスト処理面に設けられるとともに、主絶縁層11よりも熱変形温度の低い絶縁塗料で設けられた絶縁被膜6、10とを備えたことを特徴とする。
(もっと読む)
ポリカーボネート樹脂組成物および成形品
【課題】 線膨張係数が小さく、高い成形性を有するポリカーボネート樹脂組成物およびその成形品を提供する。
【解決手段】 ポリカーボネート樹脂と、一次粒子の個数平均粒子径が0.5nm以上30nm以下のシリカ微粒子を含有し、前記シリカ微粒子の含有量が前記ポリカーボネート樹脂と前記シリカ微粒子の合計に対して40vol%以上80vol%以下であるポリカーボネート樹脂組成物を成形してなる成形品であり、前記成形品の20℃から60℃の範囲の線膨張係数が20×10−6/℃以下(但し、負の線膨張係数を含む。)であることを特徴とする成形品。
(もっと読む)
ソフトコンタクトレンズ製造用シロキサンモノマー
【課題】長期間連続装用を可能にする含水ソフトコンタクトレンズ、そのための新規な共重合体、及び鋳型中で該共重合体を得るための方法を提供する。
【解決手段】表面の接触角が水中気泡法で10〜30°かつ空気中での液滴法で40〜83°の範囲にあり、酸素透過係数(Dk値)が30以上で含水率が5%以上である含水ソフトコンタクトレンズ、親水性シロキサンモノマーと親水性モノマーとを重合してなる含水ソフトコンタクトレンズ用共重合体、及び含水ソフトコンタクトレンズを、ポリアミド、ポリエチレン、ポリエチレンテレフタレート及びエチレンビニルアルコールから選ばれた1種の樹脂から形成された鋳型中で形成する方法。
(もっと読む)
フィルター成形体の製造方法
【課題】加熱時間を短縮できるとともにバインダーの種類に制限が少なく、製造コストを低減させることができるフィルター成形体の製造方法を提供する。
【解決手段】吸着材料と熱溶融性バインダーとを含む混合物を型モジュール1内に充填する第一工程と、型モジュール1内で加熱して熱溶融性バインダーを溶融する第二工程と、上記混合物を型モジュール1から離型する第三工程とからなるフィルター成形体の製造方法であって、上記第二工程では、マイクロ波を照射して上記混合物を加熱することを特徴とする。
(もっと読む)
難燃性樹脂組成物、その製造方法およびその成形方法
【課題】環境樹脂に非ハロゲン系の難燃剤を付与して、電化製品の外装体を提供する。
【解決手段】ポリ乳酸または乳酸共重合体を55wt%以上含む樹脂成分と、難燃性を付与する難燃性付与成分とを含む難燃性樹脂組成物を射出成形法または圧縮成形法により成形する電化製品の外装体の製造方法において、前記難燃性付与成分を、接触分解触媒の1つであって、酸化ケイ素と酸化マグネシウムとの複合酸化物、または両者が結合して成るシリカ−マグネシア触媒とし、前記難燃性樹脂組成物において前記難燃性付与成分の占める割合を0.5wt%〜40wt%とする。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 放熱性に優れたウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームの樹脂骨格と、該樹脂骨格中に含有され、互いに連接して配向している磁性体粒子と、非磁性体からなり、少なくとも一部が該樹脂骨格の表面に露出している熱伝導性粒子と、を有する。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、オイルと、磁性体粒子と、熱伝導性粒子と、を含む原料を、発泡型のキャビティ内に注入する原料注型工程と、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
熱伝導シートおよびその製造方法
【課題】柔軟性を有し、かつ、高い熱伝導率を有する熱伝導シートおよびその製造方法を提供すること。
【解決手段】塩素化ポリエチレン100質量部に対し、平均粒径15〜600μmのグラファイトを400〜730質量部配合した組成物を圧延ロール成形した、厚さ0.1〜2.0mmの熱伝導シートによる。該熱伝導シートは、上記組成物を混練した後、厚さ0.1〜2.0mmに圧延ロール成形される。また、前記製造方法で厚さ0.1〜0.5mmに成形した薄層シートを複数枚重ねて熱プレス成形または圧延ロール成形して、厚さ0.5〜2.0mmのシートとしてもよい。
(もっと読む)
電子写真現像部材及びその製造方法
【課題】弾性層と表面層の接着力が強く、高速で長時間に亘って反復使用しても、表面層の剥離が生じにくい、耐久性に優れる電子写真現像部材を提供し、この電子写真現像部材を容易に効率よく製造することができる製造方法を提供する。
【解決手段】軸芯体1aと、軸芯体の周囲に設けられるゴム成分を含む弾性層1bと、弾性層上に樹脂成分を含む表面層1cとを有する電子写真現像部材である。弾性層は、内部に中空部を形成するシェル部に、表面に開口し、開口と中空部とを連通する細孔を有する中空粒子を表面領域に偏在して含有し、中空粒子は表面層を構成する樹脂成分を保持している。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法及び取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。挿入穴12は、第1の側面11a、第2の側面11b、第3の側面11c及び第4の側面11dによって囲まれた方形断面形状となっている。係合部15は、第1〜第4の側面11a〜11dのうち少なくとも1個の側面をクリップ本体11の外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法及び取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の筒軸心線方向の一端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面の一部が粗面となっている。
(もっと読む)
繊維強化熱可塑性樹脂成形体
【課題】均一な物性を有し、短時間で効率よく優れた量産性をもって成形できるリブ付き繊維強化熱可塑性樹脂成形体を提供する。
【解決手段】強化繊維15〜80重量%と熱可塑性樹脂20〜85重量%からなる成形体であって、該強化繊維が単繊維状に分散されており、かつ該強化繊維の重量平均繊維長(Lw)が0.5〜10mmの範囲にあり、該強化繊維の配向パラメータ(fp)が−0.25〜0.25の範囲にある繊維強化熱可塑性樹脂成形体からなり、少なくとも成形体の一面上に該面に沿う方向に延びるリブを有し、該リブの高さhが0.5〜120mmの範囲にあることを特徴とする繊維強化熱可塑性樹脂成形体。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の周方向の向きを容易に且つ精度良く所定の向きとして発泡成形体成形用金型のクリップ固定用突起に取り付けることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ本体11の筒軸心線と垂直な断面において、挿入穴12の内周面は、該挿入穴12の弦方向に延在した平坦部12aと、クリップ本体11の外周側に凸に湾曲した湾曲部12bとを有している。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、取付構造とを提供する。
【解決手段】クリップ10は、被取付部材に設けられたクリップ係止用突起が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起が係合する係合部15とを備えている。クリップ本体11の先端側に、該クリップ本体11の外周面から放射方向に張り出すアンカー部13が設けられている。クリップ10は、少なくともクリップ本体11の先端側及びアンカー部13が発泡成形体に埋設されるようにして該発泡成形体と一体化される。クリップ本体11又はアンカー部13には、発泡成形体の発泡成形時に該発泡成形体の発泡成形材料が該アンカー部13を乗り越えるよりもクリップ本体11の先端側から外周側へ流動し易い易流動部が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。貫通孔16の周縁部に沿って、クリップ本体11の外周面から該クリップ本体11の外方へ張り出した張出部17が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の先端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面に、複数個の突起部17が設けられている。
(もっと読む)
1 - 20 / 99
[ Back to top ]