
Fターム[4F204AF10]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 表面の性状、外観に特徴ある成形品 (549) | 多色(異色)模様(←印刷) (20)
Fターム[4F204AF10]に分類される特許
1 - 20 / 20
両面コート成形品の製造方法
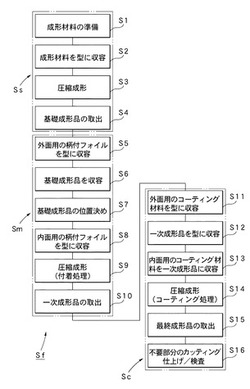
【課題】 製造時間の短縮による量産性向上を図り、かつ電力消費の低減による省エネルギ性向上に寄与するとともに、製造設備全体のコストダウン及びサイズダウンを図る。
【解決手段】 金型2に成形材料Rfを収容し、圧縮成形により一次成形品Mfを成形する一次成形工程(Sf)と、一次成形品Mfを金型2から取出した後、金型2にコーティング材料Rcを収容し、次いで、コーティング材料Rcの上に一次成形品Mfを再収容し、次いで、この一次成形品Mfの上にコーティング材料Rcを収容し、圧縮成形によりコーティング処理を行うことにより両面コート成形品Mを得るコーティング処理工程(Sc)と、を備える。
(もっと読む)
成形品の製造方法及びこの製造方法で得られるボタン

【課題】ユリア樹脂成形材料やメラミン樹脂成形材料を用いて装飾性に富んだ成形品を容易かつ安価に製造することができる成形品の製造方法及びこの製造方法によって得られるボタンを提供する。
【解決手段】粒状ユリア樹脂成形材料及び粒状メラミン樹脂成形材料から選ばれた少なくともいずれかの1種の粒状成形材料の少なくとも表面に、顔料を溶剤で溶解させた着色液を少なくともその表面層に含浸させて得られた粒状着色成形材料1aを成形金型2,3に必要量供給し、加熱圧縮成形する。
(もっと読む)
浴室用洗い場床
【課題】模様に方向性や規則性がある場合に、床パン本体の模様と排水口カバーの模様とがずれてデザイン性が損なわれることのないようにする。
【解決手段】排水口カバー側の模様シート60の少なくとも1辺には、他辺と異なる形状に形成され、当該模様シート60を成形型70内の所定の向きにセットする際の方向決めの指標を構成する方向規定部61が設けられている。これに対し、方向規定部61と対応する排水口カバーの辺のみに、当該排水口カバーを着脱するための取っ手用切り欠き部が形成されていることが好ましい。この場合、方向規定部および取っ手切り欠き部は同形状であることがさらに好ましい。
(もっと読む)
多孔質合成樹脂製成形体の製造方法
【課題】生産性に富んだ、浸透印面などに用いて好ましい多孔質合成樹脂製成形体の製造方法を提供する。
【解決手段】基材である熱可塑性樹脂組成物に、水溶性化合物からなる粒状多孔形成体と、多価アルコールからなる多孔形成助剤と、有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、140〜170℃×4〜10分の熱プレス成形を行って架橋反応と印面の成形加工とを同時に進行させて成形物を得る架橋成形工程ST2と、前記架橋成形工程で得られた成形物から前記粒状多孔成形体を抽出して多孔質成形体を得る抽出工程ST3と、前記抽出工程で得られた多孔質成形体を乾燥させる乾燥工程ST4と、を備える。
(もっと読む)
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
合成樹脂成形品及びその製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品であっても、深み感や立体感を現出することができて意匠性を高めることができ、しかも、この成形品の強度を向上させることができる合成樹脂成形品及びその製造方法を提供する。
【解決手段】 本発明の合成樹脂成形品は、第1の合成樹脂組成物71よりなり透明性又は半透明性を有する表面層73と、第2の合成樹脂組成物72よりなる裏面層74と、表面層73と裏面層74との界面に設けられて表面層73及び裏面層74と一体となった界面層シート6とを備えている。前記界面層シート6に、表面層73側が突出し且つその裏側が凹んだ凸曲部61又は表面層73側が凹み且つその裏側が突出する凹曲部62が設けられた。
(もっと読む)
多色成形方法及び多色成形品
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
繊維製品の成型方法
【課題】本発明は、いずれの模様及び色彩を形成することができる繊維製品の成型方法を提供する。
【解決手段】本発明に係る繊維製品の成型方法は、上表面に転写層が形成されている薄膜を提供するステップと、複数層の繊維を交差配列させながら積み重ねるステップと、交差配列させながら積み重ねた繊維及び薄膜を熱圧金型内に置いて、且つ前記薄膜を前記繊維層の表面に貼り付かせるステップと、熱圧成型するステップと、冷却してから型開けることにより薄膜の転写層を繊維製品の表面に附着させるステップと、を備える。本発明に係る繊維製品の成型方法は、転写層が設けられた薄膜を繊維に貼り合わせて、前記転写層を前記繊維に附着させて、いずれの模様及び色彩を有する繊維製品を形成することができる。
(もっと読む)
両面加飾熱硬化性樹脂成形品の製造方法及び装置
【課題】色の異なる熱硬化性樹脂材料の2色成形品の内側及び外側の両面に絵付け及び/又はコーティングを施した美麗な熱硬化性樹脂成形品を一連の工程で連続的に製造する方法及び装置の提供。
【解決手段】(i)一つの凸金型及び二つの凹金型又は(ii)二つの凸金型及び一つの凹金型からなる1組の金型を用いて異なる色の成形材料を用いて内側と外側の色が異なる成形品であって、その両面に絵付又は/及びコーティングを施した熱硬化性樹脂成形品を、先ず成形品の内側もしくは外側を成形し、次に第二の凸又は凹金型をスライド又は回転移動させて成形品の外側もしくは内側を成形して、一連の成形工程で連続的に製造する方法並びに装置を開示する。
(もっと読む)
積層体を製造するための方法
本発明は、木材または木材材料から成るプレート状中心部と、中心部の少なくとも片面にある装飾層と、装飾層の上にある、アミノプラストから成る被覆層とを有する装飾模様付き積層体を製造するための方法であって、装飾層を取り付けるステップと、装飾層上に被覆層を形成するために、アミノプラスト前駆物質の水溶液から層を塗布するステップと、被覆層を少なくとも部分的に乾燥させるステップと、前記アミノプラストを加圧および加熱下で硬化させるステップとを含み、最終的な被覆層を形成するために、まず前記アミノプラスト前駆物質の溶液の一部を塗布し、そのようにして生成された部分層を乾燥させ、このステップを少なくとも2回繰り返す方法に関する。 (もっと読む)
建材の製造方法
【課題】質感の高い建材を得ることができる建材の製造方法を提供する。
【解決手段】異なる色に着色された複数種の樹脂材料1、2を成形型3に別々にセットした後、これら樹脂材料1、2を成形型3でプレス成形して一体化する建材Aの製造方法に関する。上記複数種の樹脂材料1、2の色差が2〜8である。
(もっと読む)
視覚障害者誘導用床タイルの製造方法
【課題】突起と突起以外のベースタイル表面との色相、明度、彩度、蓄光性の有無などを自由に変えて変化に富んだ誘導用床タイルを得ることができる製造方法を提供する。
【解決手段】下金型6の凹部6aに熱可塑性樹脂製のブロック体1を嵌め込み、その上に熱可塑性樹脂製のベースタイル5を重ねて上金型7と下金型6で加熱プレスする製造方法とする。加熱プレスによって熱可塑性樹脂製のブロック体1と熱可塑性樹脂製のベースタイル5が融着一体化して、ブロック体1よりなる突起をタイル表面に備えた誘導用床タイルT1が得られる。その場合、ブロック体1とベースタイル5が色相、明度、彩度の少なくとも一点で異なるようにすると、変化に富んだ誘導用床タイルT1が得られる。
(もっと読む)
加飾シート
【課題】 本発明は、外部離型剤を使用することなく、成形品の型離れ、毛羽立ち等の問題が生じず、成形品表面の親水性を破壊しない加飾シートを提供することを目的とする。
【解決手段】 本発明は、界面活性剤を含有し、浴室ユニット成形品の表面を加飾する加飾シートである。また、シートがDAP樹脂成形シートである加飾シートである。
(もっと読む)
カラー印刷された車両用内張り
車両の室内部品を製造する方法は、昇華染料(7)によって予め印刷されている紙またはフィルム(5)を使用する。この紙またはフィルム(5)は、構造部品(2)の上に配置された通気性の表面布(3)の表面に配置されて、集合体(1)を形成する。第1の工程において、この集合体を2枚の平板の間で所与の転写時間のあいだ加圧下で加熱して、像を紙またはフィルム(5)から表面布(3)へ転写させる。ついで、紙またはフィルム(5)は表面布(3)から取り除かれる。第2の工程において、残った集合体は冷間成型具において成型され、車両の室内部品に最終的な形状および欠陥のない視覚的態様を与える。本発明の車両部品は、250〜3000Nms-3の通気抵抗を示す。  (もっと読む)
(もっと読む)
無機質系発泡体を基材とする建材などの構造材
【課題】無機質系充填材を主材とする発泡体を基材とし、その表面に金属溶射による金属被覆屠を形成することにより、非燃性、軽量、非吸水性(独立気泡)、断熱性、耐久度にすぐれ、金属性の美麗な外観と強度を有する建材などの構造材を提供する。
【解決手段】無機質系充填材を主材とした発泡体を基材とし、その表面に金属溶射による金属被覆層を形成したことを特徴とする建材などの構造材として、非燃性、軽量、非吸水性(独立気泡)、断熱性、耐久度にすぐれ、金属性の美麗な外観と、強度を有する建材などの構造材とする。
(もっと読む)
意匠柄入りFRP成形品
【課題】 表面に凹凸を有するFRP成形品において、模様が途切れることなく美麗な印刷層を有する意匠柄入りFRP成形品を提供する。
【解決手段】 表面に凹凸を有するFRP成形品の表面に、プライマーからなる接着層、意匠柄を提供するインクジェット印刷層及び樹脂層を順に積層してなる意匠柄入りFRP成形品であって、樹脂層は、透明または半透明な材料からなり、接着層の積層の前にFRP成形品表面に紫外線を照射しておくことが好ましい。
(もっと読む)
柄入り樹脂板及びその製造方法
【課題】立体感に富むカラフルな種々の図柄、模様を備えた、短納期で多品種少量生産の可能な柄入り樹脂板と、その製造方法を提供する。
【解決手段】樹脂板の内部に昇華性染料が浸透した柄層2を有する柄入り樹脂板Pであって、上記柄層2は互いに異なる色領域21,22が隣接し、その境界部分23が昇華性染料の熱拡散により混色して、隣接する色領域21,22よりも暗色となっている柄入り樹脂板Pとする。暗色の境界部分23が陰影のように見えて立体感に富むカラフルな柄が発現する。製造方法は、昇華性染料が浸透した互いに異なる色領域が隣接する柄層を樹脂シートの片面側に備えた柄シートと、樹脂プレートとを積層して熱圧着する際に、柄層の互いに異なる色領域の境界部分で昇華性染料を熱拡散させて混色させるようにする。
(もっと読む)
1 - 20 / 20
[ Back to top ]