
Fターム[4F204AH46]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 建築設備 (430)
Fターム[4F204AH46]の下位に属するFターム
構造材料、外装(←柱、梁、コンクリート、補強筋) (66)
内装(←天井、床、壁、間仕切) (110)
設備(←バスユニット、便槽、浄化槽) (127)
Fターム[4F204AH46]に分類される特許
41 - 60 / 127
プレス成形装置
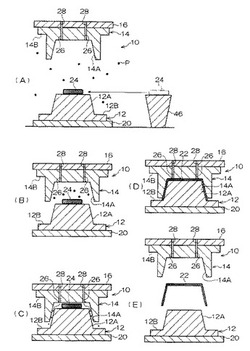
【課題】空気中に浮遊する異物の混入を防止することで、成形品の外観不良を低減するプレス成形装置を得ることを課題とする。
【解決手段】上部金型14を下降させて、凹型部14AがSMC24に接触する前に、上部金型14と下部金型12の間に、空気孔26から空気を噴射させる。これにより、上部金型14と下部金型12の間には、内側から外側へ向かって気流が発生する。したがって、上部金型14と下部金型12の間の浮遊物質Pが、上部金型14と下部金型12の外側に吹き飛ばされるので、SMC24がプレスされる際に、浮遊物質PがSMC24に付着することがないので、FRP成形品22に外観不良が発生するのを防止できる。
(もっと読む)
サンドイッチパネル製造方法

【課題】帯状サンドイッチパネルを製造するに際して、厚み寸法をできるだけ均一にして材料の無駄を抑制可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、帯状の下面材2の幅方向両端部の上に、下面材2の搬送方向に沿って棒状の軟質フォーム20を連続的に供給する工程と、軟質フォーム20が供給されている状態で、搬送される帯状の下面材2の上に発泡性樹脂芯材の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有する。
(もっと読む)
繊維強化熱可塑性プラスチック用多軸基材および成形体
【課題】組成変動なしに、機械的強度に優れた成形体を簡便に製造可能で、しかも基材自体の製造も簡便な繊維強化プラスチック用多軸基材を提供すること。機械的強度に優れ、しかも製造が簡便な繊維強化プラスチック成形体を提供すること。
【解決手段】強化繊維を引き揃えた強化繊維層(1a、1b)と熱可塑性樹脂繊維からなる不織布層(2a、2b、2c)とが交互に積層され、最上層(2a)および最下層(2c)が熱可塑性樹脂繊維不織布層である繊維強化熱可塑性プラスチック用多軸基材であって、強化繊維層を2層以上有し、ステッチ糸3により編成されている多軸基材、および該多軸基材を加熱・加圧成形してなる成形体。
(もっと読む)
樹脂トランスファー成形法及び複合材料
【課題】下型に敷設した繊維強化材上に上型を重ねた後、キャビティ内を減圧しながら、樹脂を上型と下型が形成するキャビティ内に注入して繊維強化材に含浸させ、次いで硬化させる樹脂トランスファー成型法において、硬化後に未含浸部やボイド等のない厚さの均一な成型品が得られる樹脂トランスファー成型法を提供することにある。
【解決手段】キャビティ内に180度C以上で溶融させたマトリックス樹脂である熱硬化性イミドオリゴマー樹脂を、繊維強化材に含浸して樹脂注入圧力が上昇しだすまでは、60cc/分以上250cc/分以下の速度で注入する。
(もっと読む)
サンドイッチパネル製造方法及びサンドイッチパネル製造設備
【課題】特に厚みの厚いサンドイッチパネルであっても幅方向の厚さができるだけ均一な状態で製造可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、下面材供給装置から供給された帯状の下面材2上に、発泡性樹脂芯材の発泡原液組成物を供給する工程と、発泡原液組成物が供給された上面に対して上面材供給装置からニップローラ13を介して上面材1を供給する工程と、ニップローラ13の位置を通過した上面材1に対して上方からフリーローラ21,22による押圧力を付与する工程と、を有する。
(もっと読む)
断熱樹脂注入機及び注入ノズル及びノズル連結具
【課題】断熱樹脂の詰り難い注入ノズル及びこの注入ノズルを備えた断熱樹脂注入機及び注入ノズルを断熱樹脂注入機本体に取り付けるのに用いる注入ノズル連結具を提供する。
【解決手段】ミキシングヘッドの二液を混合する撹拌ロータを収容するケース2の二液の混合液の吐出口2d1に近接する位置に根本がケースに固定されるつば4bと、ケースの吐出口から流出する混合二液を受け入れる受け入れ口から排出口までの混合液の通路を構成し、つばと一体又は一体的なパイプ5とを設け、少なくともパイプを合成樹脂とした。
(もっと読む)
強化プラスチック製サンドイッチ材の製造方法
【課題】真空注入成形法による、強化プラスチック製サンドイッチ材の製造方法において、樹脂の未含浸の無い、安定な品質を呈し、軽量で低コスト化の図れる改良法を提供する。
【解決手段】前記改良法は、通液性の芯部の両面に通液性補強材を配設してなる被含浸物2に、真空注入成形法によって液状の熱硬化性樹脂を含浸させたのち、硬化させるものである。通液性の芯部としては、樹脂発泡体、貫通穴を開設したシート状体、粒状体を充填した通液性のシート状体が好ましい。通液性補強材としては、不織布、短繊維積層マット状物や長繊維からなるシート状物、布帛、織物、編物のような繊維基材が好ましい。
(もっと読む)
繊維強化樹脂の製造方法
【課題】
シート状樹脂材料が表面に配置された場合であってもシート状樹脂材料の配置に要する時間が短いながら、液状樹脂を加圧注入することで液状樹脂の含浸時間を短縮するとともに、液状樹脂がシート状樹脂材料と成形型の間や成形型外へ漏れ出すことのない繊維強化樹脂の製造方法を提供する。
【解決手段】
成形型のキャビティ内に配置した強化繊維基材に、該キャビティの外周の少なくとも一部と連通する溝状の注入ランナーから、該キャビティを挟んで注入ランナーと対向する位置に形成された排出口へ向かって液状樹脂を注入することで、キャビティ内の強化繊維基材に液状樹脂を含浸させ、次いで液状樹脂を硬化させる繊維強化樹脂の製造方法において、シート状樹脂材料をキャビティ内で強化繊維基材の少なくとも一方の面を覆い、かつ、注入ランナーを横断する方向の少なくとも一部分で注入ランナーの形状に沿うようにキャビティから延在して配置することを特徴とする繊維強化樹脂の製造方法。
(もっと読む)
建材の製造方法
【課題】質感の高い建材を得ることができる建材の製造方法を提供する。
【解決手段】異なる色に着色された複数種の樹脂材料1、2を成形型3に別々にセットした後、これら樹脂材料1、2を成形型3でプレス成形して一体化する建材Aの製造方法に関する。上記複数種の樹脂材料1、2の色差が2〜8である。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法
【課題】スペーサーと面材との接触部においてスペーサーの形が浮きでて外観不良が発生するという問題や、該非接着部を起点とする面材と硬質ポリウレタンフォームの接着剥離が発生するという問題のない硬質ポリウレタンフォームパネルの製造方法を提供する。
【解決手段】両面の面材14、15と面材の間に配設された枠材12により形成される成形空間16に、枠材12に形成された注入孔18より、ミキシングヘッドに設けられた注入ノズルから発泡原液組成物を注入して発泡硬化させてサンドイッチパネルとする硬質ポリウレタンフォームパネルの製造方法であって、面材14、15は金属板又は樹脂板であり、2枚の面材の間に、上下の面材に接触する接触凸部31、32を有し、接触凸部の断面積が先端ほど小さく形成されているスペーサー20を少なくとも1個配設する製造方法とする。
(もっと読む)
繊維強化樹脂複合材料の製造方法
【課題】製造が効率的であるとともに、表面に焦げなどができず、表面品位に優れ、高強度かつ衝撃吸収性に優れる、繊維強化樹脂複合材料の製造方法を提供する。
【解決手段】補強用繊維と樹脂とからなる繊維強化樹脂複合材料において、補強用繊維に樹脂を含浸させて一体化させる際の加熱手段として、高周波誘導加熱装置を用いることを特徴とする繊維強化樹脂複合材料の製造方法。
(もっと読む)
繊維強化複合材料の製造方法
【課題】連続した強化繊維を含む場合においても、良好な賦形状態となる繊維強化複合材料の製造方法を提供する。
【解決手段】未硬化の熱硬化性マトリックス樹脂(A)を連続した強化繊維束(B)に含浸させたプリプレグ(I)、および熱可塑性樹脂(C)からなるシート状基材(II)を用い、少なくともシート状基材(II)がプリプレグ(I)の少なくとも1つの層間に存在するように積層して積層基材(III)を作製する工程、所定の温度でプレス成形用の上下金型内に積層基材(III)を配置する工程、上下金型を型締めして所望の形状に成形硬化する工程を経て複合材料を得る複合材料の製造方法。
(もっと読む)
人造大理石およびその製造方法
【課題】十分な製品強度を有すると共に、十分な断熱機能も有する人造大理石およびその製造方法を提供する。
【解決手段】金型1内にSMCまたはBMCを配置して圧縮成形し、その後、この金型1内に注入空間部10を設けた状態で金型1内に得られたSMCまたはBMCの成形品を配置し、発泡体樹脂組成物を注入空間部10へ注入して注型成形を行い、発泡体樹脂層とSMCまたはBMCの成形品とが一体化された積層体を得る。その後、この金型1内に注入空間部10を設けた状態で金型1内にこの積層体を配置し、人造大理石樹脂組成物を注入空間部10へ注入して注型成形を行い、人造大理石成形品と、SMCまたはBMCの成形品と、発泡体樹脂層とが一体に積層された人造大理石を得る。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部を転写して、かかる溝状凹部に対応する凸部がキャビティ面に設けられた成形キャビティを有する成形用型を形成した後、この成形用型を用いて、成形用型の成形キャビティ内に所定の溶融樹脂材料を充填し、固化することにより、成形キャビティのキャビティ面の凸部に対応した凹部22を、前記微細な溝状凹部と同様な形状をもって表面に形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】ヒケのない外観良好な熱可塑性樹脂成形品を製造する方法を提供する。
【解決手段】下記の工程により、熱可塑性樹脂発泡シートの一部に機能性部材が融着されてなる熱可塑性樹脂成形品を製造する方法。(1)成形型Aと成形型Bとの間に、予め賦形した熱可塑性樹脂発泡シートを供給する工程(2)成形型Aと成形型Bの金型クリアランスが前記熱可塑性樹脂発泡シートの厚み以下となるまで型締めし、冷却する工程(3)前記凹部に通ずるように成形型A内に設けられた樹脂通路を通じて、溶融状熱可塑性樹脂を樹脂圧力(P1)で該凹部に供給する工程(4)凹部に供給する溶融状熱可塑性樹脂の樹脂圧力を、前記樹脂圧力(P1)の2倍以上まで増加させる工程(5)溶融状熱可塑性樹脂の供給を停止し、型開きして熱可塑性樹脂成形品を取り出す工程
(もっと読む)
無機発泡成形材の製造方法
【課題】 シロキサン及びシラノール塩多分子量溶液若しくはそのゲル状物より、耐火不燃性と軽量性並びに優れた断熱性を保持する無機発泡成形材を均等な性能と簡便且安価に製造する製造方法を提供する。
【解決手段】 シロキサン及びシラノール塩多分子量溶液若しくはそのゲル状物を200乃至600℃で加熱し4乃至30倍の発泡倍率の加熱発泡状物となしたうえ、100乃至200℃の加熱雰囲気中で、テトラフロロエチレンからなる成形トレー内に収納堆積のうえ加圧蓋で実質的に発泡倍率を2乃至15倍に加圧圧縮して所要の寸法形状の無機発泡成形材に成形のうえ、徐冷し脱離のうえ型抜きをする。
(もっと読む)
無機発泡成形物の製造方法
【課題】 シロキサン及びシラノール塩多分子量溶液を用い、微細で膨大数の連続気泡構造と酸化珪素態の無機発泡成形物を均質で且高い生産性で製造しえる製造方法の提供。
【解決手段】 所要の寸法形状で金属素材からなり、その内面に剥離層が設けられ且加熱手段を有し而も上下に可動な成形雄型と、金属素材からなりその内面に剥離層が設けられ且加熱手段を有し、而も成形雄型の四側面及び底面に所要寸法形状の成形間隙を形成し密閉できる連結形成及び分割解離可能な成形雌型と、使用素材に水分率が30重量%以下のシロキサン及びシラノール塩多分子量ゲル状物を用いる製造方法。
(もっと読む)
立体成型品及びその製造方法並びにその用途
本発明は、硬化性シリコーン組成物の架橋物からなる立体成型品であって、前記硬化性シリコーン組成物の少なくとも一部を前記架橋物の誘電率よりも大きい誘電率を有し、前記架橋物に対して剥離性を有する基材と接触した状態で架橋させて得られた立体成型品に関する。接着現場における成型機並びにプライマー乃至接着剤の使用を必要とせず、複雑な立体形状を有するシリコーンゴムを任意の材質の基体へ容易に且つ比較的短時間で接着させることが可能であり、得られる製品のシリコーンゴム部分に気泡の混入や欠損がない。 (もっと読む)
装飾層構造の成形方法および装飾板の製造方法
【課題】プレス成形において、凸部分と凹部分との鏡面光沢度に差にを持たせた特殊な金型を使用することで、鏡面光沢度差により木目や石目の風合いが表現され、幾何学模様の凹凸が際立って視認される装飾層構造の成形方法および装飾板の製造方法を提供する。
【解決手段】2枚の樹脂含浸シートを、凹部分Pと凸部分QとがJISZ8741準拠による指標で少なくとも6以上の鏡面光沢度差を持つ金型(上金型111,下金型112)により熱プレスして装飾層構造を成形する方法であって、プレス成形品4の凸部分と凹部分の鏡面光沢度差が金型1の鏡面光沢度差の80%以上となるように、プレス成形することを特徴とする。
(もっと読む)
樹脂多層板の製造方法
【課題】透過光の均一性に優れるメタクリル樹脂層を有する樹脂多層板を、反りの発生を抑制して有利に製造する。
【解決手段】少なくとも一方の面に樹脂板が設置されたセルに、メタクリル酸メチルを主体とする単量体及びメタクリル酸メチルを主体とする重合体を含有するシロップを注液し、60℃/h以下の速度で昇温させて、40〜80℃で第1重合させた後、100〜130℃で第2重合させ、次いで30℃/h以下の速度で降温させることにより、樹脂多層板を製造する。
(もっと読む)
41 - 60 / 127
[ Back to top ]