
Fターム[4F204EF30]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (3,655) | 供給方法、装置 (1,708) | 吸引、減圧 (128)
Fターム[4F204EF30]に分類される特許
21 - 40 / 128
衝撃吸収材およびその製造方法

【課題】衝撃吸収性能の異なる複数の材料を混じらないように組み合わせて一体に成型した衝撃吸収材およびその製造方法を課題とする。
【解決手段】金型10で成型される衝撃吸収材32は、硬質ポリウレタン発泡材料38Aより形成される衝撃吸収材32Aと、硬質ポリウレタン発泡材料38Bより形成される衝撃吸収材32Bとで構成される。衝撃吸収材32Bは表面の一部を樹脂フィルム34で被覆される一方で、衝撃吸収材32Aと32Bとの間を区分する位置に樹脂フィルム34が設けられ、樹脂フィルム34の一部が堰部34Bとなって衝撃吸収材32の内部を衝撃吸収材32Aと32Bとに区分される。
(もっと読む)
積層体の製造方法
【課題】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、減圧雰囲気を解除した時点で密封空間内の硬化性樹脂組成物層中に残留している空隙の径を小さくすることができ、それにより、該硬化性樹脂組成物層で中に残留している空隙が消滅するまでに要する時間を短縮することができる新規の方法の提供。
【解決手段】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、一対の基板間に硬化性樹脂組成物が挟持された積層前駆体の形成を、雰囲気圧力Pが0.1〜1000Paであって、かつ、該雰囲気圧力の圧力勾配(ΔP/ΔT(Pa/sec))が、−1(Pa/sec)≦ΔP/ΔT≦0(Pa/sec)を満たす減圧雰囲気で実施すること、前記積層前駆体の形成から、前記減圧雰囲気のよりも雰囲気圧力が高い第2の圧力雰囲気下に前記積層前駆体を置く直前までの該雰囲気圧力の圧力変化量(ΔP(Pa))を、−1(Pa)≦ΔP≦2(Pa)に保持すること、および、前記積層前駆体を第2の圧力雰囲気下に置く際、該積層前駆体を加圧すること、を特徴とする積層体の製造方法。
(もっと読む)
FRPサンドイッチパネルの製造方法およびFRPサンドイッチパネル

【課題】外観や表面特性が優れた高品質のFRPサンドイッチパネルを安価に製造することができるFRPサンドイッチパネルの製造方法を提供する。
【解決手段】FRPサンドイッチパネル10をVARTM成形法により成形する際に、パネル構成部材として、強化繊維材1、芯材2、強化繊維材3を型面上にドライ積層する段階で、この積層体の少なくとも一方の表皮面に予め形成された表皮形成材4をドライ積層し、熱硬化性樹脂の含浸により積層体と表皮形成材とを一体構造にする。
(もっと読む)
カウンタ及びその製造方法
【課題】 多層構造のカウンタであっても、深み感や立体感を効果的に現出することができるカウンタ及びその製造方法を提供する。
【解決手段】 本発明のカウンタは、表面側に設けられ光を透過させる透光層73と、該透光層73の裏側を遮蔽するように設けられた遮蔽層74と、透光層73と遮蔽層74との界面に設けられ、一端に入光部64を有すると共に、透光層73との界面に出光面65を有する導光層6とを備えている。そして、透光層73と導光層6と遮蔽層74とが一体となり3層構造となっている。
(もっと読む)
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
合成樹脂成形品及びその製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品であっても、深み感や立体感を現出することができて意匠性を高めることができ、しかも、この成形品の強度を向上させることができる合成樹脂成形品及びその製造方法を提供する。
【解決手段】 本発明の合成樹脂成形品は、第1の合成樹脂組成物71よりなり透明性又は半透明性を有する表面層73と、第2の合成樹脂組成物72よりなる裏面層74と、表面層73と裏面層74との界面に設けられて表面層73及び裏面層74と一体となった界面層シート6とを備えている。前記界面層シート6に、表面層73側が突出し且つその裏側が凹んだ凸曲部61又は表面層73側が凹み且つその裏側が突出する凹曲部62が設けられた。
(もっと読む)
プラスチックレンズ成形装置
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズ成型装置を提供すること
【解決手段】長寸方向と短寸方向とが互いに直交するプラスチックレンズを成形するプラスチックレンズ成形装置であって、前記プラスチックレンズの材料樹脂を注入するモールド型を備え、このモールド型は、互いに対向するとともに間にキャビティが形成された一対の型と、これらの型の外周面に巻き付けられるテープとを有し、前記型は、それぞれ前記プラスチックレンズの長寸方向に対応する長寸部分と短寸部分に対応する短寸部分とをそれぞれ有する異形形状であることを特徴とするプラスチックレンズ成形装置。
(もっと読む)
樹脂注入成形方法
【課題】RTM成形の際に、樹脂の注入速度を下げずに基材の移動や成形品の表面のしわを防止することによって、成形品の品質を向上させることができる、樹脂注入成形方法を提供する。
【解決手段】本発明に係る樹脂注入成形方法は、基材配置工程(ステップS1)と、可動型12と固定型11との間隔H1が、基材Pの大気中での見かけ厚さHpより小さく、かつ、予め設定された成形厚さHmより大きくなるまで、可動型12を固定型11に近接させ、固定型11と可動型12の間を気密状態にする、近接工程(ステップS2)と、減圧装置31で固定型11と可動型12の間を減圧する、減圧工程(ステップS3)と、樹脂注入装置41で固定型11と可動型12の間に樹脂を注入する、樹脂注入工程(ステップS4)と、可動型12と固定型11との間隔H1が、成形厚さHmとなるまで可動型12を近接させて成形品を成形する、成形工程(ステップS5)と、を備える。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法
【課題】曇価が20%以下である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】透明熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。透明熱可塑性樹脂組成物6Aは、透明熱可塑性樹脂成形品としたときの曇価が20%以下となるよう、透明熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部含有してなる。
(もっと読む)
断熱箱体の成形装置および成形方法
【課題】断熱箱体を構成する外箱と内箱との間に形成された充填空間に発泡断熱材を注入発泡し固化する際に発生する未充填部やボイド(気泡)を防止し、冷蔵庫等の断熱箱体の生産効率を向上させる。
【解決手段】外箱と内箱との間に形成された充填空間に発泡ウレタン等の発泡断熱材を注入し固化する際、治具の吸引孔より発泡断熱材の最終充填部の外箱と内箱の間から強制的に脱気し、未充填部やあるいはボイド(気泡)の発生を防止し、充填をはかり断熱箱体を形成する装置および方法を提供する。
(もっと読む)
注形用エポキシ樹脂組成物、イグニッションコイル及びその製造方法
【課題】ボイドの少ない硬化物を与える注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物を用いた、最外部にコイルケースを使用しなくても十分な強度を有するイグニッションコイルを提供すること。
【解決手段】脂環式エポキシ樹脂を10〜65質量%含むエポキシ樹脂(A)、シリカ粒子(B)、硬化剤(C)および4級アンモニウム塩系硬化促進剤(D)を必須成分として含有することを特徴とする注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物をコイルに注形後硬化させてなるとともに、最外部にコイルケースを使用しないことを特徴とするイグニッションコイルおよび鉄心に1次コイル、2次コイルを巻き線した磁気回路部品を金型に配置し、前記注形用エポキシ樹脂組成物を金型内に真空注形し、加熱硬化後、金型から取り出すことを特徴とするイグニッションコイルの製造方法である。
(もっと読む)
繊維強化複合材の製造方法、及び繊維強化複合材の製造装置
【課題】繊維基材の全体に樹脂を含浸させることができ、高い寸法精度で成形することのできる、繊維強化複合材の製造方法、及び製造装置を提供する。
【解決手段】第1面18を有する繊維基材2を、前記第1面上が開放された状態で、第1型10に対して固定する工程と、第2面19を有する第2型20を、前記第1面と前記第2面とが隙間を介して対向するように、セットする工程と、前記隙間に、樹脂を充填する工程と、前記第2面が前記第1面に近づくように、前記第2型を前記第1型に対して相対移動させ、前記繊維基材に前記樹脂を含浸させる工程とを具備する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】厚さの厚い成形品をボイドや表面のしわ等の欠陥が発生するのを抑制した状態で効率よく製造することができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】誘導加熱手段26により加熱される成形型11を使用し、成形型11のキャビティ14内に強化繊維、導電材及び樹脂材料を収容した状態で、成形型11及び導電材を予め設定された時間加熱した後、誘導加熱を停止する。その後、成形型11内から繊維強化樹脂成形品を取り出す。導電材は、連続繊維の炭素繊維で形成されている。成形型11はRTM法により成形が可能に構成され、繊維強化樹脂成形品はRTM法により製造される。
(もっと読む)
再利用可能な注入バッグ
真空含浸(VARTM)により複合部品を形成する再利用可能な装置及び方法を提供する。再利用可能な装置は、ツールに対して、複合材のような硬化性材料を真空吸引し、硬化性材料を介して液体樹脂のような浸透物質を分散するように構成される。再利用可能な装置は、硬化性材料及びツールと対向する複数の表面段差を有するゴムのような材料シートからなる。材料シートとツールとの間から空気が吸引されると、表面段差は気流が均等に分散されるような経路を提供する。さらに、表面段差は、硬化性材料全体にわたって浸透物質を均等に分散させる。ツールの吸引出口は、空気の漏れを防ぐために、2つの密封具の間に位置づけられ、材料シートの外周に近接した部分に対する連続した真空吸引を行う。 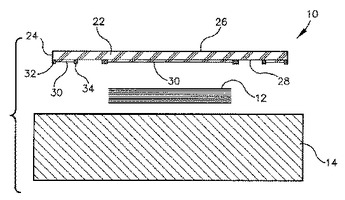 (もっと読む)
(もっと読む)
樹脂封止装置
【課題】減圧動作を含む樹脂封止工程において、容易に設定値の意味が理解でき、歩留りを悪化させるボイドの発生や半導体チップと基板とを繋ぐワイヤの変形等を低減するための動作タイミングを設定可能とする。
【解決手段】基板102と半導体チップ104とを、金型126A、126B内に配置させて、減圧動作を経て樹脂封止する樹脂封止装置100において、前記金型126A、126Bは、上型128と上型128に対して進退可能な下型130とを備え、前記樹脂封止の際に行われる下型130の動作線図156A、156Bと、該下型130の進退動作と前記減圧動作とからなる前記減圧圧縮工程(減圧進退工程)を規定する設定値に基づいて下型130が動作した際に得られる減圧動作に係る実績値と、を同一画面に表示する操作画面154を備える。
(もっと読む)
繊維強化プラスチックの製造方法および製造装置
【課題】RTM(Resin Transfer Molding)法を用いて均質な中空形状のFRP製品を製造する方法及びその装置を提供する。
【解決手段】成形型内に中空形状の中空中子3を設置し、中空中子3と成形型の間のキャビティ部4に強化繊維14を設置し、キャビティ部4に樹脂を注入する。キャビティ部減圧工程では中空中子3が強化繊維14を変形させない程度に押さえつけるように中空中子3の内圧を制御する。樹脂注入工程では強化繊維14を成形型に押し付ける方向の力が作用しないように中空中子3の内圧を制御し、樹脂硬化完了工程では強化繊維14を成形型に押し付ける方向の力を作用させるように中空中子3の内圧を制御する、樹脂の流動抵抗が大きくなり過ぎるのを抑制し、均質な中空形状のFRP製品を製造できるRTM法を用いた中空形状のFRP製造方法。
(もっと読む)
フレネルレンズ、フレネルレンズ製造装置及び方法
【課題】フレネルレンズ、フレネルレンズ製造装置と方法を提供する。
【解決手段】
本発明のフレネルレンズ、フレネルレンズ製造装置と方法は、フレネルレンズは、ガラス材質が成形する基板と可塑性材質により基板に一体に成形されるフレネル構造を設ける。その製造方法は、まず、可塑性材料を成形装置中に加え;次に、該可塑性材料を固化し、フレネル構造を形成し;最後に、成形装置を分離し、基板上に該フレネル構造を一体に成形し、フレネルレンズを成形することを含む。フレネルレンズ製造装置がフレネルレンズの基板と接続する成形装置を設け、該成形装置がフレネルレンズのフレネル構造に対応する成形部を設け、成形部が可塑性材料をフレネル構造に形成する。従って、ガラス材質基板上にプラスチック材質のフレネル構造を一体に成形し、フレネルレンズにプラスチックレンズの低コストとガラスレンズの高耐候性を持たせる。
(もっと読む)
樹脂トランスファー成形法
【課題】成形後に成型品から剥離して廃棄する樹脂拡散媒体を使用することなく、樹脂を効率よく拡散することができる樹脂トランスファー成形法の提供。
【解決手段】型3に敷設した強化用繊維層上にバギングフィルム7を重ねて当該バギングフィルム周縁を型に気密にシールし、バギングフィルムと型との間を排気すると共に、バギングフィルムと型との間に樹脂を注入することにより樹脂を強化用繊維に含浸させて硬化させる樹脂トランスファー成形法において、強化用繊維層の外側に強化用繊維層の表面に沿って樹脂注入路8と樹脂排出路9とを交互に設け、樹脂注入路に樹脂を注入することにより、注入した樹脂を強化用繊維層を通して樹脂排出路に移動させて強化用繊維層に前記樹脂を含浸させる。
(もっと読む)
真空RTM成形方法
【課題】繊維体積含有率が高く、樹脂欠損の無い、高品質のFRP成形品を効率よく確実に製造できる真空RTM成形方法を提供する。
【解決手段】成形型上に強化繊維プリフォームを配置し、バッグ材で覆って、内部を吸引により減圧する減圧工程A、所定温度T0において、強化繊維プリフォームに液状熱硬化性樹脂を注入し、強化繊維プリフォームに含浸させた後に、注入を閉止する樹脂注入工程B、温度T0よりも高い所定の温度T1まで昇温する第1の昇温工程C、温度T1において、樹脂含浸強化繊維プリフォーム内の余剰な樹脂を吸引・排出するブリード工程D、温度T1よりも高い所定の温度T2まで昇温する第2の昇温工程E、温度T2において樹脂を硬化させる硬化工程Fを有することを特徴とする真空RTM成形方法。
(もっと読む)
21 - 40 / 128
[ Back to top ]