
Fターム[4F204EK20]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 脱気(←ガス溜まり) (218) | 脱気孔 (63)
Fターム[4F204EK20]に分類される特許
1 - 20 / 63
発泡成形体の製造方法
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
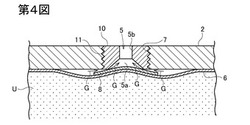
車両用シートパッドの製造方法

【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
RTM成形装置及びRTM成形方法、並びに半成形体
【課題】大型部材及び厚板部材に対しても未含浸や繊維の蛇行等を引き起こさずに樹脂を含浸させることができ、高靭性且つ高精度な成形体を得ることのできるRTM成形装置及びRTM成形方法を提供することを目的とする。
【解決手段】RTM成形装置100は、繊維強化基材11と成形型1との間に配置され、貫通孔7が複数形成され、且つ、キャビティ内を減圧したときのキャビティ内の圧力下において実質的に厚さが変化しない剛性を有する表面成形層4と、表面成形層4の繊維強化基材11と反対の側に位置し、表面成形層4の複数の貫通孔7と連通して形成された樹脂流路を含む樹脂拡散部5と、を繊維強化基材11の少なくとも一方の面側に備える。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
注形用金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の品質の安定化及び生産性の向上を図る。
【解決手段】注形用金型25は、熱硬化性の注形材料を加圧しながら注入するための材料注入口32を底部に備えた金型本体26と、金型本体26内での高さ方向(Z1方向)の位置を揃えて各々形成された複数のキャビティ部31と、を備えている。このように、各キャビティ部31が、互いの高さ方向の位置を揃えて各々配置されていることから、材料注入口32から注入された注形材料は、自重に抗しつつ金型本体26内を上昇し、さらに個々のキャビティ部31内へ各々ほぼ同時期に充填されて熱硬化が開始される。
(もっと読む)
複合材成形型及びその製造方法
【課題】オートクレーブの大きさによらずに製造可能な複合材成形型の製造方法を提供することを目的とする。
【解決手段】コア材2の上面3を被成形体形状に対応する形状に加工するステップと、コア材2の他のコア材2と対向する側面4に段5a,5bを形成するステップと、コア材2の表面に未硬化の複合材料を積層して硬化させて複合材層8を形成するステップと、側面4に直交するコア材2の他の面にある複合材層8に、テーパー部10を形成するステップとを含む構成部材1a,1bを作成する工程と、側面4に接着剤を塗布し、構成部材同士を結合する工程と、テーパー部10に未硬化の複合材料を積層し、該複合材料上に熱源16を配置して複合材料を硬化させる工程と、結合された構成部材1a,1bの表面を研磨処理する工程とを備える複合材成形型の製造方法。
(もっと読む)
成形用金型及び該成形用金型を用いた発泡成形体の製造方法
【課題】キャビティの密封性を維持しつつ適正な量のガス抜きを可能として成形体の品質の低下を防止することのできる成形用金型、及び該成形用金型を用いた発泡成形体の製造方法を提供すること。
【解決手段】内部にキャビティCを形成するように開閉可能に構成された2つの分割型12、14の少なくとも一方の分割面18にキャビティCの周囲を囲ってパッキン16が設けられた成形用金型10であって、パッキン16を、その少なくとも一部が分割面18から突出する状態で設け、パッキン16の突出表面に、キャビティC内のガスを排出するガス排出路としてのパッキン溝部22を形成し、パッキン溝部22を、その底部22aが分割面18を越える深さに形成する。これによれば、ガス排出量を適正に維持して多量の発泡材料Pの分割面18、20間への浸入を抑えつつ、ガス排出量を適量にすることができる。
(もっと読む)
合成樹脂発泡成形品の製造方法及び成形金型
【課題】 合成樹脂発泡成形品の製造において、欠肉等の充填不良の発生を可及的に防止して、複雑な形状の成形品であっても、効率的かつ安定した製造を可能にする合成樹脂発泡成形品の製造方法及び該製造方法を実施するための成形金型を提供する。
【解決手段】 合成樹脂発泡材料を金型内に注入し発泡硬化させて、所定形状の合成樹脂発泡成形品を得るに際し、上記金型のキャビティと連通する発泡ガス収容空間部を設けると共に、更にこの発泡ガス収容空間部に内圧が所定圧を超えた時に容積を拡大する圧力制御手段を付設し、上記発泡材料の発泡中に発生するガスを上記発泡ガス収容空間部に排出収容すると共に、該発泡ガス収容空間部の内圧が所定圧を超えた時に上記圧力制御手段により該発泡ガス収容空間部の容積を拡大し、金型キャビティ内の充填不良の発生を防止することを特徴とする合成樹脂発泡成形品の製造方法。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置
【課題】補強部材のうち、ガス抜き孔に対応する部分に発泡原料が含浸するのを確実に抑制すること。
【解決手段】製造装置10においてガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させて発泡体2を形成するとともに該発泡体2に補強部材3を一体に固着させることで、発泡成形体を形成する成形工程と、を有し、成形工程は、発泡原料が発泡し始めた後、発泡体2が形成される前に、ガス抜き孔12を通したキャビティ11内と外部との連通を遮断し、補強部材3においてガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、成形工程は、発泡した発泡原料にキャビティ11内が満たされたキャビティ充満時に、発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12を覆っている発泡成形体の製造方法を提供する。
(もっと読む)
衝撃吸収材およびその製造方法
【課題】衝撃吸収性能の異なる複数の材料を混じらないように組み合わせて一体に成型した衝撃吸収材およびその製造方法を課題とする。
【解決手段】金型10で成型される衝撃吸収材32は、硬質ポリウレタン発泡材料38Aより形成される衝撃吸収材32Aと、硬質ポリウレタン発泡材料38Bより形成される衝撃吸収材32Bとで構成される。衝撃吸収材32Bは表面の一部を樹脂フィルム34で被覆される一方で、衝撃吸収材32Aと32Bとの間を区分する位置に樹脂フィルム34が設けられ、樹脂フィルム34の一部が堰部34Bとなって衝撃吸収材32の内部を衝撃吸収材32Aと32Bとに区分される。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
シート用パッドの製造方法およびシート用パッド
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
人造大理石成形品
【課題】高価な金型が不要で、プレス成形機の使用時間が短く、SMC成形品またはBMC成形品の生産性を向上できるとともに、低コストで成形され、人造大理石層と、SMC成形品またはBMC成形品との接着性に優れた人造大理石成形品を提供する。
【解決手段】本発明の人造大理石成形品は、金型内でSMC成形品11を成形する工程と、金型より取り出したSMC成形品11に表面処理を施す工程と、SMC成形品11の表面処理が施された面に対し間隙を設けて対向するように注型成形型を配置し、その間隙に熱硬化性樹脂組成物を注型し、硬化させることにより人造大理石層を形成し、その人造大理石層と、SMC成形品11の表面処理が施された面とを接着一体化する工程と、を少なくとも経て成形されたことを特徴とする。
(もっと読む)
ウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部からなるウェハレベルレンズアレイを樹脂で一体に成形するための成形型であって、
該成形型は、前記樹脂を挟み込んでエネルギーを付加することにより該樹脂を成形し硬化させる一対の型部材からなり、該一対の型部材の少なくとも一方の型部材の前記樹脂と接する型面に、成形時に前記型面と前記樹脂との界面に存在する空気を外部に排出するエア抜き孔が設けられている。
(もっと読む)
成形品の製造方法とその製造装置及び成形品を用いた自動車用内装材
【課題】キャビティ全体にわたって密度が均一になるような液状原料の充填が可能となり、しかも、外観不良がなく且つ部位間での強度や触感の差異がない成形品の製造方法とその製造装置及び成形品を用いた自動車用内装材を提供する。
【解決手段】成形型22のキャビティ28内に液状原料32を供給し、キャビティ28内で流動させる液状原料32をゲル化し、前記ゲル化後に離型して成形品60を得る。このとき、液状原料32の供給開始時から該液状原料32のゲル化に要する時間の52%に相当する時間の経過時までの間に、液状原料32の流動方向に対して垂直方向に設けられた起伏部38に液状原料32を充填するように液状原料32を供給する。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
木質化粧板の製造方法
【課題】厚いクリア塗膜を有する木質化粧板を、効率的且つ低コストに、しかも高度な意匠性をもって有利に製造し得る方法を提供する。
【解決手段】上型34と下型36との型合わせにより収容部44を形成すると共に、上型34に取り付けられた被塗膜形成材28を収容部44内に収容せしめて、収容部44内に塗膜形成キャビティ62を形成し、その後、注入孔50を通じて、塗膜形成キャビティ62内にクリア塗料70を注入して、塗膜形成キャビティ62内を排出孔52に向かって流動させ、それに伴って、塗膜形成キャビティ62内の空気を排出孔52から外部に排出させつつ、クリア塗料70を塗膜形成キャビティ62内に充填して、硬化せしめることにより、被塗膜形成材28の意匠面24上にクリア塗膜を形成するようにした。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
樹脂成形金型
【課題】段部形状の排水口部を高精度で形成でき、成形毎のバラツキの発生防止や不良削減ができ、樹脂成形品の品質向上を図ること。成形後の後加工をなくすこと。金型構造がシンプルになり、コスト低減を図ること
【解決手段】段部形状の排水口部2付き樹脂成形品を成形する樹脂成形金型である。上型31と下型32との間に、樹脂注入時に排水口部2の嵌込凹所4を形成し且つ脱型後に樹脂成形品から取り外される置き子20を配置すると共に、排水口部2の覆部3を形成する下型32に対して置き子20を位置決めする位置決め手段を設けた。
(もっと読む)
1 - 20 / 63
[ Back to top ]