
Fターム[4F204FA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | 金型を用いる圧縮成形 (1,745)
Fターム[4F204FA01]の下位に属するFターム
複数の金型が移動するもの (89)
Fターム[4F204FA01]に分類される特許
1,641 - 1,656 / 1,656
圧縮成形装置、方法およびアイテム
パンチ(5;5a)および型の空洞(4;4a)が、その間でプラスチックの混合物(D)を受容するために互いに離れて配置された開位置と、前記パンチ(5;5a)および前記型の空洞(4;4a)が前記混合物(D)を押圧することによってアイテムを形成するように相互作用する閉位置との間の経路に沿って移動可能なパンチ(5;5a)および型の空洞(4;4a)を有する形成ユニット(3;3a)からなり、前記パンチ(5;5a)は前記経路に沿って前記空洞(4;4a)の上でない部分に保たれている装置。
 (もっと読む)
(もっと読む)
不燃性組成物、これを用いた建築用不燃性成形品及びこれの製造方法
本発明は不燃性組成物、これを用いた建築用不燃性成形品及びこれの製造方法に関するもので、より詳しくは、有機繊維又は無機繊維、フライアッシュ又はボトムアッシュ、火炎防止剤及び硬化用難燃樹脂を含む不燃性組成物と、上記不燃性組成物を混合した後、高圧熱プレスを用いて所定の形態に圧縮、成形するか、ローラープレス又はオートクレーブにより成形する不燃性成形品の製造方法及び上記方法で製造された成形品に関するものである。
本発明によると、廃資材を利用しながら、環境にやさしく、既存資材に比べて物理的及び化学的な短所を補強して、優れた硬度、強度、耐水性などを有し、安価且つ組成比率により不燃性能が著しい不燃性組成物及びこれにより製造された建築用仕上げ及び内装資材を提供できる。
(もっと読む)
プラスチック成形品の製造方法

【課題】家電製品のキャビネットに多用されているポリスチレン等のプラスチックを簡易に低コストで成形品に成形可能な製造方法を提供する。
【解決手段】
プラスチックPLを粉砕して粒状とし、この粒状のプラスチック破砕物に揮発性の溶剤30を混合し、溶剤30が混合されたプラスチック破砕物を成形し、成形品PAを得る。
(もっと読む)
容器予備成形物の連続生成

吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
天然石の外観を備える複合材料
ここに開示するのは、天然石の外観を備えた、ポリマーおよび天然骨材から作られた複合材料である。この複合材料は、該材料の表面の微生物の増殖を阻害する抗菌材料をさらに含有している。上記材料を製造する方法もさらに開示されている。 (もっと読む)
フォーム積層体製品及びその製造方法
一対の対向する主表面及び各主表面に対し確保されたカバー層を包含する積層体製品が記載されている。カバー層は本質的にファイバーグラスを含まず、内に配置した複数の多孔性材料層を有する重合体基質を包含する。積層体製品における強化材料としてファイバーグラス(及びASTMD5034に従って測定したときに約0.5GPa以上の引張りモジュラスを有する他のシート材料)の使用はファイバーグラスの代りに多孔性材料層を用いることによって避けることができる。本発明の好ましい態様では、多孔性材料層はファイバーグラスマットより小さい引張りモジュラスを有するが極めて高い強度特性を有するフォーム積層体製品を製造するために用い得る。 (もっと読む)
自然分解される無公害の使い捨て容器及びその製造方法
本発明は、完全に自然分解される無公害の使い捨て容器及びその製造方法に関するもので、その目的は環境にやさしい材料を使用しながら別途の化学添加剤の投入なしで使い捨て容器の一般的な形態や機能を維持し、使用後には100%自然分解され環境汚染及び分別して捨てるなどの問題点を発生しない完全に自然分解される材料のみで製造する無公害の使い捨て容器及びその製造方法を提供することにある。
本発明の構成は、1-30wt%の穀物残渣と、1-30wt%のとうもろこし粉と、1-10wt%のカジノキ樹皮と、1-10wt%の苔と、その他は30-96wt%の混合穀物粉からなる組成物を圧縮成形して製造した容器及びその製造方法を特徴とする。
 (もっと読む)
(もっと読む)
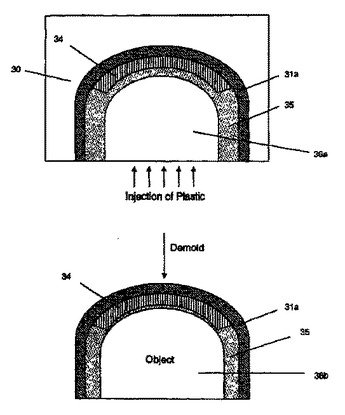
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
成型品の製造方法
【課題】
【解決手段】非金属繊維をエポキシ樹脂に含浸して、当該繊維が1枚のシートをなすよう整列させるステップと;前記シートから複数のプレプレグを切り出すステップと;前記プレプレグを、圧縮成型の型枠内に堆積するよう積層するステップと(好ましくは、プレプレグは、繊維が縦方向及び/又は横方向のプレプレグを交互に繊維が交差するよう配置される);高温下で圧縮成型するステップと;圧縮枠から成型品を取り出すステップとを具える成型品の製造方法である。この製造方法により成型された成型品が提供される。好ましくは、この成型品はJ型パイロン(11)とソールプレート(23)を具える義足である。
(もっと読む)
ポリマー製品の製造方法
ポリマー製品を製造するため方法であって、次の各工程:(a) 連続層、すなわち(i)配向化ポリマー材料のストランドで構成された第1の層;(ii)ポリマー材料の第2の層;(iii)配向化ポリマー材料のストランドで構成された第3の層;を有する合着層であって、該第2の層が、該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ合着層を形成すること;(b) 該第1の層の一部分を融解させ、該第2の層を完全に融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること;および(c) 該圧着化合着層を冷却すること;を含む方法。得られる製品は、該第2の層を使用しない製品よりも低い圧着温度で作ることができるが、良好な機械的特性を有するので、より制御性のある製造方法をもたらす。 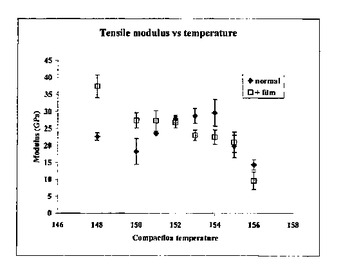 (もっと読む)
(もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
繊維複合材料製部品の製造方法及びその製造方法のための中間生産物
繊維複合材料製部品の製造方法であって、この方法においては、複数枚の強化繊維層(4)を、縫目(6)が所定の糸張力を付与された糸(6)で縫着し互いに結合させて、強化繊維プレフォーム(2)を製作し、その縫着により前記強化繊維プレフォーム(2)を圧縮するようにしており、また、前記強化繊維プレフォーム(2)を射出成形型の中に装填し、該射出成形型を閉塞し、該射出成形型の中へ樹脂を射出注入して該樹脂を硬化させるようにしている。この方法の特徴は、先ず、複数層の強化繊維層(4)を縫着する際に、前記強化繊維プレフォーム(2)を予圧縮寸法にまで予圧縮し、続いて、前記射出成形型の中に装填した前記溶加繊維プレフォーム(2)を、前記射出成形型の閉塞に際して、最終圧縮寸法(D2)にまで最終圧縮し(F)、前記最終圧縮が行われることにより、所定の糸張力が付与されていた前記縫目(6)に張力減失が生じるようにすることにある。 (もっと読む)
光学部品での使用のためのウェハー形成方法及びそのようなウェハーを組み込んだ光学部品
光学部品での用途のための、複雑な湾曲した形状にウェハーを形成するための、改善された方法が開示される。この方法は、ウェハーを対応する形状に形成するために、ウェハーを移動させて予め定められた非円筒、非球状の湾曲した形状を有するモールド面に接触させるステップを含んでいる。この移動のステップは、追加の形成ステップを必要とすることなく、それ自体で充分ウェハーを所望の非円筒、非球状の湾曲した形状に形成する。  (もっと読む)
(もっと読む)
熱伝導性シート状物、回路基板および熱伝導性シート状物の製造方法
【課題】 軽量化され、低価格かつ高性能な熱伝導性シート状物とその製造方法、及びこのような熱伝導性シート状物を備えた回路基板を提供する。
【解決手段】 連続気泡を内包する軟質樹脂発泡体5に、微細な熱伝導性材料を含浸させ、これを加熱しつつ1/2〜1/20厚みに圧縮する熱伝導性シートの製造方法と、この方法により得られた熱伝導性シートと、この熱伝導性シートを備えた回路基板。
(もっと読む)
加飾成形品の製造方法
【課題】熟練作業を要することなく、下型の型表面への飾成形用シート載置の位置合わせを短時間で容易且つ確実に行うことができる加飾成形品の製造方法を提供する。
【解決手段】下型1の型表面に、熱硬化性樹脂組成物を基材に含浸させた加飾成形用シート4を載置し、その上に熱硬化性成形材料を載置した後、上型を降下させて型締めを行い、加熱・圧縮成形する加飾成形品の製造方法であって、下型1に着脱自在な位置決め治具2,3を用い、該位置決め治具2,3を下型1に装着する工程と、その位置決め治具2,3にその端部を沿わせるようにして位置決めを行いつつ前記加飾成形用シート4を下型1の型表面上に載置する工程と、該位置決め治具2,3を除去した後、その上に前記熱硬化性成形材料を載置する工程とからなる。
(もっと読む)
べっ甲基材の再生製造方法
【目的】 作業性がよく、安定した品質のべっ甲基材を再生することができる上に、製造コストの低いべっ甲基材製造方法の提供を目的とする。
【構成】 べっ甲の粉末と水の混合物を金型内に充填し、常温下で機械的に加圧し、次いで、金型を一定の圧力に保持する締結治具により締結し、しかる後100℃以上の水蒸気によって加圧加熱された耐圧容器に数分から数10分入れて、べっ甲粉末を固化再生させる。本発明では常温で機械的圧力を加えるため、再生べっ甲製造工程が大幅に効率化される。また、水蒸気下で加熱されるため、再生べっ甲内部まで一定の品質となり、且つ抗折力の大きい高品質の再生べっ甲基材が得られる。
(もっと読む)
1,641 - 1,656 / 1,656
[ Back to top ]