
Fターム[4F204FH06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の前処理・コンディショニング (517) | 加熱、予熱 (169)
Fターム[4F204FH06]の下位に属するFターム
不均一加熱、部分加熱 (3)
Fターム[4F204FH06]に分類される特許
101 - 120 / 166
ロータリープレスで形成するための方法
鍛造を用いて熱可塑性材料(30)を形成するための方法が提供される。ある容量の熱可塑性材料が供給される。熱可塑性材料が第1の回転鍛造装置(40)と第2の回転鍛造装置(50)との間に移送される。第1の鍛造装置は熱可塑性材料を受け取るその表面(42)内に、第1の鍛造域を画定している。熱可塑性材料は鍛造温度以上であって、第1の空隙域へ流れ込み、熱可塑性材料から芯要素を形作る。熱可塑性材料が実質的に固化されて芯要素(70)になる。次に、芯要素が第1の回転鍛造装置から移送される。  (もっと読む)
(もっと読む)
間欠式フィルム成形装置および成形方法

【課題】ロール状のフィルムを、金型の表面から離型し転写するフィルムをすばやく供給できる間欠式フィルム成形装置と方法を提供する。
【解決手段】微細凹凸形状が表面に形成された金型3と、金型表面にフィルムを押圧するプレス装置と、フィルム2を搬送する搬送装置と、金型の表面からフィルムを離型する離型装置とを含む間欠式フィルム成形装置1。離型装置が剥離ロール21と、該剥離ロールと略平行に配された補助ロール22と、フィルムを剥離ロールに抱きつかせる補助ロール移動手段と、剥離ロールを表面と平行に移動させる駆動手段と、表面に平行に移動させる案内ガイドと、剥離ロールよりもフィルム搬送方向下流側にフィルムに張力を付加する張力付加機構とを備えた間欠式フィルム成形装置。
(もっと読む)
FRP成形体の製造方法およびその成形体。

【課題】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した成形体における、表面改良(=接着力の向上)に関するもので、成形体の強度・剛性等の機械的性質を保持しつつ、耐候、耐食性に優れ、かつ表面に密着度の高い装飾性(意匠性)および機能性(耐久性)を付与する層を設けることが可能な、FRP成形体の製造方法とその成形体を提供する。
【解決手段】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した基本構造要素前駆体の少なくとも片面に、内部離型剤をの含有率が0〜0.1重量%である熱硬化性樹脂を含む結着層前駆体を、一方の熱硬化性樹脂の硬化度が50%以上、もう一方の熱硬化性樹脂の硬化度が50%以下の状態で重ねた後、全体を加熱硬化させて一体化する製造方法によって得られることを特徴とする。
(もっと読む)
自動車のエアバッグドア及びその製造方法
【課題】自動車のインストルメントパネルに一体のエアバッグドアにおいて、表皮に発泡層を接着した表皮材を基材に接着して製作されたインストルメントパネルの表皮に対してティアラインの形成を不要にする。
【解決手段】ドア基材部分4cのティアライン8が、二重Y字形8a、8bに形成され、ドア基材部分4cに対する発泡層12の接着力が、ドア基材部分4cの破断展開時に剥離しないように設定され、ドア基材部分4cに対応する表皮部分に対する発泡層12の接着力は、その破断時点で表皮部分から剥離しないように設定され、ドア基材部分4cに追従展伸して破断する発泡層12の破断領域12cに集中する厚み0.7mm程度の表皮部分への引張り力により、ティアラインレスの表皮部分を破断させ、エアバッグ本体の所定の膨張形状が得られるように、発泡層の発泡度が15倍程度及厚みが2mm程度に設定されている。
(もっと読む)
真空バッグ成形方法および装置
【課題】ボイドや表面ピットを発生させることなく、良好な成形状態の成形品を容易にかつ確実に得ることが可能な真空バッグ成形方法および装置を提供する。
【解決手段】繊維強化プラスチックのプリプレグを用いた被成形物をバッグ材で覆い、該バッグ材の内部を減圧して真空度を高めるとともに、所定の成形温度へと加熱しながら、バッグ材の内外の差圧により被成形物を加圧成形する真空バッグ成形方法において、加熱前半段階では、真空度は高めるが該真空度に基づくバッグ材内外の差圧による被成形物への加圧を停止し、その後の加熱後半段階では、加圧停止を解除して真空度に基づくバッグ材内外の差圧による被成形物への加圧を行うことにより加圧のタイミングを制御することを特徴とする真空バッグ成形方法および装置。
(もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
繊維成形体およびその製造方法
【課題】表面が滑らかな繊維成形体およびその製造方法を提供すること。
【解決手段】天然繊維と熱可塑性樹脂とを含む繊維成形体において、熱可塑性樹脂が高流動熱可塑性樹脂と低流動熱可塑性樹脂とを含むようにし、低流動熱可塑性樹脂が繊維成形体のなかで少なくとも一方の表面に多く含まれるようにする。また、天然繊維と熱可塑性樹脂とを含む繊維成形体を製造する方法において、熱可塑性樹脂として高流動熱可塑性樹脂繊維と低流動熱可塑性樹脂繊維とを含むものを用い、低流動熱可塑性樹脂繊維として天然繊維および高流動熱可塑性樹脂繊維よりも質量が小さいものを用いる。そして、天然繊維と熱可塑性樹脂とを混合して積層し積層体を得る積層工程において、天然繊維と高流動熱可塑性樹脂繊維と低流動熱可塑性樹脂繊維とを含む混合材料を飛散させて、高流動熱可塑性樹脂繊維を下側に低流動熱可塑性樹脂繊維を上側に積層する。
(もっと読む)
光学素子成形方法
【課題】予備成形素材の形状偏差により生じる光学素子成形品の密度偏差や形状偏差等の異方性に伴う性能劣化を抑制可能な光学素子成形方法を提供する。
【解決手段】本発明のある観点によれば,レンズ形成面120とレンズ形成面の外縁に設けられたフランジ部110とからなり、フランジ部の一端にゲート部130を突出してなる予備成形素材100を射出成形する第1の工程と、ゲート部を含むフランジ部の一端を切除部112として切除するとともに、フランジ部の形状がレンズ形成面の光軸に対して軸対称となるようにフランジ部の他端を形状補償部114として切除する第2の工程と、第2の工程で成形された予備成形素材を加熱軟化した状態でプレス成形して光学素子成形品150を成形する第3の工程と、を含む光学素子成形方法が提供される。
(もっと読む)
繊維強化プラスチック成形品とその製造方法
【課題】強化繊維の凹凸が反映されない高面品質な繊維強化プラスチック成形品を提供する。
【解決手段】繊維強化プラスチック成形品1は、マトリックス樹脂4と強化繊維5とからなる繊維強化プラスチックで構成された基材部6と、樹脂粉末3を基材部6と共に型で加熱加圧成形することにより、該基材部の一面に一体的に接合された表層部と、を備え、この表層部は、加熱加圧成形後の冷却期間にマトリックス樹脂より剛性が高く、且つ型面で成形された型成形表面を有していることを特徴とする。
(もっと読む)
積層製品の製造方法及び製造装置
【課題】固体部品を接着剤等の流動液に入れて基体シートで挟持して平滑固化させて積層製品としてのICタグを製造するとき、流動液と、固体部品が十分密着して馴染むようにして平滑性が十分に得られ、表面に印字できない、あるいは固体部品そのものがはがれてしまう等のトラブルの発生を皆無にしたICタグ等の積層製品を提供する。
【解決手段】2枚の基体シートの間に固体部品と流動液の層を介在させた状態の積層体を、一方の前記基体シートのシート面を基台の上に接触させて載置させると共に、他方の前記基体シートのシート面に、軸方向に硬体部と軟体部を同心に接合させたロールを回転可能に接触させて、前記基台と前記ロールとで前記積層体を挟持して加圧しながら前記ロール及び前記基台の何れかを移動させることによって前記積層体を平滑に固化させることを特徴とする積層製品の製造方法及び製造装置。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法
【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
内張材の製造方法及び加熱圧縮成形用金型
【課題】 基材と表皮材とをより確実に接着させて製品の剛性を確保することができるとともに表皮材表面への接着成分の染み出しを抑制して見栄えの低下を防ぐことができ、しかも、吸音性能の低下を抑制することができ、さらには、製造工程の複雑化を抑制することができる内張材の製造方法を提供する。
【解決手段】合成樹脂発泡体11、補強材12、中間材13、表皮材14及び裏面材15を、合成樹脂発泡体11にバインダを含浸させた状態で積層する。この積層材30を、加熱圧縮成形用金型31によって加熱圧縮成形する前に、積層材30において車両のフロントピラー部に対応する深絞り予定領域のバインダに対して熱を加え、この深絞り予定領域のバインダを予備反応させる。この結果、加熱圧縮成形時において、深絞り予定領域におけるバインダの反応時間が短縮され、表皮材14の表面へのバインダの染みだしが抑制される。
(もっと読む)
光学部品の製造方法とその成形用型
【課題】成形素材の拡がりに応じて枠部材の内周を倣わせ、最もバランスの良い位置での成形を可能とする。
【解決手段】光学部品の成形用型10は、対向する1対の上型11及び下型12の間に挟み込まれた成形素材14と、この成形素材14の近傍に配置された枠部材16と、を成形素材14の加熱軟化後に押圧して一体的に接合するものであり、そのために、枠部材16が成形型の押圧方向(光軸方向)と略直交する方向に移動するのを規制する枠規制部材15を設けている。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 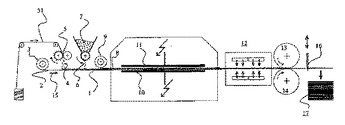 (もっと読む)
(もっと読む)
熱可塑性樹脂コンクリート製品の製造方法およびその製造装置
【課題】熱可塑性樹脂のチップを熱溶融するまでの時間を大幅に短縮して、熱可塑性樹脂コンクリート製品の製造時間を大幅に短縮することができる熱可塑性樹脂コンクリート製品の製造方法およびその製造装置を提供すること。
【解決手段】多数の熱可塑性樹脂のチップ21および骨材3からなる混合物22を雌型11に入れた後、この混合物22に複数の加熱棒13を挿入してチップ21が熱溶融するまで加熱棒13で混合物22内を加熱し、次いで、加熱棒13を混合物22から抜いた後、雌型11および雄型12によって混合物22を加圧しながらチップ21が熱溶融するまで加熱し、次いで、混合物22の冷却後に雌型11および雄型12を離型する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.01〜100mの電磁波(マイクロ波又は高周波)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3にマイクロ波又は高周波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
光学プリズム
【課題】複屈折が小さく、環境変化による変形が少ない等の光学特性に優れた光学プリズムおよびその生産性に優れた製造方法を提供すること。
【解決手段】熱可塑性樹脂を射出成形することによって、プリズムの一面に垂直な方向Xにおいて製品形状よりも若干大きく(h0+t)、同面に平行な方向において製品形状よりも若干小さなプリズム予備成形体2aを成形し、この予備成形体をプレスモールド成形することで製品を得る。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
熱可塑性素材の成形方法
【課題】成形素材の機能面予定面に発生する曇りや発泡等の変質を防止し、成形素材のもつ透明度や元来の色が失われないようにする。
【解決手段】対向配置された一対の成形型11,12とこれらを挿嵌するスリーブ13とを有する型セット10の内部に、熱可塑性素材30を配置し、型セット10と熱可塑性素材30をまとめて加熱して熱可塑性素材30を加熱軟化した後、押圧成形する。この場合、熱可塑性素材30の機能面予定面30a、30bと、一対の成形型11,12の機能面成形面11a、12aとが非接触の状態で、熱可塑性素材30を機能面予定面以外の部位にて支持し、該支持部位から熱可塑性素材30への伝熱加熱により、熱可塑性素材30を変形可能な温度に加熱軟化する。
(もっと読む)
101 - 120 / 166
[ Back to top ]