
Fターム[4F204FH06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の前処理・コンディショニング (517) | 加熱、予熱 (169)
Fターム[4F204FH06]の下位に属するFターム
不均一加熱、部分加熱 (3)
Fターム[4F204FH06]に分類される特許
41 - 60 / 166
樹脂の収容及び注入のためのシステムと方法
【課題】注入プロセスを単純化する為に、樹脂と、樹脂を含浸させる繊維プリフォームとを共に同じツールに配置することができるような、樹脂の収容及び注入の為のシステムと方法を提供する。
【解決手段】樹脂収容及び注入システムは、ツールと、ツール内に設けられた樹脂貯蔵ウェルと、ツール上に設けられた複合材料積層区域と、樹脂貯蔵ウェルを覆うように設置された真空引きフィルムとを含んでいる。真空引きフィルムは、真空引きフィルム全体の圧力均衡が確立されると樹脂保存ウェル内の容積を規定し、且つ真空引きフィルムに陽圧が印加されると容積をほぼゼロにするように構成されている。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
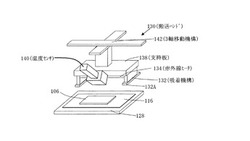
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102が搭載される離型フィルム116と、離型フィルム116を保持する吸着機構132と、吸着機構132を離型フィルムと一緒に搬送して金型160に離型フィルム116を配置させる搬送ハンド130と、搬送ハンド130に設けられると共に、搬送ハンド130の搬送経路において搬送中の離型フィルム116に搭載された粉粒体状樹脂102(予備的融着樹脂106)に対して熱を付与可能な赤外線ヒータ134と、を備える。
(もっと読む)
樹脂封止装置及び樹脂封止方法

【課題】粉粒体状樹脂を予め熱の伝わりやすい形態に仮成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、離型フィルム116上で粉粒体状樹脂102を軟化させて半融着樹脂104とするホットプレート128と、粉粒体状樹脂102の反離型フィルム側の表面に接触せずに空隙を設けた状態で、半融着樹脂104を加圧・収縮させて予備的融着樹脂106を仮成形するエア吐出機構130と、を備え、離型フィルム116と共に予備的融着樹脂106が金型160に投入され、離型フィルム116が樹脂封止の際にも兼用される。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】1次成形型2により加熱,加圧する工程で、成形素材1Aの下面側のみが下型2Bの温度管理下で所要厚みの高密度層1aとして圧縮成形される。1次成形型2を型開きして成形素材1Aの上面側の低密度層1bを復元させ、これに熱風を送り込んで所要温度に加熱した状態で成形素材1Aを2次成形型3によりコールドプレスすることにより、低密度層1bが所要の厚みと密度に圧縮成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
積層構造体、積層構造体の製造方法、および積層構造体の製造装置
【課題】剛性を低下させることなく、軽量化を図ることができる積層構造体を提供すること。
【解決手段】外装パネル10は、金属製の板材11と、この板材の表面に一体化して設けられた樹脂製のリブ12と、からなる。よって、板材11を薄肉化しても、リブ12により外装パネル10の剛性を向上できるので、剛性を低下させることなく、軽量化を図ることができる。
(もっと読む)
蓄光材配合成形品の製造方法、及び蓄光材配合半硬化樹脂シートの製造方法、並びに蓄光材配合成形品
【課題】成形における成形型の占有時間や作業時間が短く、局所的な蓄光模様の形成が容易で、ピンホール不良が発生し難い、摩耗への耐久性に優れた蓄光材配合成形品を製造できる方法、及び蓄光材配合樹脂シートの製造方法、並びに蓄光材配合成形品の提供を目的とする。
【解決手段】硬化剤及び蓄光材が配合された熱硬化性樹脂を半硬化した蓄光材配合半硬化物10Aと、熱硬化性繊維強化成形材料20とを、成形型50にて加熱加圧成形して一体化することを特徴とする蓄光材配合成形品1の製造方法。また、該製造方法に用いる蓄光材配合樹脂シートの製造方法、及び蓄光材配合成形品。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】連続した強化繊維束11とマトリクス樹脂とを含む平板状の繊維強化プラスチック10Aを、成形型により波型状又は凹凸状に成形する方法であって、平板状の繊維強化プラスチック10Aの両面に、熱可塑性樹脂からなるシート材13を配置し、熱可塑性樹脂を加熱して軟化させる軟化工程と、軟化した熱可塑性樹脂からなるシート材13に成形型を接触させながら、平板状の繊維強化プラスチック10Bを加圧して、平板状の繊維強化プラスチック10Bを波型状又は凹凸状に成形する成形工程と、を含む。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
モールド樹脂及び樹脂モールド方法
【課題】シート状のモールド樹脂であって、溶融時間が長くかかることなく、また、樹脂モールドする際に空気溜まりが生じないモールド樹脂及び樹脂モールド方法を提供する。
【解決手段】本発明の樹脂モールド方法は、上型と下型とから構成され、前記下型に樹脂溜まりが形成されているモールド樹脂金型を準備する工程と、前記下型の前記樹脂溜まりに、シート状で、かつ、厚み方向に凹凸が設けられているモールド樹脂1Aを供給する工程と、前記モールド樹脂を加熱して、溶融する工程と、前記上型によって被成型品を保持し、前記上型で保持したまま、前記樹脂溜まり内の溶融された前記モールド樹脂に前記被成型品を浸漬し、圧縮成型する工程と、を有することを特徴とする。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材の加熱時の軟化状態を把握して最適な成形を行う。
【解決手段】光学素子の製造装置10は、ガラス素材45を加熱軟化して成形するものであり、ガラス素材45を気体で浮遊させながら加熱する加熱筒40と、加熱したガラス素材45の変形を検知するカメラ51と、変形の検知結果に基づいてガラス素材45を取り出す取り出し蓋41と、取り出したガラス素材45をプレスする上型20及び下型21と、を有する。
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】最小限の工程により粉粒体状樹脂を予め熱の伝わりやすい形態に成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を離型フィルム116に載せ、離型フィルム116上で成形された予備的融着樹脂104を用いて、金型で被成形品の樹脂封止をする樹脂封止装置100であって、少なくとも一部の粉粒体状樹脂102を互いに融着させて予備的融着樹脂を成形する制御部、離型フィルム116、原料供給機124、及びホットプレート128を備え、離型フィルム116と共に予備的融着樹脂104が金型に投入されて、離型フィルム116が樹脂封止の際にも使用される。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
自動車用内装部品の製造方法並びにその方法に使用する成形金型
【課題】トリム本体の裏面に機能部品を組み付けてなる自動車用内装部品の製造方法において、材料コスト、加工コストを低減するとともに、機能部品の取付強度を強化する。
【解決手段】ドアトリムは、ドアトリム本体の裏面に側突パッド、クリップ取付座17等の機能部品が溶着固定されており、ドアトリム本体を成形する成形金型は、相互に型開き、型締め可能な成形上下型40,50からなり、成形下型50には、クリップ取付座17等の機能部品を溶着固定するための超音波溶着機構60が内蔵されており、ドアトリム本体のプレス成形と同一工程でクリップ取付座17の溶着加工を行なうことにより、従来のホットメルトフィルムによる接着構造を廃止することができ、材料コストの低減と、クリップ取付座17に代表される機能部品の取付強度を強化する。
(もっと読む)
基材成形装置
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
樹脂成形体の製造方法及び樹脂成形体
【課題】樹脂成形体におけるクリープの抑制を目的とする。
【解決手段】樹脂成形体1は、熱硬化性樹脂であるエポキシ樹脂をマトリックスにし、炭素繊維からなる強化繊維を含有した繊維強化複合材で成形されている。容器2内部は、加熱装置により所定温度に加熱されている。樹脂成形体1は、容器2内に備えられた支持台3の上に固定される。支持台3上の樹脂成形体1に対して、加圧装置4が下降し、樹脂成形体1を圧縮することで、樹脂成形体1に圧力が加えられる。加圧状態が所定時間保持された後、加圧装置4が樹脂成形体1から離れ、加圧が終了する。加圧された樹脂成形体1は加圧により形成された変形部5を有する。加圧後の樹脂成形体1の変形部5は、変形しており、締結後のクリープを抑制する。
(もっと読む)
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】搬送治具自体にプリフォーム基材に有する樹脂材料を介して接着させ、搬送することで、取扱性・搬送容易性に優れ、プリフォームの賦形形状を維持したまま、かつプリフォームの品位を損ねることなく、成形型まで搬送し、かつ成形型の所定の位置に精度良く、毎回同じ位置に配置することができるプリフォームの搬送方法を提供する。
【解決手段】強化繊維基材の表面に樹脂材料を有するプリフォーム3を、該樹脂材料を介してプリフォーム搬送治具2に仮接着した状態で成形型に搬送し、設置した後、プリフォーム搬送治具2をプリフォーム3から取り外して、プリフォーム3を成形型に配置する。
(もっと読む)
複合材料メンバーとその作製方法
【課題】ゴム子と複合繊維子を一体に結合する複合材料メンバーとその作製方法を提供する。
【解決手段】金型を利用し、金型は、第1金型と、第2金型と、を含み、第2金型は一つの金型空洞を有し、第1金型に複合繊維子32を入れ、複合繊維子32は、樹脂3202で少なくとも一つの繊維層3204を覆って構成されるステップと、第1金型と第2金型を型合せるステップと、金型空洞にゴムを充填することにより、複合繊維子3204の樹脂3202にゴム子34を成形するステップと、を含む。
(もっと読む)
41 - 60 / 166
[ Back to top ]