
Fターム[4F204FH06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の前処理・コンディショニング (517) | 加熱、予熱 (169)
Fターム[4F204FH06]の下位に属するFターム
不均一加熱、部分加熱 (3)
Fターム[4F204FH06]に分類される特許
61 - 80 / 166
太陽電池モジュール製造用の改良型非オートクレーブ積層法
太陽電池モジュールを製造するための改良型非オートクレーブ積層法が開示される。この方法は、加熱/真空工程に続いて付加される付加的な加熱ステップを含む。  (もっと読む)
(もっと読む)
SMCの収納装置
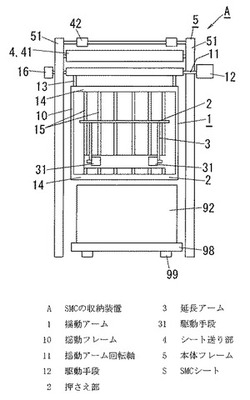
【課題】SMCシートを収納部にうまくつづら折り状に折り重ねることのできるSMCの収納装置を提供する。
【解決手段】下端が揺動端となって揺動する揺動アーム1と、揺動端に設けられSMCシートSを揺動方向の両側から押さえる押さえ部2と、を備え、SMCシートSをつづら折り状に折り重ねて収納するためのSMCの収納装置Aである。揺動アーム1を下方に延長自在でその延長時に揺動端となる先端に押さえ部2を有する延長アーム3を設けた。
(もっと読む)
成形装置

【課題】設備が大掛かりでなく、また、成形枠内で樹脂を成形するため余剰樹脂やバリを抑えることが出来、原料コストの削減、成形にかかる時間を短縮することが可能で、更に、成形されるまでの樹脂の経時変化の問題を解決することが出来る成形装置を提供する。
【解決手段】樹脂を加熱して溶融し、その溶融された樹脂をプレスすることで樹脂を成形する成形装置であって、樹脂を成形するための周壁を有する成形枠と、前記成形枠の周壁の内壁に沿って前記成形枠と独立して移動する上金型と、下金型とを有し、前記成形枠と下金型が相対的に垂直方向に上下動するよう設置され、且つ、前記下金型上に置載された樹脂を溶融させるための加熱手段と、樹脂を加熱成形後に凝固させるための冷却手段とを備えたことを特徴とする成形装置。
(もっと読む)
グラスウールの加熱圧縮成形方法
【課題】従来のフェノール樹脂を加熱硬化させながら同時に圧縮成形を行う方法での、成形に長時間を要し、コスト高になることを避ける成形方法を提供する。
【解決手段】グラスウール原反フィーダー11から予備加熱ステーション2、次いで加熱圧縮成形ステーション3を経由して、トリミングステーション4まで該グラスウール1を裁断することなく移送、加工し、該トリミングステーション4で裁断することにより前記課題を解決した。
(もっと読む)
容器蓋の製造方法
【課題】パッキンの復元力を長時間に亘り発揮させるとともに、閉蓋すべき収納缶との密着性を向上させ、しかも任意の断面形状に容易に成形可能な容器蓋の製造方法を提供する。
【解決手段】ペール缶又はドラム缶用の容器蓋の製造方法において、周縁に形成された嵌合溝11に熱可塑性樹脂が充填された容器蓋について、嵌合溝11の底面から熱可塑性樹脂の融点以上で加熱する底面加熱工程と、熱可塑性樹脂を金型19により上から押圧するとともに、当該金型19を介して熱可塑性樹脂の融点以上で加熱する上面加熱工程とを有し、底面加熱工程と上面加熱工程とは、何れか一方から順次実行するか、又は同時に実行する。
(もっと読む)
ナノ構造及びマイクロ構造を有する構造体の製造方法
【課題】 ナノ構造及びマイクロ構造を有する構造体を、合成した樹脂素材から直製成型する簡便な製造方法を提供する。
【解決手段】 本発明のナノ構造及びマイクロ構造を有する構造体の製造方法は、(a)粉末状の樹脂を、原版(モールド)表面に置く工程と、(b)原版(モールド)ならびに樹脂を、樹脂のガラス転移温度以上、溶融温度以下に加熱する工程と、(c)原版(モールド)に樹脂をプレスする工程と、(d)樹脂をガラス転移温度以下に冷却し、原版(モールド)を取り除き、原版(モールド)のナノ構造及びマイクロ構造の反転構造を形成する工程とを含む。
(もっと読む)
人工関節用摺動部材の成形方法及びこの方法によって成形された人工関節用摺動部材
【課題】 VEを均一に分散させたUHMWPEを素材として人工関節用摺動部材を製作することで、ルーズニングを抑制する。
【解決手段】 所定の形状に成形されて相手方金属又はセラミックと摺動する超高分子量ポリエチレンからなる人工関節用摺動用部材の成形方法において、超高分子量ポリエチレンにビタミンEを0.01〜0.3Wt%添加するとともに、成形前、成形中、成形後いずれかで80〜140℃の温度で少なくとも30分保持してビタミンEを超高分子量ポリエチレン中に均一に分散させる均一分散化処理を行う。
(もっと読む)
熱可塑性樹脂の処理方法および処理装置
【課題】熱可塑性樹脂からなるシート部材について、シート部材の形状などを変更することなく、気泡部分の発生を抑制することが可能な熱可塑性樹脂の処理方法および処理装置を提供する。
【解決手段】この発明に従った処理装置1は、定盤2と、加熱部材としてのヒータ3と、搭載部材(図1のロール4、支持部材10、押圧部材8、接続部材11、移動部材9)とを備える。ヒータ3は、定盤2を加熱するためのものである。上述した搭載部材は、熱可塑性樹脂からなるシート部材7を定盤2上に搭載する。搭載部材は、シート部材7において定盤2と接触する部分の面積が徐々に大きくなるように、シート部材7を操作する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
積層体の製造方法
【課題】 本発明の課題は、金属層/ポリイミド系樹脂層/金属層の構成物を効率良く製造する方法を提供することにある。
【解決手段】ポリイミド系樹脂層の片面に金属層を有する積層体を用い、ポリイミド系樹脂層同士を重ね合わせて熱圧着することにより、ポリイミド系樹脂層の両面に金属層が直接積層された積層体を製造する方法において、熱圧着する以前に、過熱水蒸気を用いてポリイミド系樹脂層を加熱熱処理する工程を含むことを特徴とする。
(もっと読む)
インサート成形金型およびインサート成形装置並びにインサート成形方法
【課題】インサート成形金型およびインサート成形装置並びにインサート成形方法を提供する。
【解決手段】軸線Xに沿って配置されるインサート成形すべきインサート部品2に対し、軸線X側方から、型締め可能に配置される一対の型10a、10bを有する。
これら型10a、10bは、それぞれ、独立的に型締め動作可能に分割した、第1の分割型10a1、10b1と、第2の分割型10a2、10b2と、第3の分割型10a3、10b3とを備える。
(もっと読む)
管継手の製造方法及び管継手
【課題】不良品の発生を抑制して品質の高い管継手が得られるようにすることを目的とする管継手の製造方法及び管継手を提供する。
【解決手段】芯型21の外周側を水膨張シート13により被覆する水膨張シート被覆工程と、その水膨張シート被覆工程により被覆された水膨張シート13の外周側を、樹脂シート15,151,167または樹脂筒体16により被覆する樹脂材被覆工程と、上記各被覆工程により積層された水膨張シート13と樹脂シート15,151,167または樹脂筒体16を、これらよりも外周側に配置された第2可動型29で型締めして一体化する型締め工程とを備える。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
敷材の製造方法及び敷材
【課題】原材料としてタイヤ製造工程で生じるコード入り端材等を使用し、特に大荷重に対する耐圧断性能等の強度にきわめてすぐれた敷材の製造方法を提供する。
【解決手段】原材料(1)に対して加熱と加圧を行い、コード(31)を含んだ所要の厚さ及び形状を有する材料シート(2)をつくり、該材料シート(2)をシート形状を保つことができる大きさに切断して多数のシートピース(3)をつくり、あらかじめ決められた成形品としての敷材の重さと同じ重さになるようにシートピースの量を特定し、このシートピースの全量を敷材を成形可能な空間を有する成形型の空間を埋めるようにシートピースの厚み方向に積層させて成形型内に入れ、成形型内に積層して入れられたシートピースに対して加熱及びシートピースの表裏面方向からの加圧を行い、コードとゴム部分を結着させて成形する。
(もっと読む)
FRP構造体の製造方法
【課題】一体化された構造体が優れた強度特性を発揮でき、とくに接合界面部分で高い層間強度を保持できるとともに、大型のFRP構造体でもオートクレーブなどの設備を使わず安価にかつ容易に成形できるようにしたFRP構造体の製造方法を提供する。
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも前記接着剤との接合面側に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
繊維強化樹脂複合材料の製造方法および製造装置
【課題】簡単な構造で安価に構成可能な設備にて、強化繊維基材をZ形断面形状や長手方向に湾曲する部分を有する形状に、円滑にかつ容易に賦形することが可能な、繊維強化樹脂複合材料の製造方法および製造装置を提供する。
【解決手段】成形型の両側にそれぞれ、独立して膨縮動作可能なブラダーを設け、成形型上に配置された強化繊維基材の各ブラダーの位置に対応する各部分を、各ブラダーの膨張動作により成形型に沿う形状に賦形する工程を有することを特徴とする繊維強化樹脂複合材料の製造方法、および製造装置。
(もっと読む)
事務機器用部材
【課題】本発明は、バイオマス原料であるセルロースエステル樹脂を用いて製造される耐熱性、機械的特性に優れた事務機器用部材を提供することを目的とする。
【解決手段】セルロースアセテートプロピオネートまたはセルロースアセテートブチレートの少なくとも一つのセルロースエステル樹脂を含むセルロースエステル樹脂組成物のペレットで、前記ペレット中の前記セルロースエステル樹脂の重量平均分子量が150000〜250000であるペレットを用いて熱により溶融成形する工程により製造される事務機器に用いられる事務機器用部材。
(もっと読む)
超高分子量ポリオレフィンシートの製造方法
【課題】 比較的肉厚でありながらも透明性及び機械物性に優れる超高分子量ポリオレフィンシートの製造方法を提供すること。
【解決手段】 135℃デカリン溶液中で測定した極限粘度が7dl/g以上である超高分子量ポリオレフィン重合体を圧延して得られる、厚みが0.3mm以上であり、且つ、厚み2mmにおける厚み方向の内部ヘイズが60%以下の超高分子量ポリオレフィン圧延シートの製造方法において、該超高分子量ポリオレフィンの融解開始温度を超え、該超高分子量ポリオレフィンの全融解熱量の25%の吸熱量を超えない温度領域で、圧延に供するシートを予熱し、次いで圧延することを特徴とする超高分子量ポリオレフィンシートの製造方法。
(もっと読む)
61 - 80 / 166
[ Back to top ]