
Fターム[4F204FN12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 脱気、脱ガス (259)
Fターム[4F204FN12]に分類される特許
161 - 180 / 259
J形状断面を持つ複合材料の梁を製造するための硬化方法及び装置
J形状断面を持つ複合材料の梁を製造するために、2つの端部支持具(30)によりテーブル(50)に平行に支持される棒(20)を含む硬化装置を準備する。未硬化複合材料のJ形状梁(A)を準備して装置(10)に配置し、梁の底部フランジ(D)の位置を合わせ、これがテーブル(50)に面し、ウェブ(C)と上部フランジ(B)が棒(20)の2つの側部(22、21)のそれぞれに対して置かれるようにする。梁(A)を真空バッグ(V)で覆い、梁の樹脂を硬化するために加圧器中で圧力と熱を加える。 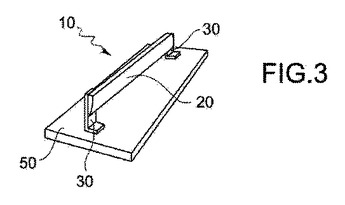 (もっと読む)
(もっと読む)
樹脂封止装置および樹脂封止方法

【課題】高品質な成形が可能な圧縮成形金型を提供する。
【解決手段】上型110と下型130との当接により密閉空間Mを形成可能な圧縮方式の樹脂封止装置100であって、密閉空間Mの少なくとも一部がキャビティ138を構成し、密閉空間M内の圧力を減圧可能な真空回路170を備え、該真空回路170が、大気圧未満の第1の圧力および大気圧未満であって且つ前記第1の圧力より高い第2の圧力を切り替え可能に構成することにより解決する。
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 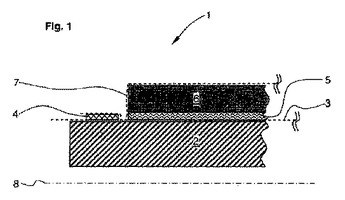 (もっと読む)
(もっと読む)
成形品、カウンター及び防水パン

【課題】製品の部位によって異なる特性を得ることができ、製品コストの上昇を抑制することができるようにすること。
【解決手段】カウンター10は、相互に異なる第1及び第2の成形材料M1,M2を同時に圧縮して成形される。カウンター10は、第1の成形材料M1により形成され、加熱調理器Rを受容可能な調理器用穴13が設けられる穴形成領域10Aと、第2の成形材料M2により形成され、載置面11を含む穴形成領域10A以外の領域を形成する載置面形成領域10Bとを備えている。穴形成領域10Aと、載置面形成領域10Bとでは、特性が異なっている。
(もっと読む)
カウンター
【課題】製品の部位によって異なる特性を得ることができ、製品コストの上昇を抑制することができるようにすること。
【解決手段】カウンター10は、相互に異なる第1及び第2の成形材料M1,M2を同時に圧縮して成形される。カウンター10は、第1の成形材料M1により形成されるカウンター本体12と、第2の成形材料M2により形成され、カウンター本体12に連なって設けられるボウル13とを備えている。カウンター本体12と、ボウル13とでは、特性が異なっている。
(もっと読む)
樹脂容器の製造方法
【課題】延伸された樹脂シート材を用い、成形した容器に深い嵌り合いの嵌合部を形成することができ、樹脂シート材の持つ透明性と耐熱性を損なうことなく成形が行える樹脂容器の製造方法を提供する。
【解決手段】凹型6と凸型7の嵌り合い成形隙間を、成形に用いる延伸された樹脂シート材Aの厚みと同等以上に設定し、加熱した凹型6と凸型7間に樹脂シート材Aを投入し、凸型7のプラグ9でこの樹脂シート材Aを凹型6内に押し込んで蓋容器3にプレス成形した際、蓋容器3の曲がり形状に該当する部分の樹脂シート材Aを、凸型7の空気孔11から付加した圧力空気で凹型6に押し付け、同時に凹型6の真空孔12で吸引することにより曲がり形状を成形する。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】基板6に装着した電子部品5を圧縮成形する場合に、離型フィルム13を被覆した下型4のキャビティ10内に顆粒樹脂7を均一な厚さで効率良く供給し得て、製品(樹脂成形体12)の生産性を効率良く向上させる。
【解決手段】まず、離型フィルム13に下型キャビティ10の形状に対応したフィルム凹部14を設けて凹部付フィルム15を形成すると共に、フィルム凹部14に所要量の顆粒樹脂7を投入して振動させることにより、顆粒樹脂7を平坦化して均一な厚さに保形して平坦化樹脂載置フィルム16を形成し、次に、平坦化樹脂載置フィルム16をインローダ2に係着すると共に、インローダ2にて平坦化樹脂載置フィルム16におけるフィルム凹部14をキャビティ(凹部)10に合致・嵌装(嵌合セット)することにより、凹部付フィルム15を被覆したキャビティ10内に平坦化顆粒樹脂7を供給セットする。
(もっと読む)
成形体の製造方法および装置
【課題】 金型のキャビティ面に傷つけることなく、不要バリ部分の分離を容易にする成形体の製造方法および装置を提供すること。
【解決手段】 (1)上金型11および下金型12間に溶融または軟化した樹脂を装填する工程と、(2)上金型11および下金型12を嵌合させ、樹脂を加圧し、閉じられたキャビティ間で形成される閉空間の形状に樹脂の形状を整え、その際に、上金型11および下金型12の少なくとも一方に設けられたカッター部112を樹脂に接触させ、樹脂に溝部を形成する工程と、(3)得られた成形体を上金型11および下金型12金型から離型する工程とを有する成形体の製造方法及び装置。
(もっと読む)
ポリテトラフルオロエチレンファインパウダーの成形方法、予備成形体及び成形品
【課題】本発明は、金型内のPTFEファインパウダー間に存在する空気を充分に除去して圧縮することにより、高密度で均一なPTFEファインパウダー予備成形体を製造することができる成形方法を提供する。
【解決手段】本発明は、PTFEファインパウダーを含む粉体を金型に充填する工程と、圧縮する工程とを有する成形方法であって、上記圧縮する工程は、上記粉体が充填された上記金型内を減圧して行うものであることを特徴とする成形方法である。
(もっと読む)
繊維強化複合材料の製造装置及びその製造方法
【課題】気圧差を利用して繊維質基材に液状樹脂を含浸し硬化させて複合材料を形成するVaRTM(Vacuum assisted Resin Transfer Molding)技術において、繊維体積含有率Vfが高くさらに面内分布の均一な繊維強化複合材料の製造技術を提供する。
【解決手段】繊維質基材(31)を気密状態にして載置する成形型(32)と、大気圧よりも低圧で液状樹脂(L)を収容し注入管(13)が繊維質基材(31)の近傍に接続される第1密封容器(10)と、吸引管(23)が繊維質基材(31)の近傍に接続する第2密封容器(20)と、第1密封容器(10)を大気開放して気圧差(ΔP)を生じさせる開放弁(11)と、この気圧差(ΔP)の維持/解消を切り替える切替弁(41)を有する連通管(40)と、第2密封容器(20)に接続してその内部を減圧するとともに、連通管(40)を通じて第1密封容器(10)の内部も減圧する真空ポンプ(50)を備えるな繊維強化複合材料の製造装置(90)であることを特徴とする。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】電子部品の圧縮成形用金型1(上下両型2・3)を用いて、基板5に装着した電子部品4を圧縮成形する場合に、下型キャビティ8内に顆粒樹脂10を均一な厚さで効率良く供給し得て、製品(樹脂成形体11)の生産性を効率良く向上させる。
【解決手段】樹脂収容用プレート31の樹脂収容部32内に顆粒樹脂10を投入して均一な厚さを有する保形顆粒樹脂10を形成すると共に、プレートの開口部33側を離型フィルム12で機械的に被覆し、この離型フィルム被覆済プレート31を反転させた状態で、下型キャビティ8位置に離型フィルム12を介して載置接合し、次に、キャビティ8面に離型フィルム12を被覆させると共に、これと同時に、均一な厚さを有する保形顆粒樹脂10をキャビティ8内に落下供給する。
(もっと読む)
カーペットバッキングを付けるためのホットフィルムラミネーション(真空支援)
基材にラミネートする方法、この方法は、少なくとも1つの熱可塑性フィルムを多孔質基材上に配置する工程;少なくとも1つの熱可塑性フィルムを加熱軟化させる工程;ラミネートされた基材を生成させるために、少なくとも1つの熱可塑性フィルムと多孔質基材とを結合させる工程;および、ラミネートされた基材を冷却する工程を含み得る。ここで、結合させる工程は、熱可塑性フィルムを多孔質基材に吸引する工程を含む。基材にラミネートするための設備、この設備は、熱可塑性フォルムを、タフト加工された基材上に配置するための装置;熱可塑性フィルムを加熱軟化させるためのヒーター;および、熱可塑性フィルムを、タフト加工された基材に吸引するための真空を含み得る。 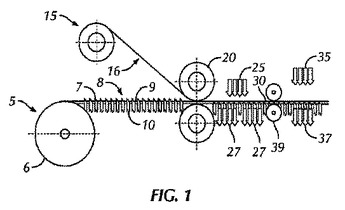 (もっと読む)
(もっと読む)
積層板及びその製造方法
【課題】強度を高めることができるとともに、大きさに係わらず成形後の歪みの発生を抑制することができる積層板及びその製造方法を得る。
【解決手段】車両用デッキボード1は、裏面側シート素材16と表面側シート素材15との間に発泡樹脂13およびリインフォース20を介在させた状態で下型21および上型22を型締めすることで、裏面側シート素材16および表面側シート素材15を溶着して嵩上げ架橋材入り積層部材26を形成し、裏面側シート素材16および表面側シート素材15を下型21および上型22にそれぞれ真空吸引させながら、裏面側シート素材16と表面側シート素材15とを溶着して形成した嵩上げ架橋材入り積層部材26の内部に圧縮空気を注入してブロー成形することで成形されている。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
薄膜式ラミネート装置及び薄膜式ラミネート積層方法
【課題】印刷回路基板の表面に凹凸があっても均一な圧力を加えることができ、かつ、積層加工時間が短く、生産性の高い薄膜式ラミネート装置を提供。
【解決手段】常温域において上下弾性膜で印刷回路基板を挟み込んだ積層モジュールの外部を真空にし拡がった前記積層モジュールの内部から気体を吸引した後で前記積層モジュールの外部を常圧に戻す真空処理工程、前記積層モジュールを内部の真空を維持したまま常温域から加温域に移動させる移送工程、及び加温域において前記積層モジュールの外部に上下加圧用流体を注入して前記印刷回路基板に均一な圧力を掛ける積層工程からなることを特徴とする薄膜式ラミネート装置による積層方法の構成とした。
(もっと読む)
減圧転写成形装置
【課題】大型の大容量の真空ポンプを必要とすることなく、ロール配置部の真空度を、転写率向上効果が得られる所要値まで高め、高い転写率による転写成形をウエブ状の樹脂フィルムに連続して行えるようにすること。
【解決手段】所定の真空圧に減圧されてモールドロール21とバックアップロール22とを収容する減圧主室32の樹脂フィルム入口36に連続して入口側準減圧室41を設けると共に、減圧主室32の樹脂フィルム出口37に連続して出口側準減圧室51を設け、入口側準減圧室41、出口側準減圧室51を、減圧主室32の真空圧より絶対圧で見て高い真空圧に減圧する。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体
【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂層を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】繊維強化樹脂構造体の製造方法は、膨張性を有した中空体11の周囲にコア材12を配置する工程と、配置されたコア材12の周囲に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を積層して被覆する工程と、プリプレグ15が積層、被覆されたコア材12を成形型1のキャビティ4内に配置し、成形型1のキャビティ4内において中空体11を膨張させて、成形型1とコア材12の間において未硬化の樹脂15a及び強化繊維15bを加圧する工程と、加圧された未硬化の樹脂及び強化繊維を加熱して硬化させコア材12の周囲に繊維強化樹脂層16を成形する工程とを、少なくとも含む。
(もっと読む)
電子部品の圧縮成形方法
【課題】電子部品の圧縮成形用金型1(上下両型2・3)に設けた下型キャビティ5内に顆粒状樹脂材料(顆粒樹脂)6を効率良く供給する。
【解決手段】まず、所要量の顆粒樹脂6を樹脂収容用プレート21(樹脂収容部22)に供給してプレート開口部23側に所要の大きさを有する離型フィルム11を被覆すると共に、離型フィルム被覆プレート21内を所要の真空度に設定して離型フィルム11をプレート21に被覆固定することにより、樹脂配布済プレート25を形成して反転させる。次に、この反転した樹脂配布済プレート25をインローダ9で金型キャビティ5の位置に移送してこの反転プレート25内の真空状態を解除して離型フィルム11をキャビティ5内面に被覆させると共に、離型フィルム11を被覆した金型キャビティ5にプレート21内から顆粒樹脂6を落下させる
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 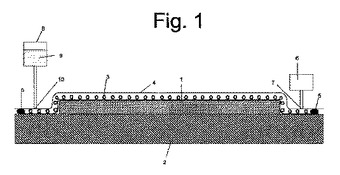 (もっと読む)
(もっと読む)
161 - 180 / 259
[ Back to top ]