
Fターム[4F204FN12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 脱気、脱ガス (259)
Fターム[4F204FN12]に分類される特許
141 - 160 / 259
感光性エレメント及びその製造方法
【課題】 光ナノインプリントに用いられる微細な凹凸を有する基材にエアーボイドの発生のない感光性樹脂層を積層することができる感光性エレメント及び光ナノインプリントに用いられる微細な凹凸を有する基材にエアーボイドの発生がなく、なおかつ安価な常圧下で加熱加圧するラミネータで感光性樹脂層を積層することができる、感光性エレメントの製造方法を提供する。
【解決手段】 表面粗さが0.01〜2μmの微細な凹凸を転写する感光性エレメントであり、その構成が支持フィルム(A)、感光性樹脂組成物層(B)及び保護フィルム(C)を含み、かつ前記保護フィルム(C)の感光性樹脂組成物層と接触する面のRaが0.05〜0.5μmである感光性エレメント及びその製造方法。
(もっと読む)
気体除去方法、気体除去装置、コアの製造方法、コアの製造装置及び積層支持体
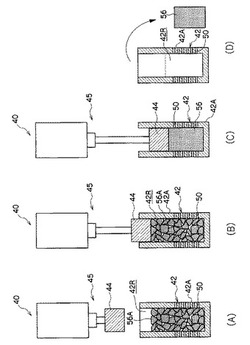
【課題】塑性流動材料と硬質充填材の混合物を加圧して混合物中の気体を除去することで、気体含有率が低い成型品を得ることを課題とする。
【解決手段】シリンダ42の加圧室42Rに塑性流動材料と硬質充填材の混合物片56Aを投入し、加圧室42Rの混合物片56Aを加圧する。これにより、混合物片56Aに含有された気体及び、加圧室42Rに投入された塑性流動材料と硬質充填材の混合物片56Aの間の空気が、加圧室42Rから連通孔50を通って外部へ押し出され、結果として気体が除去された、すなわち気体含有率が低減された複数の混合物片56Aからなる成型品56が得られる。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法

【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 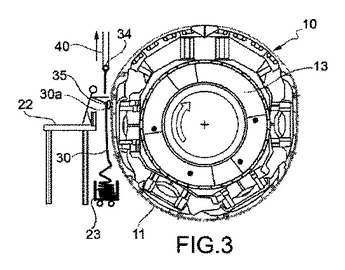 (もっと読む)
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
トリム材の製造方法及び製造装置
【課題】補強用の芯材が埋設されたウェザーストリップの切断端面に芯材が露出することを確実に防止できるようにする。
【解決手段】把持型32に把持されたウェザーストリップ本体20の被覆予定端面21と成形型35の被覆部成形部52との間に未加硫のシート状のゴム材料29を配置した後、成形型35を接近移動させて両型32,35を当接させることで、ウェザーストリップ本体20の被覆予定端面21と被覆部成形部52との間に形成されたキャビティ52a内にゴム材料29を充填して被覆部を成形し、この被覆部とウェザーストリップ本体20の被覆予定端面21とを加硫接合する。これにより、ウェザーストリップ本体20の被覆予定端面21(芯材が埋設された取付部の切断端面)を被覆部で被覆して、ウェザーストリップの切断端面に芯材が露出することを防止する。
(もっと読む)
複合製品
【課題】改良された複合製品及び複合製品の成形方法を提供する。
【解決手段】複合製品の成形方法に関する。この方法の一例は、シート状成形材料からなる層(34)の形成と基層(36)の形成から構成される。シート状成形材料の層は、基層(36)の表面上に据えられ、金型(30)の中で基層にプレスされる。いくつかの例では、基層(36)は連続気泡構造の発泡体であり、ガス及び/又は蒸気はプレスされている領域から排出することができる。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
樹脂シートとその製造方法、及び樹脂シートを設けた成形品
【課題】本発明は、既設システムバスの洗い場床の目地の凹凸パターン(A)や微細凹凸等に合わせた表面形状を形成することにより、現地での補修やリフォームの作業性を容易にするとともに、意匠性を確保した樹脂シートとその製造方法、及びこの樹脂シートを設けた成形品を提供することを目的とするものである。
【解決手段】本発明は、模様層と熱硬化性樹脂を含浸させた繊維層とを有する樹脂シートであって、この樹脂シートが貼り付けられる成形品に備えられた目地の凹凸パターン(A)に対応する凹凸パターン(B)が形成された樹脂シート、この樹脂シートの製造方法、この樹脂シートを用いた成形品である。
(もっと読む)
成形型及び成形方法
【課題】 オートクレーブ装置を用いることなく、複合材成形品の品質及び生産性を向上させる成形型及び成形方法を提供する。
【解決手段】 成形型は、複合材成型品の形状に応じた型表面32を有する型表面シェル層15と、型表面シェル層15を支持する支持体16とから主に構成されている。型表面シェル層15は通気性を有する材料よりなり、その型形状面32にプリプレグ材34を載置する。次にプリプレグ材34を非通気性の真空バッグフィルム35で覆い、支持体16の空洞部30の真空引きをする。型表面シェル層15は通気性を有しているため、型形状面32上に存在する空気も型表面シェル層15を介して空洞部30内に排出されることになる。その結果、プリプレグ材34は真空バッグフィルム35の外方の大気圧によって型形状面32に押し付けられ、強固に密着する。
(もっと読む)
繊維強化プラスチック長尺シートの製造方法
【課題】厚み精度が高く、幅を広くしても表面が平滑な繊維強化プラスチック長尺シートを製造する方法を提供する。
【解決手段】炭素繊維とフェノール樹脂組成物とを含むシート2を、このシートの両表面を一対のベルト3で挟んだ状態で、ダイス4のスリットに連続的に引き込みながら加熱し、フェノール樹脂組成物を硬化するに繊維強化プラスチック長尺シート1の製造方法であって、ダイス4は、加熱装置を埋め込んだ一対の金属ブロックとその一対の金属ブロックの間にスリットを設けるスペーサーとからなり、さらにこのスペーサーがガス抜き孔を有している繊維強化プラスチック長尺シート1の製造方法で達成される。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げることにより、横断面に少なくとも一つ以上の屈曲部を有する柱状の部材を所望の型に賦形したのちに加熱硬化させるドレープ成形方法において、大型の部材を良質に成形するドレープ成形条件を簡易に特定できる手段を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に少なくとも一つ以上の屈曲部を有する柱状に賦形したのちに加熱硬化させるドレープ成形方法であって、積層に要する間の熱履歴を与えた、プリプレグに使用しているマトリックス樹脂の粘度を測定し、該マトリックス樹脂の粘度が100Pa・s以上1000Pa・s以下となる温度を特定し、該温度にてプリプレグ積層体を賦形することを特徴とするドレープ成形方法。
(もっと読む)
積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置
【課題】プラグ体内に含まれる空隙を大幅に減少させることのできる積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置を提供する。
【解決手段】塑性変形材料を金型に収容したあとこれを加圧成形してプラグ体4を形成する工程と、中空部5にこのプラグ体4を挿入する工程とを経て積層免震ベアリング10を製造する。
(もっと読む)
FRPの製造方法
【課題】材料収率の向上に寄与するFRPの製造方法を提供する。
【解決手段】樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記樹脂拡散媒体2は、少なくとも一端部が密閉されており、かつ、該密閉されている部分の全部または一部を、前記強化繊維基材の一部と重ねて配置するFRPの製造方法に関するものである。また、樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記強化繊維基材1の少なくとも一端部には、前記樹脂拡散媒体2を配置せず、かつ、該一端部に板材を配置するFRPの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】簡易な設備を用いて、難含浸部だけ樹脂の含浸性を向上させるようにし、最終的に樹脂をプリフォーム全体に完全に含浸させることができるようにして、安定して優れた品質の繊維強化プラスチックを得ることが可能な繊維強化プラスチックの製造方法を提供すること。
【解決手段】金型2上に、部分的に目付が高い、あるいは、密度が高い難含浸部が存在する強化繊維プリフォーム1を配置し、前記強化繊維プリフォーム1全体をバッグ材4で密閉し、該バッグ材4の内部を減圧した後に、樹脂9aを前記強化繊維プリフォーム1に注入する繊維強化プラスチックの製造方法であって、前記強化繊維プリフォーム1の難含浸部を含む部分に配置された膨張抑制部または加圧部で、前記バッグ材4の膨張を抑制し、該バッグ材4の一部を外部から加圧した状態で、前記加圧部のバッグ材4の内部に樹脂9aを加圧して注入することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
光素子の樹脂封止成形方法及び装置
【課題】基板1に装着した所要複数個のLEDチップ(光素子)2を一括して樹脂封止成形(圧縮成形)する場合において、少量生産に及び多量生産に夫々に簡易に即応し得て、高品質性・高信頼性の製品(LED成形品3)を効率良く得る。
【解決手段】LEDチップ2を液状樹脂5にて封止成形(圧縮成形)する金型ユニットAと、金型ユニットAにLEDチップ2と液状樹脂5とを供給する成形前材料供給ユニットBと、金型ユニットAで樹脂封止成形されたLED成形品3を収容する成形品収容ユニットCとを備えた光素子の樹脂封止成形装置(光素子の圧縮成形装置)であって、成形前材料供給ユニットBと成形品収容ユニットCとの間において、金型ユニットAに対して他の金型ユニットAを着脱自在に装設して金型ユニットAの数を任意に増減調整する。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20から第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
発泡体コアを有するFRP成形品の成形方法
【課題】FRP製の製品あるいはその部品として使用される、発泡体コアを有する高品質のFRP成形品を成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP成形品を成形するに際し、このFRP成形品の成形型の内表面に沿って、(A)先ずプリプレグあるいはドライの繊維基材を敷設した後、このプリプレグあるいは繊維基材上にチタン紙を重ねて配置し、又は、(B)先ずチタン紙を敷設した後、このチタン紙上にプリプレグあるいはドライの繊維基材を重ねて配置し、次いで、前記発泡体コアを、前記成形型の内部に、前記プリプレグあるいはドライの繊維基材とチタン紙を介して配置し、プリプレグを用いた場合はプレス成形法で、ドライの繊維基材を用いた場合はRTM成形法で成形するFRP成形品の成形方法。
(もっと読む)
ホルミシス複合材料の成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】粉状の強化ホルミシス原石粉末原料を60重量%以上、マトリックス樹脂に充填してなるホルミシス原石粉末複合素材を用いる。このホルミシス原石粉末複合素材を破砕し、ホルミシス原石粉末複合素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱加圧し、密集一体化させることによって所定の形状の複合樹脂成形品を製造する。ホルミシス原石粉末の原料には各種ホルミシス原石粉末を用いることができる。また、マトリックス樹脂には各種熱可塑性樹脂を用いることができる。
(もっと読む)
竹繊維成形物及び竹繊維成形物炭化処理材
【課題】剛性材ないしは準剛性材又はブロック状の弾性材を成形可能で、壁材、断熱材を含む建築材料、マット、吸音材、緩衝材その他の用途に適用可能な削剥竹繊維を母材とする竹繊維成形物及びこれに炭化処理を施した竹繊維成形物炭化処理材を得る。
【解決手段】竹繊維を母材とする竹繊維成形物Xが、採取した竹材の繊維配向と交差する方向に鉋掛け又は削進することにより削剥して得られるフィラメント状の削剥竹繊維1を原材料とする。該削剥竹繊維1に、水分を噴霧供給して湿潤化するとともに絶乾状態の粉末状糊材2を添加混合し、ついで削剥竹繊維1を交絡させて金型投入して材料表面を整え、所定の圧下量で脱気又は圧密化し加熱保持して賦型化する。こうして得られた竹繊維成形物Xに、さらに炭化処理を施して竹繊維成形物炭化処理材を製造する場合がある。
(もっと読む)
141 - 160 / 259
[ Back to top ]