
Fターム[4F205AD16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 繊維製品(編織物、不織布、長繊維物、コード) (897)
Fターム[4F205AD16]に分類される特許
681 - 700 / 897
熱硬化性発泡樹脂の含浸方法
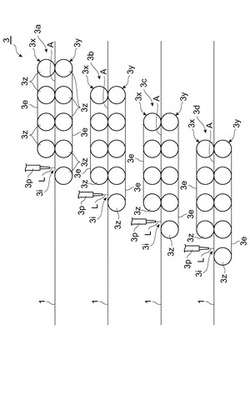
【課題】長繊維束に損傷を与えること無く熱硬化性発泡樹脂を確実に未発泡・未硬化の状態でむら無く十分に含浸する。
【解決手段】上下一対の無端のコンベアベルト3e,3e間に熱硬化性発泡樹脂液Lを充填し、樹脂液Lが充填されているベルト3e,3e同士間に、帯状に引き揃えた長繊維束1を移動させながら、樹脂液Lを含浸させる。これにより、ベルト3eと長繊維束1の間に樹脂液Lを介在させ、長繊維束1を引っ張って進行させる場合でもベルト3e,3e同士間にあっては長繊維束1に張力をほぼ不作用として十分に開繊させると共に、ベルト3e,3eにより、樹脂液Lの長繊維束1に対する接触面積及び含浸時間を大きくし、加えて、樹脂液Lを型内に溜めるのでは無くベルト3e,3e同士間に充填することで長繊維束1の進行に従い消費させる。
(もっと読む)
樹脂含浸装置及び繊維強化複合材料成形装置

【課題】繊維に樹脂を含浸して繊維強化複合材料を成形するための樹脂含浸装置及び繊維強化複合材料成形装置において、樹脂含浸用ローラに付着した繊維屑を除去することである。
【解決手段】樹脂16を溜める樹脂槽12と、樹脂槽12に溜められた樹脂16に一部が浸漬し、回転により樹脂槽12から樹脂16を表面に付着させて汲み上げる樹脂含浸用ローラ18とを有し、この樹脂含浸用ローラ18の表面に繊維14を接触させることにより、樹脂16を繊維14に含浸して繊維強化複合材料を成形するための樹脂含浸装置10であって、樹脂含浸用ローラ18に先端が当接するようにして配置され、樹脂含浸用ローラ18に付着した樹脂を含む繊維屑を樹脂含浸用ローラ18の表面から除去する除去部材24と、除去部材24に取り付けられ、繊維屑を含む樹脂から繊維屑を分離するフィルタ28を有する。繊維強化複合材料成形装置は、上記の樹脂含浸装置10を備える。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】優れた強度を有しながらも安価で作業性に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有する繊維強化合成樹脂パイプであって、前記繊維強化樹脂層として、ガラス繊維と該ガラス繊維に含浸されている合成樹脂とが用いられて形成されているガラス繊維強化樹脂層と、有機材料が用いられてなる有機不織布と該有機不織布に含浸されている合成樹脂とが用いられて形成されている有機不織布層とを有し、該有機不織布層が繊維強化合成樹脂パイプの最内周側の層に備えられていることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
積層物の形成システム及び形成方法
【課題】上下の繊維強化プラスチック層の間に樹脂層を備える中間層が配置された積層物を台座上に形成するために好適な積層物の形成システム及び形成方法を提供することを目的とする。
【解決手段】内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成するに当たり、樹脂層を形成する機能を有する第1の装置と、内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置を設け、第1及び第2の装置をそれぞれ台座に対し相対的に移動が可能とする。また、第1及び第2の装置のいずれか一方の装置を、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能にしてもよい。
(もっと読む)
タイヤ補強材としてのゴムシートの製造方法および同製造方法により製造されたゴムシートを用いたタイヤ
【課題】内部に埋め込まれているコードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
【解決手段】ねじり加工工程100と、このねじり加工工程で撚り合わされたコードを一平面上で所定の幅でジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成する型付け工程200と、このコード体を上下のシート状ゴム体で挟み込んでゴムシートを構成するゴムシート製造工程300とを連続配置することにより、コードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
(もっと読む)
カレンダー装置
【課題】カレンダー稼動初期におけるゴムコーティング反の対角の浮き上がりが現象を抑制する。
【解決手段】未加硫ゴム26を被覆するカレンダー22の上流側に、スチールコード12を挟持するブレーキロール20を配置し、ブレーキロール20の上流側近傍にコード回転抑制装置18を配置して複数のロール24にスチールコード12を巻き掛けて曲げを与える。スチールコード12が挟持搬送されると、ブレーキロール20を通過する前のスチールコード12には、撚りに沿って回転しようとする力が加わり、これらロールを通過した後には撚りの締まる方向の力を受けるが、カレンダー稼動初期において、コード回転抑制装置18によってブレーキロール20の下流側のスチールコード12の回転が抑えられると、ブレーキロール20を通過後のスチールコード12に発生する締まる方向の力の増加が抑えられ、ゴムコーティング反28の対角の浮き上がり現象が抑えられる。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】強度に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】パイプ本体部は、繊維強化樹脂層として、中空円筒形状に沿ってスパイラル状に巻回されている連続した繊維が用いられて形成された横巻繊維層を前記パイプ本体部の内周側と外周側とに互いに離間させて二層有しており、しかも、内周側横巻繊維層と外周側横巻繊維層との間に横巻繊維層以外の繊維強化樹脂層を少なくとも一層有しており、蓋部は、円形板が用いられており、該円形板が、外周部をパイプ本体部の内周面に接してパイプ本体部の両端よりも内側に備えられていることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】強度に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有しており、しかも、前記繊維強化樹脂層として、前記筒形状に沿ってスパイラル状に巻回されている連続した繊維と該繊維に含浸されている合成樹脂とが用いられて形成された横巻繊維層を有している繊維強化合成樹脂パイプであって、繊維強化合成樹脂パイプの内周側と外周側とに互いに離間されて備えられた二層の横巻繊維層を有し、しかも、該二層の横巻繊維層は、繊維が10度以下の低角度で巻回されている低角横巻繊維層であり、前記内周側の低角横巻繊維層と前記外周側の低角横巻繊維層との間に低角横巻繊維層以外の繊維強化樹脂層を少なくとも一層有していることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
組機可動式ブレイダー装置
【課題】長尺で、曲がっている部分を有するマンドレルに対するブレイディングを、極めて効率的に行う組機可動式ブレイダー装置を提供すること。
【解決手段】組機2を用いてマンドレル3のまわりにブレイディング層を組織するブレイダー装置であって、組機をマンドレルの軸線に沿って移動させる組機移動手段を設けたものであり、前記組機移動手段が、前記組機に直接的あるいは間接的に設けた駆動源と、マンドレルの平面視軸線および/あるいはマンドレルの側面視軸線に合致する第1のガイド手段および/あるいは第2のガイド手段とを含むものからなる組機可動式ブレイダー装置である。
(もっと読む)
繊維強化合成樹脂ボビン
【課題】安価でありながらも、寸法精度に優れ、しかも、軽量で強度に優れている繊維強化合成樹脂ボビンの提供を課題としている。
【解決手段】円筒形状を有する繊維強化合成樹脂パイプがコア材に用いられてなる繊維強化合成樹脂ボビンであって、前記繊維強化合成樹脂パイプが連続引き抜きフィラメントワインディング法により形成されていることを特徴とする繊維強化合成樹脂ボビンを提供する。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】本発明に係る繊維強化複合材料成形装置10は、炭素繊維等の繊維に、エポキシ樹脂等の樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置であり、樹脂含浸装置22が、樹脂が付着した繊維36を、所定の幅を有する間隙に通して樹脂の含浸量を調整する樹脂含浸量調整手段と、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する樹脂量計測手段とを有し、計測した樹脂量から樹脂の含浸不足を検知する。また、本発明に係る繊維強化複合材料成形装置10は、流量計により、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する手段を有している。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、樹脂含浸装置22は、樹脂を繊維14に付着させる樹脂付着用ローラ26と、樹脂付着用ローラと所定の幅を有する間隙を設けて配置され、樹脂が付着した繊維34を間隙に通して樹脂含浸量を調整する樹脂含浸量調整用ローラ36と、樹脂含浸量調整用ローラに付着され、樹脂付着用ローラから除かれた余分な樹脂の樹脂量を計測する膜厚検出装置38等の樹脂量計測手段と、樹脂含浸量調整用ローラに付着した樹脂を除去するヘラ40等の樹脂除去手段とを備え、樹脂含浸量調整用ローラの回転方向に対して、間隙と、樹脂量計測手段と、樹脂除去手段とが順に位置する。
(もっと読む)
タイヤ構成用ゴムシートの製造方法および製造装置
【課題】タイヤのショルダー部やプライのターンアップエンド部でのゴムの剥離問題を解決したタイヤ構成材としてのゴムシートの製造方法および製造装置を提供する。
【解決手段】送り出し装置から送り出された予め撚り合わされたスチールコードあるいは単線のフィラメントの1本を、折り曲げ装置により一平面上でジグザグ状に折り返して平面状のコード体を形成し、これをゴムシート製造装置にてシート状ゴム体に挟み込んでタイヤ構成用ゴムシート(短冊体)を製造する。
(もっと読む)
繊維強化プラスチック用ガラス繊維予備成形体基体、ガラス繊維予備成形体およびその製造方法並びに繊維強化プラスチック
【課題】賦形性に優れ、かつ保形性に優れた、繊維強化プラスチックに使用されるガラス繊維予備成形体基材の提供。
【解決手段】ガラス繊維予備成形体基材は、ガラス繊維糸および熱可塑性樹脂繊維を編糸とする編物と、編物の両面に配置されたガラス繊維チョップドストランドマットとを有し、編物とガラス繊維チョップドストランドマットが、熱可塑性樹脂またはガラス繊維糸により連結されていることを特徴とする。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
プロペラシャフトおよびその製造方法
【課題】小径のシャフトであっても共振周波数特性が高くて(曲げ剛性の高い)かつ、所定の捩り強度、円環剛性を確保し、さらに価格の高騰を抑えたプロペラシャフトおよびその製造方法を提供することにある。
【解決手段】内径が50〜100mmで、筒軸方向に対して5°〜60°の螺旋巻の層と筒軸方向に対して75°〜90°の周方向巻の層を有し、少なくとも引張弾性率400〜900Gpaの強化繊維を含み、中央部の厚みが1.5〜5mmであるFRP筒体に継手要素が結合されてなることを特徴とするプロペラシャフト。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、専用の装置を用いることなく、樹脂含浸繊維の張力の測定を可能とすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。ここで、アイクチ案内部18は、さらに、樹脂含浸繊維32に張力を与える張力ローラが受ける反力を検出する機能を有する。検出された反力は樹脂含浸繊維32の張力に相当する。
(もっと読む)
681 - 700 / 897
[ Back to top ]