
Fターム[4F205AD16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 繊維製品(編織物、不織布、長繊維物、コード) (897)
Fターム[4F205AD16]に分類される特許
761 - 780 / 897
繊維強化熱可塑性樹脂の引抜成形方法

【課題】 エポキシ樹脂を使用した引抜成形でありながら、繊維強化熱硬化性樹脂では困難なリユース、リサイクル及び2次加工が可能となる繊維強化熱可塑性樹脂を製造する引抜成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを予め強化用繊維に含浸させる工程(I)、及び、前記化合物(A)と化合物(B)とが含浸された前記強化用繊維を金型に引き込みつつ引き抜きながら前記金型を介して加熱し、前記化合物(A)と化合物(B)とを重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有することを特徴とする繊維強化熱可塑性樹脂の引抜成形方法。
(もっと読む)
強化発泡材

【課題】本発明は発泡材(1)を補強する方法と、補強されたサンドイッチ構造材(5)および類似の装備を備えた航空機に関する。
【解決手段】この方法においては、発泡材(1)は繊維束(3)を与えられるが、発泡材(1)は針(9)によって挿入される。この場合、針(8)が最初に片側から発泡材(1)に管通穴(2)を開け、その後針(8)でもう一方の側に設置される繊維束(3)を把持し、発泡材(1)に前記繊維束を押し込む。
(もっと読む)
シリンダバレル
【課題】 金属ライナに対する補強部の追従性を高め、軽量化がはかられるシリンダバレルを提供する。
【解決手段】 作動流体圧を受けて移動するピストンが摺動可能に収められる金属ライナ2と、この金属ライナ2の外側に巻かれてガラスファイバ21が金属ライナ2の軸方向と円周方向にそれぞれ延びる平織クロス20を樹脂で固めたGFクロス強化層12と、このGFクロス強化層12の外側に螺旋状に巻かれたカーボンファイバ31を樹脂で固めたCFワインディング強化層13とを備えた。
(もっと読む)
真空利用プライ配置シューおよび方法
基板表面上にプライを配置するための装置は、真空源に取付けるように構成される真空マニホールドアセンブリと、基板表面との実質的にガス不透過性の界面を提供するように構成される基板シールとを含む。この装置は、さらに、プライとの実質的にガス不透過性の界面を提供するように構成されるプライシールを含む。この態様で、真空マニホールドアセンブリに与えられる真空は、プライと基板表面との間の領域を減圧する。 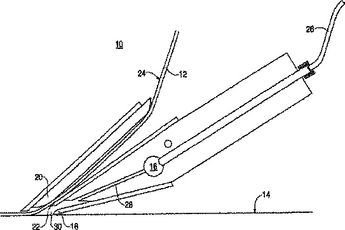 (もっと読む)
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 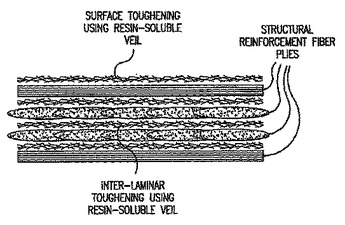 (もっと読む)
(もっと読む)
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 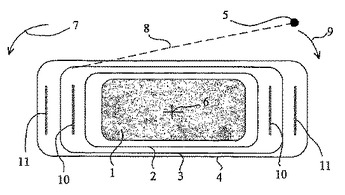 (もっと読む)
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 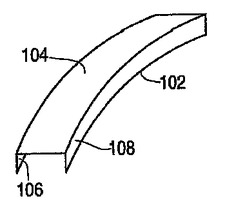 (もっと読む)
(もっと読む)
繊維強化プラスチック成形品の製造方法
【課題】 硬化後に成形品から熱収縮テープを簡単に、かつ容易に除去することが出来、生産性の向上を図ることが出来る繊維強化プラスチック成形品の製造方法を提供する。
【解決手段】 マンドレル1にマトリックス樹脂を含浸させた帯状の強化繊維基材2をスパイラル状またはすし巻き状に巻付けた後、その外周面に樹脂製の帯状布4を巻付け、更にその外周面に、熱収縮テープ3を巻付けた後、オーブンに入れて加熱硬化させる。そして硬化した成形品から、熱収縮テープ3及びナイロン布等の樹脂製の帯状布4を取外し、最後に成形品からマンドレル1を引き抜いて円筒状の成形品を製造する。
(もっと読む)
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
(もっと読む)
FRP製グレーチング及びFRP製グレーチングの製造方法
【課題】 建築物の構造材に必要とされる強度等の特性を十分に有すると共に、建築物の装飾材に必要とされる意匠性及び装飾性等の特性をも併せ持ち、更に、夜間等に全体が均一に発光して特異な意匠的効果を発揮することが可能なFRP製グレーチング及びFRP製グレーチングの製造方法の提供。
【解決手段】 透光性のマトリックス樹脂10内に補強繊維を充填した複合材料を格子状に成形してなり、格子状に成形した複合材料の全体にわたって蓄光剤を混合して略均一に分散させ、格子状に成形した複合材料の全体にわたって蓄光及び発光自在とした。
(もっと読む)
繊維強化プラスチック製容器の製造方法及びその製造装置
【課題】強度低下等の設計を考慮する必要がなく、また隔壁の装着を容易に行うことが出来るので作業効率を向上させることが出来る繊維強化プラスチック製の円筒状圧力容器の製造方法及びその製造装置を提供する。
【解決手段】製造装置は、マトリックス樹脂を含浸させた帯状の強化繊維基材3を巻付けるマンドレル2の両端中心部に支持軸1a,1bを設け、この支持軸1a,1bは、軸受け部材5a,5bを介してマンドレル支持装置6a,6bに回転自在に支持されている。支持軸1a,1bには、円筒状容器Wの両端開口部に一体的に成形する隔壁部材4を支持するための支持部材7がスライド可能に設けてあり、この支持部材7は隔壁部材4を当接させて支持させると共に、帯状の強化繊維基材3を巻付けるマンドレル2に巻付ける際には、隔壁部材4及びその取付け部4aが強化繊維基材3の巻付けに干渉しない位置まで移動出来るようになっている。
(もっと読む)
引き抜き成形法及び該方法によって製造される物品
本発明は、長繊維強化成形組成物の製造方法であって、以下の工程:
(a)張力下のマルチフィラメントの少なくとも一つのマルチフィラメントストランドを、表面を超えて送って(passing over a surface)、それにより、少なくとも一つのストランドにおいて、マルチフィラメントをばらばらにひろげて(spread apart)開かれたマルチフィラメントストランドを形成し;
(b)張力下の開かれた(opened)マルチフィラメントストランドを第1の含浸装置に導入し;
(c)第1の熱可塑性成形組成物を第1の含浸装置に導入し、ここで、第1の熱可塑性成形組成物は、少なくとも一つの熱可塑性ポリマー、熱可塑性ポリマーとマルチフィラメントの表面との間の共有結合の形成を触媒する少なくとも一つの触媒を含み、及び所望の場合には、触媒の活性に悪影響を与えない他の添加剤を含む;
(d)少なくとも一つの開かれたマルチフィラメントストランドに、可塑化された第1の熱可塑性成形組成物を含浸し;
(e)第1の含浸装置から形成された繊維強化ストランドをドローオフ(draw-off)し;
(f)繊維強化ストランドを第2のダイに送り;
(g)第1の熱可塑性成形組成物とは異なり、少なくとも一つの熱可塑性ポリマー及び添加剤を含む第2の熱可塑性成形組成物を第2のダイに導入し;
(h)繊維強化ストランドを、第2のダイにおいて可塑化された第2の熱可塑性成形組成物で被覆(sheathing)し;
(i)第2のダイから第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドをドローオフし;
(j)適当な場合には、第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドを、冷却し、成形し、ペレット化し、及び/又は更に加工する;
工程を包含することを特徴とする方法に関する。 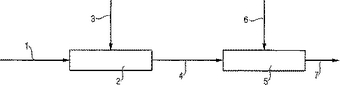 (もっと読む)
(もっと読む)
高圧ガス貯蔵容器の製造方法及び高圧ガス貯蔵容器
【課題】 補強層の厚みが薄くなる鏡部、特に肩部の機械的強度を高めたライナーに補強部材を巻き付けて容器全体で耐圧性にバラツキが生じない信頼性の高い高圧ガス貯蔵容器の製造方法を提供する。
【解決手段】 金属製ライナー4を所定形状に成形する成形工程と、金属製ライナー4を加熱し急冷する熱処理工程と、金属製ライナー4の周面に帯状の補強部材8を巻き付けて補強層を形成する補強層形成工程とを備える。熱処理工程では、金属製ライナー全体を加熱した後、鏡部4Bのみを容器6内に満たした冷却水7に浸漬し急冷することで部分的に焼き入れを行う。こうすることで、タンクの構造上、容器肩部の補強部材の巻き数が他の部位に対して少ないことによる強度不足を、焼き入れによって補うことができる。
(もっと読む)
管状体
【課題】ゴルフクラブシャフト等の管状体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上し、実用化可能な管状体を提供する。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された管状体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする、ゴルフクラブシャフト等の管状体。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
内圧容器の製造方法
【課題】 インナーリング内蔵型の内圧容器を効率良く製造でき、更に、マンドレルに複雑な加工を施さずとも容易にインナーリングが適正位置に保持された内圧容器を得ることができる内圧容器の製造方法を提供することである。
【解決手段】 マンドレル1の所定位置において、複数の分割体8を互いに当接させて形成される筒状部材2が該マンドレル1に被嵌され、更にこの筒状部材2に環体9及び前記インナーリング3が互いに当接する状態で被嵌された状態を作出し、続いて、樹脂を含浸した繊維4を前記筒状部材2,前記環体9及びインナーリング3に連続的に巻回し、続いて、該樹脂硬化後、マンドレル1を脱型し、続いて、前記筒状部材2及び前記環体9を除去して前記インナーリング3が設けられた繊維強化樹脂製筒体6を形成し、続いて、この繊維強化樹脂製筒体6に前記閉塞蓋7及び保持環体5を設ける内圧容器の製造方法である。
(もっと読む)
内圧容器の製造方法
【課題】 小型で且つ耐内圧強度に秀れた構成の内圧容器を簡易な方法で製造でき、また、インナーリング非内蔵型の内圧容器の耐内圧強度も向上させることができる極めて実用性に秀れた内圧容器の製造方法を提供することである。
【解決手段】 フィラメントワインディング法により連続繊維を巻回積層して成る繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞されており、この閉塞蓋2は前記繊維強化樹脂製筒体1と連結される保持環体3で支持されている内圧容器の製造方法であって、マンドレル5に樹脂を含浸した繊維6を巻回する際、該マンドレル5に被嵌される一対のリング体の外側面に該繊維6を引っ掛けて巻回方向を変更しながら巻回し、前記樹脂硬化後、脱型して前記繊維強化樹脂製筒体1を形成し、続いて、この繊維強化樹脂製筒体1に前記閉塞蓋2及び前記保持環体3を設けて該繊維強化樹脂製筒体1を閉塞する内圧容器の製造方法である。
(もっと読む)
繊維強化樹脂製筒体
【課題】 アラミド繊維等の有機繊維であっても、該有機繊維に含浸された樹脂を短い硬化時間で硬化させることができ、しかも、可使時間を短くすることなく良好にFW成形を行うことができ、更に、良好な振動減衰性を得られる極めて実用性に秀れた繊維強化樹脂製筒体等を提供することである。
【解決手段】 フィラメントワインディング法により樹脂が含浸された連続繊維を巻回積層して成る繊維強化樹脂製筒体であって、前記連続繊維として有機繊維が採用され、該有機繊維に含浸される前記樹脂には、少なくともエポキシ樹脂及びその硬化剤並びにビニルエステル樹脂及びその硬化剤が含まれており、エポキシ樹脂の硬化剤としてアミン系硬化剤が採用されているものである。
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
761 - 780 / 897
[ Back to top ]