
Fターム[4F205AD16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 繊維製品(編織物、不織布、長繊維物、コード) (897)
Fターム[4F205AD16]に分類される特許
721 - 740 / 897
積層体の裁断方法とプリフォーム基材及びそれを用いたプリフォームの製造方法
【課題】シート状の繊維強化材を積層した、形状安定性に優れると共にフレキシブルでもあるプリフォーム基材又はプリフォームを提供することと、そのためにシート状の繊維強化材の積層体を、作業効率良く裁断する方法を提供すること。
【解決手段】熱可塑性繊維を交織した強化繊維の織物を内層に含む積層体を、所望の形状に裁断するに際し、予め、この積層体の裁断ラインに沿って裁断ラインを含む一定の幅を加熱し、加熱部分の熱可塑性繊維を溶融させ積層体を部分的に接着せしめ、次いで、この積層体を裁断ラインに沿って切断することからなる積層体の裁断方法、及び、得られたプリフォーム基材、並びにそれを用いたプリフォームの製造方法。
(もっと読む)
ツールアセンブリ、航空機の翼、航空機の翼および翼外板の製造方法、ならびに複合積層体を製造するためのシステム

【課題】 一系統群の航空機の翼を元の翼のモデルに基づいて製造するための方法およびシステムを提供する。
【解決手段】 航空機の複合翼および他の構造を製造するための方法およびシステムをここに開示する。この発明の一実施例に従った複合積層体を製造する際に使用するツールアセンブリは、可動支持システムによって担持されたツールプレートを含む。ツールプレートは、繊維強化樹脂材料を支持し、繊維強化樹脂材料の外側モールド線(OML)を規定するよう構成されたツール表面を含む。可動支持システムは、コントローラからの信号に応答してツール表面の形状を自動的に変更し、完成部品のOMLを変えて、特定の用途に適合するよう構成されている。一実施例では、可動支持システムは、ツールプレートに動作可能に結合された複数のテレスコープ式作動装置を含み得る。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープ及びその製造方法
【課題】テープを材料に用いた炭素繊維強化熱可塑性樹脂(CFRTP)成型物が高い曲げ強度を示す広幅扁平形状の炭素繊維強化熱可塑性樹脂テープを製造する方法を提供する。
【解決手段】内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を130μm以下にし、下流側スリットノズル12の下流にテープ冷却手段64、66を設けた構成の装置を用いて製造する。
(もっと読む)
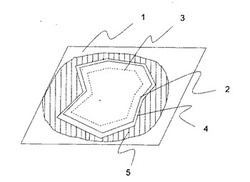
浴槽
【課題】マイクロビーズを均一に分散させて安定した保温効果を発揮でき、あるいはマイクロビーズを必要に応じて偏在させることにより、局部的に他と異なる熱特性を発揮できるようにした浴槽を提供する。
【解決手段】浴槽が繊維強化プラスチックで形成される浴槽本体1と、浴槽本体1の内面全体を覆う内層体2とで構成されている。浴槽本体1は、熱硬化性樹脂からなる母材3と、母材3に混入されるマイクロビーズ4と、繊維質強化材5などを構成材にして、これらの構成材を塗装ガンで内層体2に吹き付けて形成する。
(もっと読む)
長繊維樹脂成形体、並びに、長繊維樹脂成形体の製造方法
【課題】 樹脂成形体の強度低下がほとんどなく、制振性に優れる長繊維樹脂成形体を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、樹脂部10と、長繊維である繊維部11とを有しており、樹脂部10が繊維部11によって補強されている。また、長繊維樹脂成形体1はゲル状樹脂12を有しており、ゲル状樹脂12は、繊維部11と樹脂部10との間に介在している。そのため、ゲル状樹脂12によって振動を減衰させることができ、長繊維樹脂成形体1の制振性は優れている。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法
【課題】 湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、母材樹脂部10と、長繊維11とを有しており、母材樹脂部10が長繊維11によって補強されている。また、長繊維樹脂成形体1は熱可塑性樹脂12を有しており、熱可塑性樹脂12は、長繊維11と母材樹脂部10との間に介在している。そのため、長繊維樹脂成形体1を熱可塑性樹脂12が軟化する温度まで加熱した状態で湾曲させることにより、湾曲させた状態で長繊維11に発生する残留応力を小さくすることができる。
(もっと読む)
繊維複合部材の製造方法、プリプレグの製造方法及び製造システム
【課題】高品質のプリプレグ及び最終製品たる繊維複合部材を安定的に得ることを可能とする。
【解決手段】複数本の繊維14aからなるシート状の繊維基材14に粉体樹脂20を付着させた後、粉体樹脂20の付着した繊維基材14を加熱し、強化繊維14aと半硬化状態の樹脂20とからなるプリプレグ28を製造する方法であって、導電シート10を繊維基材14の一方の面側に配置し、帯電した粉体樹脂20を、繊維基材14の他方の面側から繊維基材14に向けて吹き付けることで、静電気力を利用して繊維基材14の繊維14a間に粉体樹脂20を充填させながら繊維基材14に粉体樹脂20を付着させる。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
FRPのプリフォームの製造方法および装置
【課題】
従来のRTM成形用プリフォームの製造方法では、プリフォーム成形後にRTM成形型のキャビティに合わせてカッター等でトリミングを行っているが、キャビティに対し、大小のズレが大きくRTM成形の精度を落としている。
【解決手段】
賦形面が凹形状および/または凸形状を有する下型に層間固着剤を有する複数枚の強化繊維基材の積層シートを載置し、上型との間ではさむことにより型に沿わせると同時にまたは直後に外周部を挟持し、かかる挟持状態の下で外周部をトリミングすることを特徴とするFRPのプリフォームの製造方法
(もっと読む)
管状体
【課題】軽量化すると共に、装飾のムラや欠けを防止し、装飾性に優れた管状体を提供すること。
【解決手段】強化繊維20に合成樹脂22を含浸した繊維強化プリプレグを巻回して管状体の本体12を形成し、この本体12の最外側に配置される繊維強化プリプレグの外表面側樹脂に装飾粒子30を埋め込んで形成した管状体10であって、最外側の繊維強化プリプレグの外表面側樹脂層22aの平均厚さLを、この最外側の繊維強化プリプレグの強化繊維20の平均径Dよりも小さく形成すると共に、装飾粒子30の平均厚さtを外表面側樹脂層22aの平均厚さL以下に形成した管状体。
(もっと読む)
プリフォームおよびプリフォームの製造方法
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多軸ステッチ基材からなるプリフォームおよびそのプリフォームの製造方法を提供すること。
【解決手段】
本発明のプリフォームは、多数本の強化繊維糸条が並行にシート状に配列して構成された層の少なくとも2層以上が交差積層されてステッチ糸にて一体化された多軸ステッチ基材が、1ないし複数枚積層されて二次曲面を有する形状に賦型されたプリフォームであって、少なくとも二次曲面に賦型された箇所においてステッチ糸の少なくとも一部が切断されていることを特徴とする。
(もっと読む)
補強コード層の形成方法及び金具付きゴム製筒体
【課題】空気ばねなどとして使用される金具付きゴム製筒体の製造工程及び工数を少なくすることができ、その製造コストを安くすると共に、安定した性能を得ることができる補強コード層の形成方法を提供する。
【解決手段】金具3、4の外側に一本の補強コード8を一定の傾斜角度(β)で掛け回し、一回掛け回す間に周方向にコードピッチ分だけずらす。掛け回し操作を繰り返して金具3、4の外周を周回させる。これにより、補強コード8の掛渡部8aを中心軸に対して傾斜させつつ周方向に配列する。掛渡部8aを全周に配列して、補強コード8の傾斜方向が互いに交差する二層の円筒状の補強コード層6a、6bを形成する。
(もっと読む)
衝撃エネルギー吸収性能を有する縫合組物FRPパイプ
【課題】ブレイダー装置によるブレイディング処理によって組成される繊維強化プラスチック製の衝撃エネルギー吸収性能の高い縫合組物FRPパイプという具体的な構造物を提供すること。
【解決手段】軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5とを選択的に組み合わせて、ブレイダー装置によって、組成の芯となるマンドレル上に複数層の組物層2からなる組物円筒状プリフォーム1を組成してなり、組物円筒状プリフォームを層厚方向に縫合糸により縫合処理し、樹脂材を含浸硬化して縫合組物FRPを形成してなることを特徴とする衝撃エネルギー吸収性能を有する縫合組物FRPパイプ。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
繊維強化プラスチック成形体及びその製造方法
【課題】
熱線に対する遮蔽効果の高く、製造が容易な繊維強化プラスチック成形体及びその製造方法を提供すること。
【解決手段】
繊維強化プラスチック成形体1を、ゲルコート層2、バックアップコート層3、強化繊維層4、及び含浸用樹脂層5から構成し、特に、これら各層の少なくともいずれかに熱線反射性粒子を分散配置することを特徴とする。
好ましくは、熱線反射性粒子は、セラミックス、中空セラミックス、酸化チタン、バナジウム、ケイ化物の少なくとも一つを含むことを特徴とする。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープの製造装置
【課題】 熱可塑性樹脂テープ製造時、毛羽蓄積に伴う樹脂含浸装置内部での炭素繊維の切断、テープの変形等のトラブルを防止する炭素繊維強化熱可塑性樹脂テープの製造装置を提供する。
【解決手段】 内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を互いに縮める方向にノズル上部部材20とノズル下部部材26の少なくとも一方を付勢する手段36を設けた構成の製造装置にする。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
繊維強化樹脂製コイルバネおよびその製造方法
【課題】軽量化を図り、かつ、安定した形状の中空断面構造の繊維強化樹脂製コイルバネ及びその製造方法を提供する。
【解決手段】繊維強化樹脂製のコイル素線を螺旋状に巻回した繊維強化樹脂製のコイルバネであって、該繊維強化樹脂製のコイルバネは、その断面に中空部を有し、該中空部の中空率が、前記繊維強化樹脂製コイルバネの断面積の20%以上80%以下であることを特徴する。
(もっと読む)
複合物品の製造方法
【課題】低密度の複合物品を製造する方法を提供する。
【解決手段】硬化可能なプレプレグを所定の形状に形成する工程と、所定の形状に形成されたプレプレグを硬化する硬化工程とを備える。硬化可能なプレプレグを所定の形状に形成する工程では、硬化工程においてプレプレグ内に空所が形成されるように十分に低い圧密圧力の下で、硬化可能なプレプレグが所定の形状に形成される。硬化工程では、硬化可能なプレプレグを硬化することにより発生する硬化可能なプレプレグの樹脂の成分の蒸発物質が前記空所を形成するように、約8.61×104パスカル絶対圧(12.5psia)から103.4×104パスカルゲージ圧(150psig)までの範囲の硬化圧力の下で、前記所定の形状に形成されたプレプレグを硬化する。
(もっと読む)
721 - 740 / 897
[ Back to top ]