
Fターム[4F205AD16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 繊維製品(編織物、不織布、長繊維物、コード) (897)
Fターム[4F205AD16]に分類される特許
841 - 860 / 897
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
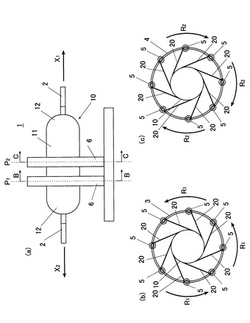
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
羽、羽の製造方法、およびその羽を備えた移動装置

【課題】 CFRP等の質量が小さくかつ剛性が高い繊維複合材料を用いながら、所望の剛性分布が得られるような設計の自由度が高い構造からなる羽およびその製造方法を提供する。
【解決手段】 羽面部3は、繊維軸が第1の方向に延びる第1のCFRP層、第1の方向に対して60度ずれた第2の方向に繊維軸が延びる第2のCFRP層、および、第2の方向に対して60度ずれた第3の方向に繊維軸が延びる第3のCFRP層の積層構造からなる。第1のCFRP層においては、第1方向に沿って延びる複数の細長板状部7が互いに間隔をおいて並んでいる。第2のCFRP層においては、第2方向に沿って延びる複数の細長板状部8が互いに間隔をおいて並んでいる。第3のCFRP層においては、第3方向に沿って延びる複数の細長板状部9が互いに間隔をおいて並んでいる。
(もっと読む)
医療用用途のための多孔性膜を製造するための装置および方法
医療用用途のための多孔性膜(2)を製造するための機械(1)は、複数の、流体物質(18a、18b、18c、19a、19b、19c)を構成する成分のレザバー(25a、25b、25c、26a、26b、26c)、この流体物質を、要素(37)(この上に、この物質が沈着されて構築される)上に噴霧するため、このレザバーから供給される第一および第二のガン(16、17)を備える。膜(2)を形成するように設計されたこの流体物質の実質的に均一な分布のため、要素(37)およびガン(16、17)は、互いに対して可動性である。 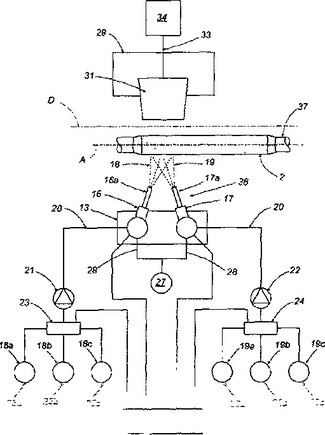 (もっと読む)
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
繊維強化樹脂製線材の成形方法・繊維強化樹脂製線材・繊維強化樹脂製線材の成形装置・繊維強化樹脂製線材の成形に用いられる繊維束
【課題】金型のような高価な成形加熱治具を要することなく成形でき、成形速度を高速にできるとともに、多品種少量生産もコストアップを来たすことなく容易にでき、繊維強化樹脂製線材の製造コストの大幅な低減を図れるようにする。
【解決手段】撚って断面が円形状になるように予備成形した繊維束2をテンションローラ9で張力を付与しながら送り、樹脂槽3内にどぶ浸けして熱硬化性樹脂11を含浸し、余分な樹脂をダイス4に通して削ぎ落とした後、電気炉5内で折り返し案内して樹脂を非接触状態で加熱しながら硬化させつつ引き抜き手段6により引き抜く。
(もっと読む)
FRP筒体およびその製造方法
【課題】周方向巻補強層の形状を安定化させることによって周方向巻補強層と螺旋巻層の境界に発生するボイドを消滅させ、また、不必要な厚肉化を避けて重量および材料費を削減できる、FRP筒体およびその製造方法を提供する。
【解決手段】強化繊維の螺旋巻層を含み筒軸方向に延在する本体筒部と、該本体筒部の筒軸方向端部内周面側に設けられ、筒軸方向に対して±80〜90度の範囲内の巻角度の強化繊維の周方向巻層を含む補強部とを有するFRP筒体において、補強部が、径方向内側に位置する強化繊維の第1周方向巻層を含む第1補強部とその外側に位置し強化繊維の第2周方向巻層を含む第2補強部とからFRP筒体、およびその製造方法。
(もっと読む)
FRP筒体およびその製造方法
【課題】各ヘリカル巻層の形状を安定化させ、繊維束境界に発生するボイドを消滅させることによって、目標とする強度特性を正確にかつ安定的に発現することができるFRP筒体、およびその製造方法を提供する。
【解決手段】筒軸方向に往復動されながらヘリカル巻された、連続繊維からなる強化繊維で強化された樹脂からなるFRP筒体において、筒体径方向に積層された各ヘリカル巻層の強化繊維束の筒体周方向における位相が、各強化繊維束の幅方向端部位置が同位相もしくは同位相周辺になることを避けるように、互いにずらされていることを特徴とするFRP筒体、およびその製造方法。
(もっと読む)
湾曲したFRP桁材用の強化繊維プリフォームの製作方法
【課題】従来の湾曲した強化繊維プリフォームの製作方法では、長手方向において強化繊維層の不連続部位が発生したり、繊維配列に乱れが発生してしまう。
【解決手段】製作目的の強化繊維プリフォームの中心軸の描く曲線に一致する中心軸M1を有するマンドレル1を製作するマンドレル製作工程(ステップ101)と、ブレイダー2による組糸Yの組位置Pを通過するように、湾曲したマンドレル1を移動させて、このマンドレル1上に筒状組物3を製作する組物製作工程(102)と、筒状組物3を中心軸方向に沿って切断して分割し、断面形状が中心軸方向で同一となる一対のC型基材11・12を製作するC型基材製作工程(ステップ104)と、C型基材製作工程で製作された一対のC型基材11・12を、背面11a・12a同士で重ね合わせて仮固定して、H型基材20を製作する重合基材製作工程(ステップ105)と、を備えるものとする。
(もっと読む)
シームレス補強材およびその製造方法
【課 題】ガラス繊維からなる軽量、薄型円筒状シームレス補強材、その製造方法および該補強材を含む繊維強化プラスチック製の耐熱性、耐衝撃性、耐溶剤性および寸法安定性等にすぐれ、肉厚が薄く、軽量の円筒状成形体を提供すること。
【解決手段】1本のガラス繊維糸条を円筒状に綾角度を持たせて複数回巻回してなる筒状であって、目止め剤で少なくとも糸条の交点が固定されていることを特徴とするガラス繊維からなるシームレス補強材。
(もっと読む)
強化繊維基材、繊維強化プラスチック部材および繊維強化プラスチック部材の製造方法
【課題】
軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を提供する。また、軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を容易に製造可能な強化繊維基材、および繊維強化プラスチックの製造方法を提供する。
【解決手段】
次の構成要素[A]、[B]、[C]を含み、構成要素[A]の少なくとも片面に構成要素[B]を介して、構成要素[C]が配設されていることを特徴とする繊維強化プラスチック部材。
[A]繊維強化プラスチック
[B]引張弾性率が0.1〜500MPaである低弾性率表面層
[C]引張弾性率が1000〜30000MPaである高弾性率表面層
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
引抜成形により得られる複合管とその製造方法
発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
蛇腹ゴムホースの製造方法
【課題】ゴム内管と外周側の補強層と外面ゴム層との積層構造を成す蛇腹ゴムホースを連続的に生産可能で生産性が高く、製造コストも安価でしかも補強層がその形成時点から正しく蛇腹形状を成して補強効果をホース全長に亘って均等に発揮することのできる蛇腹ゴムホースの製造方法を提供する。
【解決手段】ゴム内管18と補強層20と外面ゴム層22とが蛇腹形状をなす蛇腹ゴムホースを製造するに際して、ゴム内管18を予めインジェクション成形により加硫成形して整列機36で直列に連続的に整列させその整列状態のゴム内管18を連続的に送りながら、外周面に補強糸58を連続的に且つ蛇腹形状に沿って編組して行く。そしてその後に補強層20の外周面に未加硫の外面ゴム層22の成形と加硫、各ホース1本ごとの切断を行う。
(もっと読む)
複合材料からなる管状部材及びその製造方法
【課題】 高い機械的特性を保持しながら識別可能な表面彩色を有すると共に、表面の高い摺動性(slidability)を有した、複合材料からなる管状部材およびその製造方法を提供する。
【解決手段】 繊維が所定方向に沿って存在するように重ね合わされて配列され、重合型母材中に含浸されている構造繊維の複数の層(2)を有しており、所定量の少なくとも1種類の顔料が最外側層(2a)の重合体母材中で、実質的に最外側表面に近接する部分にのみに与えられている、複合材料からなる管状部材(1)。
(もっと読む)
コイルワイヤ補強ゴム部材の製造方法及び装置
【課題】コイルワイヤのループ部間の寸法のバラツキを抑制し、寸法安定性を改善することが可能なコイルワイヤ補強ゴム部材の製造方法及び装置を提供する。
【解決手段】未加硫ゴムシート2,3間に偏平コイル状に延在するコイルワイヤ4を挟み込んで構成したコイルワイヤ補強ゴム部材1を製造する方法であり、ガイドフランジ62をプレス面60の両側に突設した第1プレスロール18と、第1プレスロール18に対面して配置した第2プレスロール20を使用する。予め偏平コイル状に癖付けされた長尺のコイルワイヤ4を自重により順次落下させながら、第1プレスロール18のプレス面60上を搬送される一方の未加硫ゴムシート2上に載置し、次いで一方の未加硫ゴムシート2上に載置されたコイルワイヤ4上に他方の未加硫ゴムシート3を順次供給して第1プレスロール18と第2プレスロール20により圧着する。
(もっと読む)
高性能構造形状体を製造するための連続的プルトルージョン法
本発明は、構造形状体を製造するための連続的プルトルージョン法において、a)1枚以上の織物シートに、(i)三又は四官能性エポキシ樹脂である少なくとも一種類のエポキシ樹脂、及び(ii)異なった反応性を有する少なくとも二種類の反応性基を含む硬化剤系、の組合せを含む樹脂組成物を含浸させ、b)前記含浸させた織物シートを熱に掛けて前記少なくとも一種類のエポキシ樹脂と前記硬化剤系とを部分的に反応させ、その結果前記樹脂組成物の粘度を増大し、そしてc)前記部分的に反応させた含浸樹脂組成物を、熱及び(又は)圧力を用いてゲル化する、連続的プルトルージョン法を与える。 (もっと読む)
841 - 860 / 897
[ Back to top ]