
Fターム[4F205AG07]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 中空体一般 (195)
Fターム[4F205AG07]に分類される特許
161 - 180 / 195
プラスチゾル部品へのインモールド証印印刷
この発明は、中空状に成形されるプラスチゾル部品の壁の中へ高解像度の証印を精確に配置する方法である。本発明は、キャリアシート上にプラスチゾルのベース層を成型することによりプラスチゾルの画像トランスファーを用意し、画像トランスファーを形成するため、プラスチゾルのベース層上に着色したプラスチゾルで証印を印刷し、さらにその上からプラスチゾルの本体層で印刷する。各プラスチゾルの層が堆積された後その層は次の層の堆積前に硬化され、その後、そのトランスファーは最後の本体層を硬化するため加熱される。このトランスファーは、高い溶剤含有量の接着剤を金型内周面に塗布し、前記プラスチゾルのトランスファーをキャリアシートから剥がし、それを接着剤の塗布された金型面に向けて貼付け、さらに、そのトランスファーを、接着剤の塗布された金型表面に向けて押圧し、その貼付けられたトランスファーを短時間で乾燥させ、その後別のやり方で従来のロト成形方法またはスラッシュ成形方法を続けることによって、成形品の壁の中へ永続的に融化させた証印を有する中空形状の成形部品が得られる。 (もっと読む)
回転成形法による中空成形体の製造方法

【課題】耐薬品性等に優れ、かつ漏れ等が生じにくい緻密性の高い仕切板が設けられた中空成形体を回転成形法で製造する。
【解決手段】内部空間A1,A2,A3を仕切る仕切板3,4が設けられた中空成形体1を回転成形法により製造する方法であって、少なくとも表面全体に樹脂層3b,4bが設けられた仕切部材3,4を金型内に設置してその位置を固定した後、該金型を加熱して金型内に投入した粉末状の熱可塑性樹脂を加熱溶融させるとともに金型を回転させて、金型の内壁面に溶融した樹脂を付着させ、中空成形体の壁部2を形成するとともに、仕切部材表面の樹脂層と溶融した樹脂とを一体化させ、仕切部材からなる仕切板3,4と中空成形体の壁部2とを一体的に形成して内部に仕切板3,4が設けられた中空成形体1を成形することを特徴としている。
(もっと読む)
回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用
【課題】回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用。
【解決手段】本発明は回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用に関する。これら添加剤は、溶融プロセスの段階中に、より高温方向へのより広範な温度範囲をもたらすので、プロセス安定性を高める。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
樹脂加工方法及び樹脂加工装置
【課題】
所定の形状が反転した形状の表面パターンを有する金型を用いて表面パターンを転写し、複製する樹脂加工法について、
慣性力下で被加工材を装填し、表面パターンを転写し、固化させることができる方法を提供すること。
【解決手段】
所定の形状を反転した形状の表面パターンを有する金型を用いて表面パターンを転写し、複製する樹脂加工法であって、
慣性力が働かない状態で被加工材を表面パターンを有する金型に装着し、
慣性力下で流動性のある状態の被加工材を押圧して表面パターンに被加工材を倣わせ、
慣性力下で被加工材を固化させ、
慣性力が働かない状態で金型から成形品を取り出すこと。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
複合圧力容器または複合管状体ならびに複合中間物
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含むプリプレグまたはプリプレグトウ;少なくとも1種の繊維と少なくとも1種の熱硬化性樹脂と、前記熱硬化性樹脂の固形分を基準にして1〜10質量%の少なくとも1種の分子量が5,000から30,000である界面活性オリゴマーまたはポリマーとを含む繊維強化複合材料;繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含む強化された繊維;内側シェルまたはライナと接触した上記の強化繊維を含む圧力容器または複合管状体。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】回転成形金型6に、後工程の穿孔加工及びフレアー加工によって継手部3となり且つ該穿孔加工の際のチャック掴み部32を具えた樹脂ブロック30を保持せしめておき、回転成形の際に成形される容器胴部2と樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削加工によって樹脂ブロック30を筒体33に形成し、次にフレアー加工によって筒体の先端にフランジ35を形成する。
(もっと読む)
塗布方法およびこれに用いる円筒状芯体
【課題】リングコート法により円筒状芯体外周面に塗膜を形成した場合の膜厚ムラを抑制する塗布方法を提供すること。
【解決手段】 円筒状芯体1A,1Bを塗布液に浸漬する浸漬工程と、前記塗布液中に浸漬させた前記円筒状芯体を、該円筒状芯体の外径よりも大きな内径を有し、前記塗布液上に浮かべたリング5の孔を通過させつつ略鉛直方向に沿って上方に移動させる円筒状芯体移動工程とを経て、前記円筒状芯体の外周面に塗膜を形成する塗布方法において、少なくとも前記円筒状芯体移動工程において、前記円筒状芯体の外周面にピン4が設けられていることを特徴とする塗布方法。
(もっと読む)
シリンダバレル
【課題】 金属ライナに対する補強部の追従性を高め、軽量化がはかられるシリンダバレルを提供する。
【解決手段】 作動流体圧を受けて移動するピストンが摺動可能に収められる金属ライナ2と、この金属ライナ2の外側に巻かれてガラスファイバ21が金属ライナ2の軸方向と円周方向にそれぞれ延びる平織クロス20を樹脂で固めたGFクロス強化層12と、このGFクロス強化層12の外側に螺旋状に巻かれたカーボンファイバ31を樹脂で固めたCFワインディング強化層13とを備えた。
(もっと読む)
ポリエチレンを含む混合物から製造される単層回転成形物品
【課題】回転成形(rotomoulded)で得られる単層の物品。
【解決手段】この単層物品はポリエチレンと、官能化ポリオレフィンと、ポリエーテルエステル、飽和ポリエステル、ポリカーボネートまたはポリアミドの中から選択される一種または複数の他の成分とを混合したブレンドを用いて製造される。
(もっと読む)
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 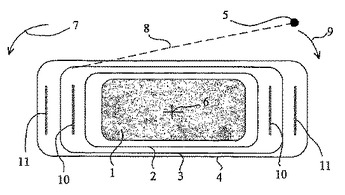 (もっと読む)
(もっと読む)
高圧ガス貯蔵容器の製造方法及び高圧ガス貯蔵容器
【課題】 補強層の厚みが薄くなる鏡部、特に肩部の機械的強度を高めたライナーに補強部材を巻き付けて容器全体で耐圧性にバラツキが生じない信頼性の高い高圧ガス貯蔵容器の製造方法を提供する。
【解決手段】 金属製ライナー4を所定形状に成形する成形工程と、金属製ライナー4を加熱し急冷する熱処理工程と、金属製ライナー4の周面に帯状の補強部材8を巻き付けて補強層を形成する補強層形成工程とを備える。熱処理工程では、金属製ライナー全体を加熱した後、鏡部4Bのみを容器6内に満たした冷却水7に浸漬し急冷することで部分的に焼き入れを行う。こうすることで、タンクの構造上、容器肩部の補強部材の巻き数が他の部位に対して少ないことによる強度不足を、焼き入れによって補うことができる。
(もっと読む)
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
(もっと読む)
繊維強化プラスチック製容器の製造方法及びその製造装置
【課題】強度低下等の設計を考慮する必要がなく、また隔壁の装着を容易に行うことが出来るので作業効率を向上させることが出来る繊維強化プラスチック製の円筒状圧力容器の製造方法及びその製造装置を提供する。
【解決手段】製造装置は、マトリックス樹脂を含浸させた帯状の強化繊維基材3を巻付けるマンドレル2の両端中心部に支持軸1a,1bを設け、この支持軸1a,1bは、軸受け部材5a,5bを介してマンドレル支持装置6a,6bに回転自在に支持されている。支持軸1a,1bには、円筒状容器Wの両端開口部に一体的に成形する隔壁部材4を支持するための支持部材7がスライド可能に設けてあり、この支持部材7は隔壁部材4を当接させて支持させると共に、帯状の強化繊維基材3を巻付けるマンドレル2に巻付ける際には、隔壁部材4及びその取付け部4aが強化繊維基材3の巻付けに干渉しない位置まで移動出来るようになっている。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
内圧容器の製造方法
【課題】 小型で且つ耐内圧強度に秀れた構成の内圧容器を簡易な方法で製造でき、また、インナーリング非内蔵型の内圧容器の耐内圧強度も向上させることができる極めて実用性に秀れた内圧容器の製造方法を提供することである。
【解決手段】 フィラメントワインディング法により連続繊維を巻回積層して成る繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞されており、この閉塞蓋2は前記繊維強化樹脂製筒体1と連結される保持環体3で支持されている内圧容器の製造方法であって、マンドレル5に樹脂を含浸した繊維6を巻回する際、該マンドレル5に被嵌される一対のリング体の外側面に該繊維6を引っ掛けて巻回方向を変更しながら巻回し、前記樹脂硬化後、脱型して前記繊維強化樹脂製筒体1を形成し、続いて、この繊維強化樹脂製筒体1に前記閉塞蓋2及び前記保持環体3を設けて該繊維強化樹脂製筒体1を閉塞する内圧容器の製造方法である。
(もっと読む)
内圧容器の製造方法
【課題】 インナーリング内蔵型の内圧容器を効率良く製造でき、更に、マンドレルに複雑な加工を施さずとも容易にインナーリングが適正位置に保持された内圧容器を得ることができる内圧容器の製造方法を提供することである。
【解決手段】 マンドレル1の所定位置において、複数の分割体8を互いに当接させて形成される筒状部材2が該マンドレル1に被嵌され、更にこの筒状部材2に環体9及び前記インナーリング3が互いに当接する状態で被嵌された状態を作出し、続いて、樹脂を含浸した繊維4を前記筒状部材2,前記環体9及びインナーリング3に連続的に巻回し、続いて、該樹脂硬化後、マンドレル1を脱型し、続いて、前記筒状部材2及び前記環体9を除去して前記インナーリング3が設けられた繊維強化樹脂製筒体6を形成し、続いて、この繊維強化樹脂製筒体6に前記閉塞蓋7及び保持環体5を設ける内圧容器の製造方法である。
(もっと読む)
圧力容器
【課題】平坦なまたはほぼ平坦な蓋を有し繊維強化プラスチックからなる圧力容器を提供する。
【解決手段】少なくとも1つの方向へ圧力容器を貫通し軸線方向へ配向され、内部スペース内に均一に分布され、内圧に起因する力の大半を受容する複数の補強構造体を備える。 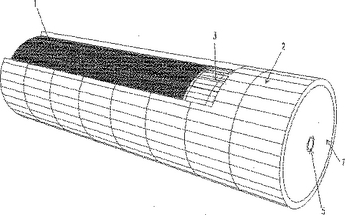 (もっと読む)
(もっと読む)
FRP成形体の製造方法
【課題】従来人手により成されていた脱型作業を大幅に省力化し、安価で良好な脱型が可能なFRP成形体の製造方法を提供する。
【解決手段】中空構造を有するFRP成形体の製造方法であって、成形型中で樹脂を硬化させた後、FRP成形体の中空構造の内側に圧力を加えることにより、FRP成形体を成形型より脱型することを特徴とするFRP成形体の製造方法。
(もっと読む)
161 - 180 / 195
[ Back to top ]